1
Изобретение касается технологической оснастки для холодной листовой штамповки и может быть использовано в машиностроении, в частности для изготовления арматуры для авторучек.
Известен штамп последовательного действия для изготовления втулок из листового материала пробивкой, вырубкой и выдавливанием l . Штамп содержит пробивной пуансон, выталкиватель, установленный в
полости матрицы для выдавливания в одной с ней части, и съемник, охватывающий пуансон для выдавливания и расположенньгй в одной с ним части.
На известном штампе детали получаются разностенными, так как очень трудно обеспечит: точное совпадение оси отверстия, пробитого на первой позиции, с пуансоном, осуществляюшим выдавливание втулки; в месте отделения втулки от полосовой заготовки образуется дефектный участок, так как вырубное отверстие в матрице должно быть немного больше наружного диаметра втулки, деталь получается неровной по высоте, так как выдавливание мате.риала происходит неравномерно. Кроме то.го,штамп громоздок (штамовка производится за пять шагов) и не удобен в работе, поскольку после каждого удара пресса материал приходится приподнимать на высоту втулки.
в предлагаемом штампе для повышения качества получаемых втулок, высота которых превышает в несколько раз толщину стенок, преимущественно из пластичных материалов типа алюминиевых сплавов, пробивной пуансон размешен в полости выталкивателя и в одной с ним части штампа, рабочие -их торцы выступают за рабочий торец матрицы на величину, не меньшую толщины материала, пуансон для выдавливания выполнен составным из концентричных относительно подвижных в осевом направлении частей, наружная из которых подпружинена в осевом направлении, внутреняя выполнена полой, а рабочий торец ее снаб-. жен внутренней режущей кромкой, взаимоцействующей с режущей кромкой пробивного пуансона, и наружной режущей кромкой.
взаимодействующей с матрицей для выдавливания.
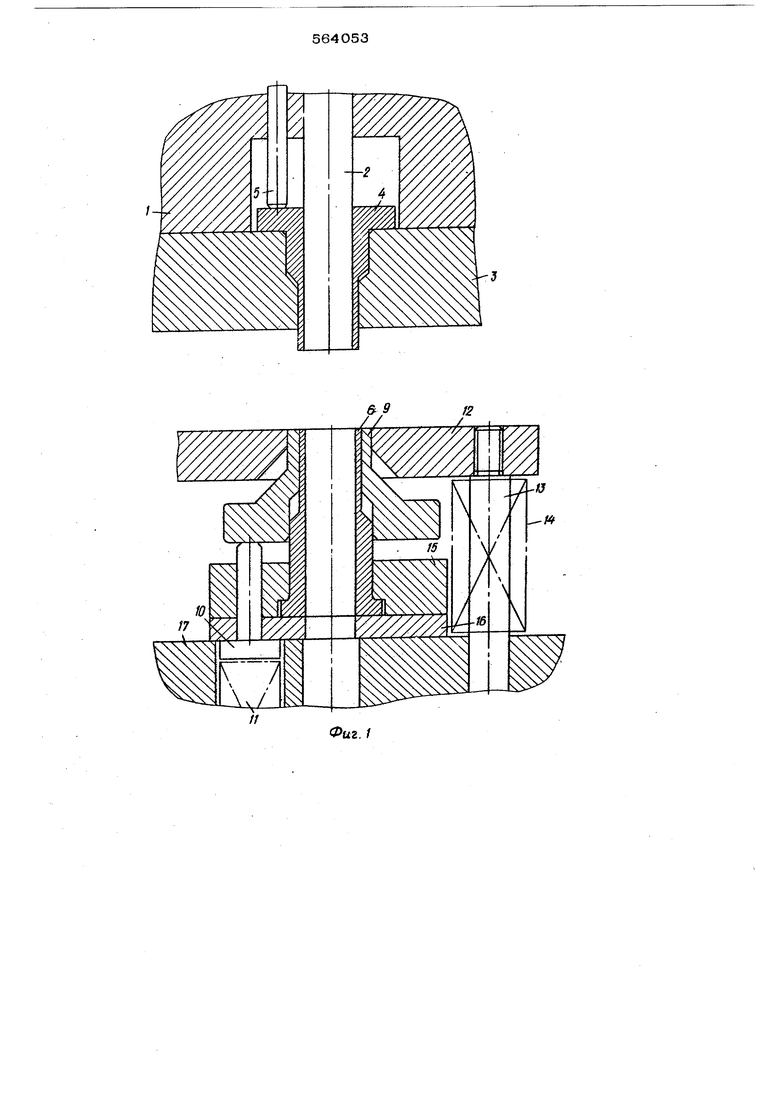
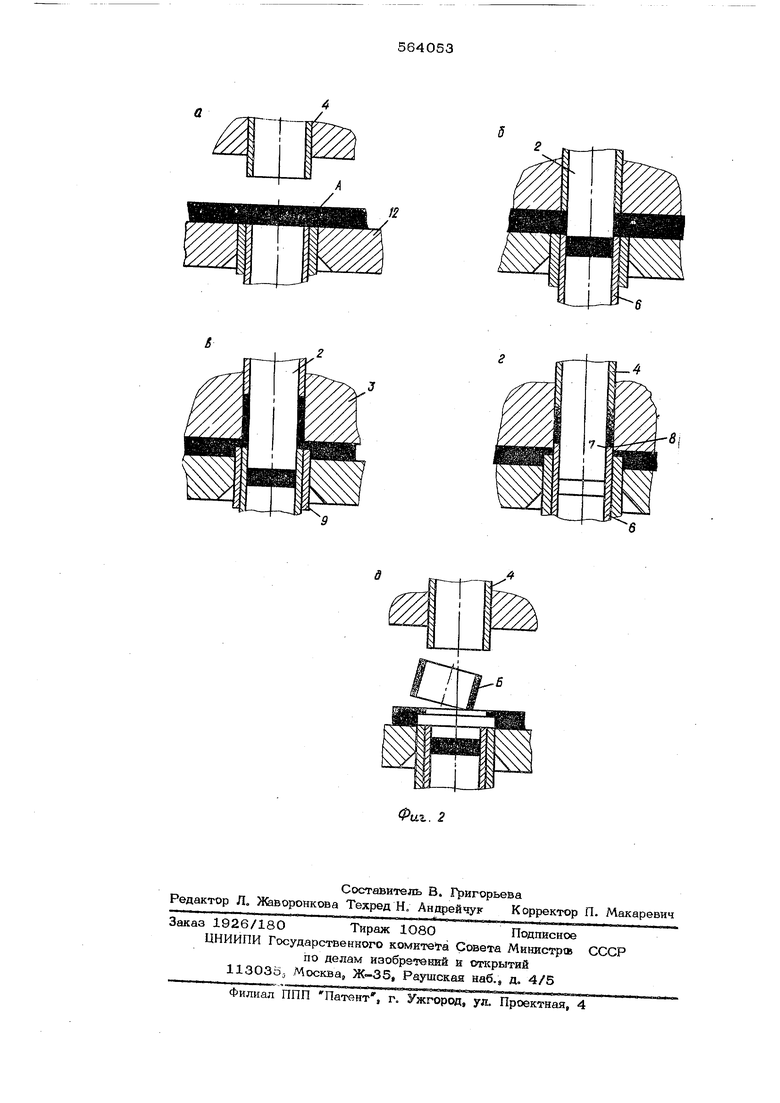
На фиг. 1 показана схема предлагаемого штампа, разрез; на фиг, 2 0,5,6,,3 схема последовательного действия рабочих частей штампа.
Штамп смонтированный на стандартном блске (не показан), содержит в верхней части пуаксонодержатель 1, в котором расположен пробивной пуансон 2, матрицу выда ливания 3 и выталкиватель 4, приводимый в действие штифтами 5 от устройства в ползуне пресса (не показано).
В нижней части штамп содержит пуан сон выдавливания, состоящий из внутренней части 6 с режушими кромками 7 и 8 и ;шружной части 9, опирающейся на щтифты 10, поджатые сильными, например тарельчатыми, пружинами 11, съемник 12, приводимый в действие винтами 13 с пружинами 14, и пуансонодержатель 15с прокладкой 16, прикрепленный к нижней плите штампа 17.
