1
Изобретение относится к самонастраивающимся системам управления и может быть использовано для управления металлорежущими станками.
Наиболее близкой к предлагаемой является самовозбуждающаяся система управления металлорежущими станками, содержащая электромеханический преобразователь , на волноводе которого закреплена обрабатываемая деталь, входом связанный с выходом усилителя мощности, и датчик вибрации, установленный на режущем инструменте, выход которого соединен с первым усилителем и с первым входом второго усили- . теля, имеющего волновод, второй вход которого подключен к выходу первого усилителя Q .
Недостатки известного устройства обусловлены низкими точностью и надежностью вследствие неконтролируемо го возбуждения колебаний режущего инструмента.
Цель изобретения - повышение точности и надежности.
Поставленная цель достигается тем, что в самонастраиващуюся систему управления металлорежущим станком дополнительно вводятся сумматор,- третий усилитель, полосовые фильтры, усилители с зоной нечувствительности и детекторы, причем выход датчика вибрации через соответствующие последовательно соединенные пЬлосовой фильтр, усилитель с зоной нечувствительности и детектор связан с соответствующими входами сумматора, выход которого соединен с первым входом третьего усилителя, второй вход которого соединен с выходом второго усилителя, а выход - с входом усилителя мощности.
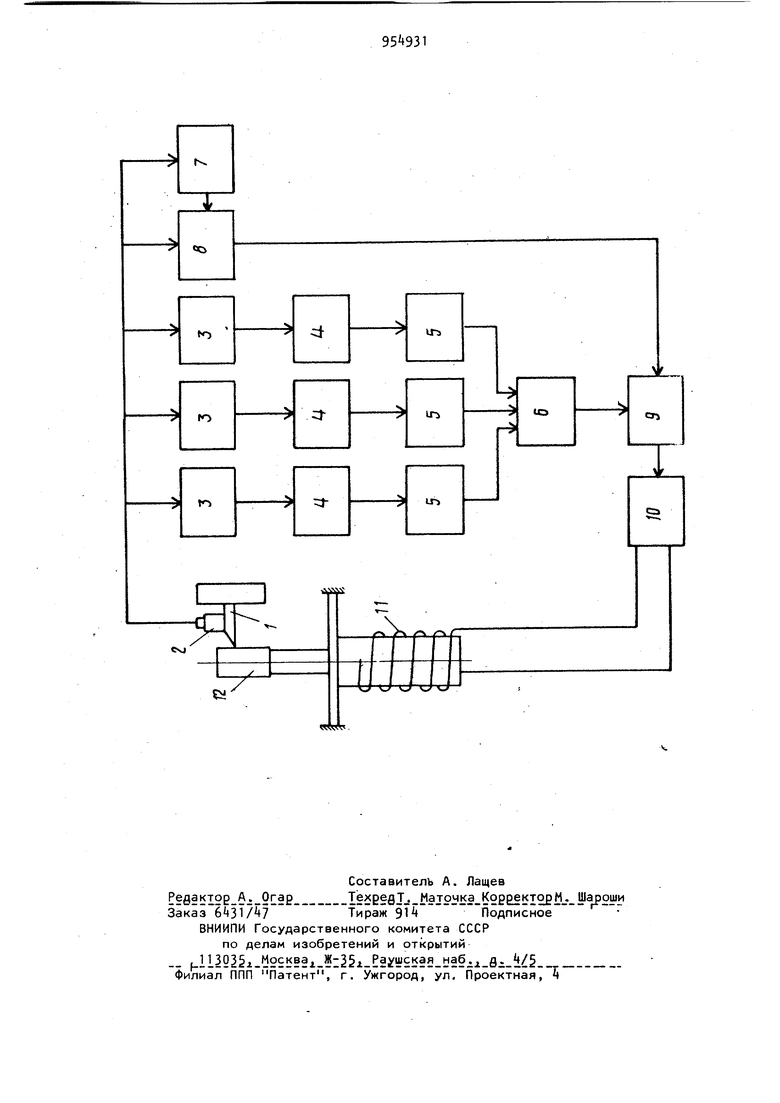
На чертеже приведена блок-схема устройства.
Устройство содержит режущий инструмент 1, на котором установлен датчик 2. вибрации, полосовые фильтры 3, усилители Ц с зоной нечувствительности, детекторы 5, сумматор 6, первый 7 второй 8, третий 9 усилители и усилитель.10 мощности, подключенный к электромеханическому преобразователю 11, имеющему волновод 12.
Устройство работает следующим образом.
Предварительно на волноводе 12 электромеханического преобразователя 11 закрепляют деталь. При обработке детали режущим инструментом 1 возникают автоколебания, которые регистрируются датчиком 2 вибраций. Выходной сигнал датчика 2 вибраций поступает на вход первого усилителя 7 и на первый вход второго усилителя 8. Выходной сигнал усилителя 7 управляет коэффициентом усиления усилителя 8, при этом выходное напряжение второго усилителя В поддерживается на заданном уровне в зависимости от уровня входного сигнала датчика 2 вибраций. Выходной сигнал второго усилителя 8 подается через третий усилитель 9 на вход усилителя 10 мощности. Выходной сигнал усилителя 10 подается в электромеханический преобразователь 11, возбуждающий колебания обрабатываемой детали.
В процессе обработки по мере увеличения амплитуды автоколебаний обрабатываемой детали в движениях режущего инструмента 1 появляются боковые частоты, избираемые полосовыми фильтрами 3 высоких частот каждого из п идентичных каналов.
Количество полосовых фильтров 3 высоких частот определяется количест вом боковых частот, подлежащих анализу. Если уровень автоколебаний на боковых частотах превышает зону нечувствительности усилителя Ц, возникают сигналы, поступающие через детекторы 5 в сумматор 6. Сигнал с выхода сумматора 6 поступает в третий усилитель 9 и уменьшает его коэффициент усиления, что приводит к уменьшению амплитуды автоколебаний режущего инструмента 1 относительно детали с учетом меняющихся условий контакта в зоне резания. Использование в самонастраивающей ся системе управления металлорежущим станком п идентичных каналов, выполненных в виде последовательно соединенных полосового фильтра 3, усилителя k с зоной нечувствительности, детектора 5 и сумматора 6, подключенного к усилителю 9 обеспечивает управление коэффициентом усиления усилителя 9, пропускающего только ультразвуковые частоты.
По мере увеличения амплитуды автоколебаний обрабатываемой детали силы резания и импульсные изменения сил достигают критических значений, что поддерживает оптимальный уровень циклических напряжений, при которых исключаются интенсивные усталостные разрушения режущего инструмента. В результате повышаются точность и надежность работы самонастраивающейся системы управления.
Формула изобретения
Самонастраивающаяся система управления металлорежущим станком, содержащая электромеханический преобразователь, на волноводе которого закреплена обрабатываемая деталь, входом связанный с выходом усилителя мощности, и датчик вибрации, установленный на режущем инструменте, выход которого соединен с первым усилителем и с первым входом второго усилителя, второй вход которого подключен к выходу первого усилителя, отличающаяся тем, что с целью повышения точности и надежности, в нее введены сумматор, третий усилитель, полосовые фильтры, усилители с зоной нечувствительности и детекторы, причем выход датчика вибрации через соответствующие последовательно соединенные полосовой фильтр, усилитель с зоной нечувствительности и детектор связан с соответствующими входами сумматора, выход которого соединен с первым входом третьего усилителя, второй вход которого соединен с выходом второго усилителя, а выход - с входом усилителя мощности. Источники информации, принятые во внимание при экспертизе 1. Патент ЧССР № 1132125, кл. Н 02 К 35/02, опублик. 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система управления суппортом станка | 1976 |
|
SU637782A1 |
| Самонастраивающаяся система управления процессом механической обработки | 1980 |
|
SU921782A1 |
| Самонастраивающаяся электромеханическая резонирующая система | 1976 |
|
SU612356A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Контрольное устройство для станка с ЧПУ | 1985 |
|
SU1281377A1 |
| Устройство управления точностью на металлорежущем станке | 1980 |
|
SU918022A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| СЕРВОПРИВОД | 2016 |
|
RU2643782C1 |
| Устройство для адаптивного управления | 1985 |
|
SU1343390A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
ю
AVSXy
ITi
