(54) САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ СУППОРТОМ СТАНКА
держа111ая первый датчик вибраций, выход которого соединен с входами и второго фильтров, выход первого фильтра соединен непосредственно с входом первого усилителя и через вюрой усилитель - с управляющим входом первого усилителя, выход которого через третий усилитель и электромеханический преобразователь соединен со входом объекта управления, и нелинейный блок, выход которого через блок сканирования соеди нен с генератором пилообразного напряжения 3J.
Однако эффективность возбуждения колебательных смещений в зоне резания зависит не от настройки электромеханической системы в резонанс, а от поиска и-удержания желаемой оптимальной частоты и амплитуды в зависимости от меняющихся параметров СПИД в процессе обработки и от направления их возбуждения.
Помимо этого, упругие системы металлорежущих станков обладают таким свойством, как возбуждение колебаний в направлении X или Z Ч1Ч) приводит к появлению составляющей У. Это свойство объясняется тем, что ориентация главных осей эллипсоидов жесткости упругой системы не совпадает с ориентацией осей А,YHZ.
Однако имеется некоторое конечное множество частот, на которых усиление колебакий в направлении, например, X не приводит к образованию колебаний в направлении У . Эти частоты определяются параметрами упругой системы и зависят 6т изменяющихся условий резания. Поиск и усиление таких колебаний вызывает следующее: они демпфируют автоколебания и периодические вынужденные колебания, вызванные процессом резания в радиал| ном направлении, одновременно усиление таких колебаний не оставляет сл1еда на обработанной поверхности.
Цель изобретения - повышение точности системы.
Для этого в предлагаемой системе установлены второй датчик вибраций, третий фильтр, блок деления и блок памяти, причем вход третьего фильтра соединен с выходом второго датчика вибрации, а выход - с первым входом блока деления, второй вход которого соединен с выходом второго фильтра, а выход - с входом нелинейного блока, выход генератора пилообразного напряжения соединен с управляющими входами-второго и третьего фильтров и с первым входом блока памяти, второй вход которого соединен с входом нелинейного блока, а выход - с вторым входом блока сканирования и управляющим входом первого фильтра.
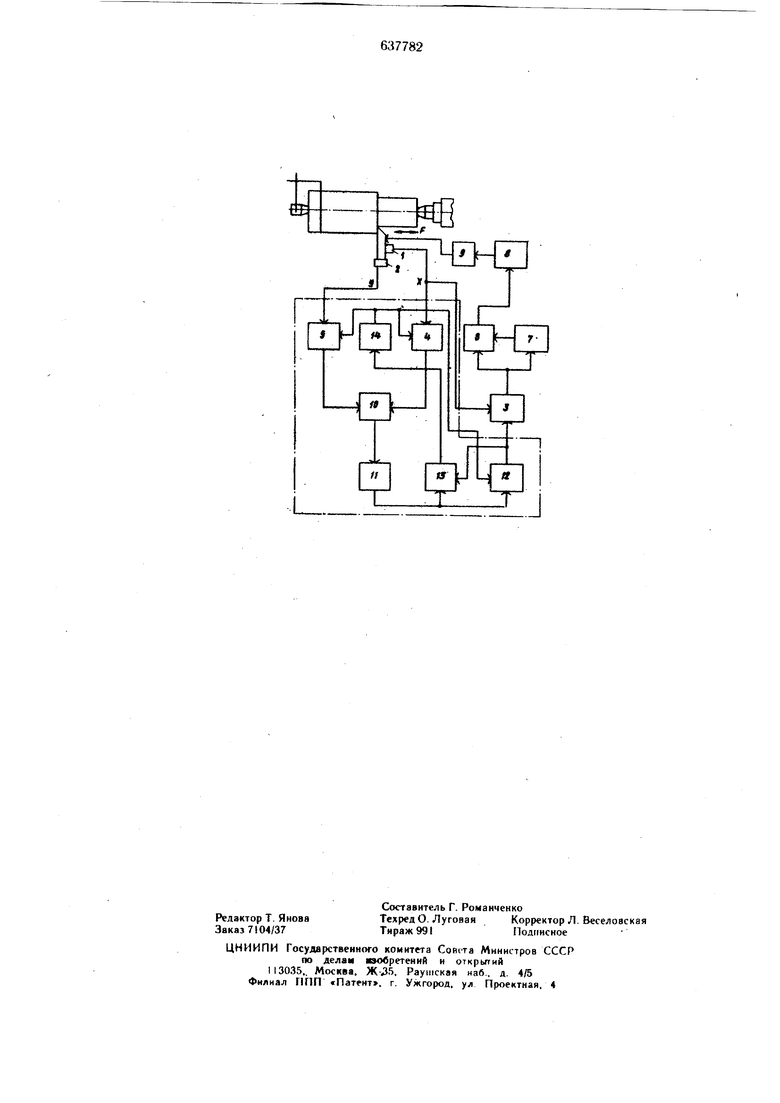
На чертеже дана блок-схема предлагаемой системы управления суппортом станка.
Система управления суппортом стайка содержит первый и второй датчики вибрации i и.2; первый, второй и третий фильтры 3-5; первый, второй и третий усилители 6-8, электромеханический преобразователь 9; блок деления 10, нелинейный блок 11, блок памяти 12, блок скар}ирования 13, генератор 14 пилообразного напряжения, х - сигнал, регистрируемый в направлении оси А, и Y - сигнал, регистрируемый в направлении оси Y.
Процесс механической обработки металлов резанием всегда сопровождается наличием автоколебаний в направлениях А, Y, Z (самовозбуждающиеся колебания), возникающих при отсутствии каких-либо внешних колебательных возмущающих сил. Источником энергии колебаний в такой СПИД является двигатель привода, а возникающие при этом переменные силы поддерживают это колебательное движение, которые создаются и управляются самим движением.