Штамп работает следующим образом. В начальный момент заготовка А находнтся на съемнике 12 (фиг. 2,0.). При рабачем ходе пресса верхняя часть штампа опускается, и пробивной пуансон 2, взаимодействуя с режущей кромкой 7, образует в заготовке отверстие, отход от которого проталкивает во внутренюю часть 6 пуансна (фиг, 2, в;. При дальнейшем опускании верхней части штампа наружная часть 9 пуансона выдавливания, действуя совместно с частью 6, образует . кольцо, выдавливая часть материала заготовки в кольцевой зазор между пуансоном 2 и матрицей выдавливания 3, приче } выталкиватель 4 поднимается, немного не доходя до крайнего верхнего положения (фиг. 2, Ь) , В мрмент, когда съемник 12 дойдет до фланца части 9 пуансона выдавливания, последний начнет опускаться и часть его 6 отделит кольцо от заготовки (фиг. 2, ), а выталкиватель 4 дойдет до опорной плоскости пуансонодержаТеля 1 и откалибрует размеры по высоте. Затем начнется холотой ход пресса, и все детали штампа вернутся в исходное положение, а готовое кольцо Б удаляется из матрицы 3 и снимается с пуансона 1 выталкивателем 4 (фиг 2,9), поспе чего штамп вновь готов к работе. После подачи заготовки на шаг, процесс повторяется.
В данном примере показан штамп для изготовления круглых втулок. Придавая рабочим частям штампа соответствующие формы поперечного сечения, можно изготовлять втулки прямоугольного, овального, треугольного и прочих сечений, что не меняет существа изобретения.
Формула изобретения
Штамп для изготовления втулок из листового материала пробивкой, вырубкой и выдавливанием, содержащий пробивной пуансон, выталкиватель, установленный в полости матрицы для выдавливания в одной с ней части, и съемник, охватывающий пуансон дл выдавливания и распопоженный в одной с ним части, отличающийся тем, что, с целью повышения качества втулок, высота которых превышает в несколько раз толщину стенок, преимущественно из пластичных материалов типа алюминиевых сплавов пробивной пуансон размешен в полости выталкивателя и в одной с ним части штампа, рабочие их торцы вьгступают за рабочий торец матрицы на величину, .:; не меньшую толщины материала, пуансон для выдавливания вьшолнен составным из концентричных относительно подвижных в осев м направлении частей, наружная из которых подпружинена В осевом направлении, внутреняя выполнена полой, а рабочий торец ее снабжен внутренней режуигей кромкой, взаимодействующе й с режущей кромкой пробивного пуансона, и наружной кромкой, взаимодействующей с матрицей для выдавливания.
Источники информации, принятые во внимание при экспертизе:
1. Романовский В. П., Дагелайская Н.А. Последсжательная штамповка в ленте, , Машгиз, 1962 г., стр. 8О-81, фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
Фиг. 1
12