Регистрируемые при этом автбколебания в направлениях осей X, Y соответствующими датчиками вибраций I и 2 подаются на входы селективных узкополосных фильтров 4 и 5, в свою очередь, автоколебания в направлении оси X подаются на вход избирательного фильтра 3, включенного в цепь обратной связи.
Изменение избирательных частот селективных фильтров 1 и 2 в диапазоне обзора (О - ш.о 1 с помощью их элементов настройки, управляемых генератором 14, приводит к выделению гармонических составляющих колебаний в направлениях осей X KY минимальное отнощение энергетических уровней которых определяется блоком деления
10путем последовательного деления энергетических уровней частотных составляющих в направлении оси У на энергетические
уровни составляющих в направлении оси X. Частота, определенная из условий минимума отнощения колебаний в направлении оси У по отнощению к оси X, является оптимальной, так как усиление колебаний в этом случае в направлении оси X максимально демпфирует колебательные смещения в направлении оси Y, при этом практически не оставляет следа на обработанной поверхности. Выходное управляющее напряжение блока деления 10 через нелинейный элемент
11типа зоны нечувствительности воздействует на первые входы блока памяти 12 и блока сканирования 13, выходное напряжение которого управляет генератором 14 таким образом, что при данном установившемся минимальном отношении частотных соетавляющих . «качание частоты в диапазоне обзора прекращается.
Установленное соотношение энергетических уровней частот1гых составляющих кана.юв запо.минается блоком памяти 12. его выходное напряжение, управляет элементом настройки избирательного фильтра 3 таким образом, что он избирает из спект)а вибраций, регист()ируемых датчиком I, га)моническую состэЕМяющую, соответствующую минимальному установившемуся соотиои)е11ию (). Напряжение, соответствующее избранной гармонической составляющей,- подается на входы усилителей 6 и 7 цепи обратной связи, необходимое для управления возбуждением электромеханического преобразователя 9 с помощью усилителя мощности 8.
При изменениях параметров СПИД в процессе обработки, вызывающих перераспределение основных гармонических составляющих таким образом, что их отношение выходит за пределы зоны нечувствительности нелинейного элемента И, вырабатывается управляющее напряжение блока сканирования 13 путем сравнения текущего значения с ранее запомненным блоком памяти 12. Разностное напряжение блока сканирования 13 позволяет вновь запустить управляющий генератор 14, напряжение которого управляет настройкой фильтров 3-5 до тех пор, пока не зафиксируются новые гармонические составляющие в направлениях осей X и Y с минимальным отношением, при этом прежнее значение отношения составляющих стирается в блоке памяти 12 и фиксируется вновь найденное отношение.
Использование новых элементов в предлагаемом изобретении выгодно отличает самонастраивающуюся систему управления суппортом станка от аналогов Наличие новых блоков позвопяет автоматически производить поиск и поддерживать оптимальные частоты колебаний с учетом изменения параметров упругих и инерционных характеристик СПИД в процессе обработки, возбуждаемых в направлении подачи и приводящие к демпфированию колебательных смещений в радиальном направлении. Использование эпергии самих автоколебаний, вызванных непосредственно зоной резания, значительно уменьшает мощность источников возбуждения колебаний в направлении подачи. Амплитуда автоматически выбранной оптимальной частоты колебаний (с учетом меняющихся параметров СПИД) поддерживается также оптимальной первым и вторым усилителями, в связи с этим появляется возможность автоматического управления
процессом резания для получения заданного движения инструмента по отношению к обрабатываемой детали путем синхронизации автоколебаний инструмента в направлении движения подачи и демпфирования колебательных смещений в радиальном направлении для достижения заданного критерия точности и производительности.
Формула изобретения
Самонастраивающаяся система управления суппортом станка, содержащая первый датчик вибраций, выход которого соединен со входами первого и второго фильтров, выход первого фильтра соединен непосредственно со входом первого усилителя и через второй усилитель с управляющим входом первого усилителя, выход которого через третий усилитель и электромеханический преобразователь соединен со входом объекта управления, и нелинейный блок, выход ко; торого через блок сканирования соединен с генератором пилообразного напряжения, отличающаяся тем, что, с целью повышения точности системы, в- ней установлены второй датчик вибраций, третий фильтр, блок деления и блок памяти, причем вход третьего фильтра соединен с выходом второго датчика вибрации, а выход - с первым входом блока деления, второй вход которого соединен с вых,одом второго фильтра, а выход - со входом нелинейного блока, выход генератора пилообразного напряжения соединен с управляющими входами второго и третьего фильтров и с первым входом блока памяти, второй вход которого соединен со входом нелинейного блока, а выход - со вторым входом блока сканирования и управляющим входом первого фильтра.
Источники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 1948012, кл. В 23 О 15/00, 1971.
2.Патент США № 3754487, кл. В 23 G 1/00, 1973.
3.Патент ЧССР № 1132125, кл. Н 02 К 35/02, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления подачей токарного станка | 1980 |
|
SU879559A1 |
| Самонастраивающаяся электромеханическая резонирующая система | 1976 |
|
SU612356A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Самонастраивающаяся система управления процессом механической обработки | 1980 |
|
SU921782A1 |
| Устройство управления точностью на металлорежущем станке | 1980 |
|
SU918022A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Способ управления процессом механической обработки | 1980 |
|
SU1022780A1 |
| Способ управления точностьюОбРАбОТКи HA МЕТАллОРЕжущиХСТАНКАХ | 1979 |
|
SU806366A1 |
| Способ автоматического управления процессом обработки детали | 1982 |
|
SU1039693A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |