4 1C
со
1чЭ
to to
Изобретение касается обработки металлов давлением и относится к способам изготовления полых деталей.
Цель изобретения - увеличение высоты деталей.
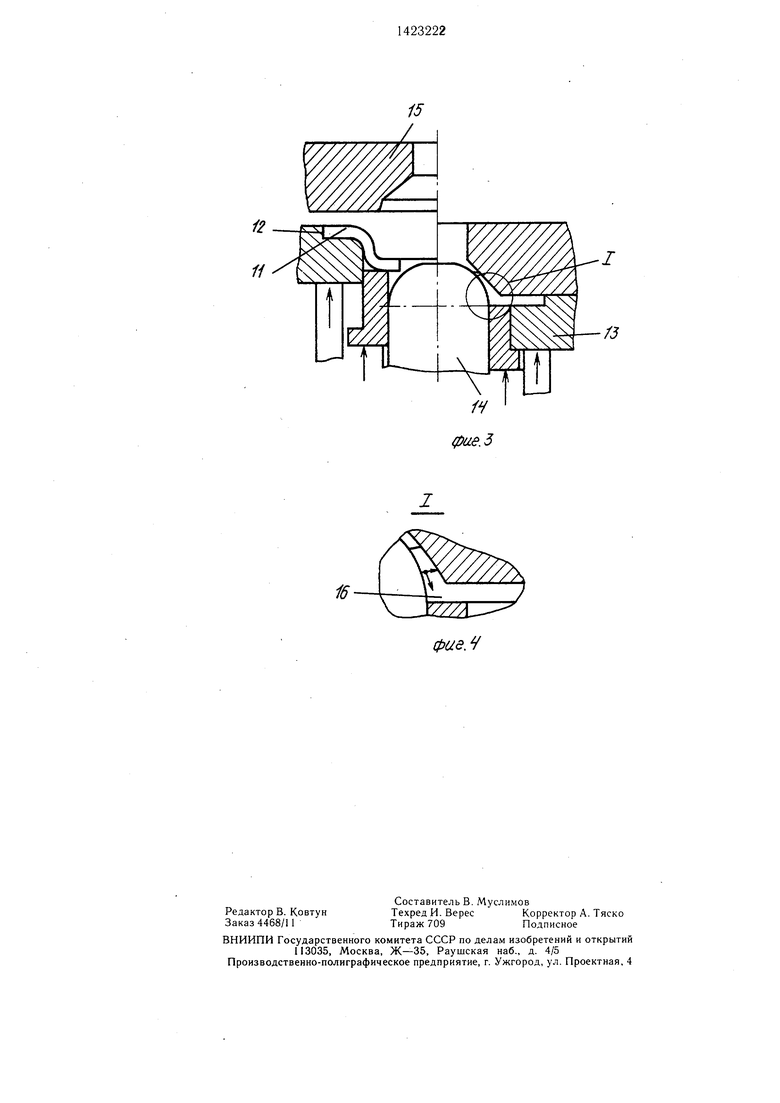
На фиг. 1 изображена схема вытяжки полуфабриката; на фиг. 2 - схема пробивки отверстия под отбортовку; на фиг. 3 - схема отбортовки; на фиг. 4 - узел 1 на фиг. 3.
На схемах показаны заготовка 1, заход- ная часть 2 вытяжного штампа, прижим 3, вытяжной пуансон 4, вытяжная матрица 5, вытянутый полуфабрикат 6, заходная часть 7 пробивного штампа, фигурный прижим 8, пробивной пуансон 9, пробивная матрица 10, полуфабрикат 11 с отверстием в дне, заходная часть 12 отбортовочного штампа, прижим 13 отбортовочного штампа, отбортовоч- ный пуансон 14, отбортовочная матрица 15, готовая деталь 16.
Способ осушествляется следующим образом.
Из листового металла вырубают заготовку 1, устанавливают ее в заходную часть 2 вытяжного штампа, прижимают прижимом 3 и в матрице 5 осуществляют пуансоном 4 вытяжку. При этом диаметр вытянутого полуфабриката 6 превышает на 10-25% диаметр готовой детали 16.
После этого полуфабрикат 6 устанавливают в заходную часть 7 пробивного штампа, прижимают его фигурным прижимом 8 и пробивным пуансоном 9 в пробивной матрице 10 осуществляют пробивку отверстия под отбортовку.
5
Затем полуфабрикат 11 с отверстием в дне устанавливают в заходную часть 12 отбортовочного штампа, прижимают его прижимом 13, и пуансоном 14 в матрице 15 производят отбортовку в направлении, противоположном направлению вытяжки.
Вытяжка полуфабриката 6 с диаметром, большим на 10-25% диаметра готовой детали 16, позволяет создать избыток металла, который при отбортовке в условиях всесто- 0 роннего сжатия выдавливается в радиальном направлении от оси симметрии детали 16 к периферии и в осевом - от кромки отбор- товываемого отверстия к фланцу. Это позволяет получить минимальный радиус перехода фланцевой части детали 16 в отбор- товываемую. При таких условиях формообразования радиус перехода фланцевой части детали 16 в отбортовываемую (стенку) со- ;ставляет всего 2-3% от высоты детали 16, вследствие чего увеличивается высота гото- 0 вой детали.
Предлагаемый способ по сравнению с известным обеспечивает изготовление более высоких деталей.
Формула изобретения
5 Способ изготовления полых деталей, включающий вырубку заготовки, пробивку отверстий, отбортовку и вытяжку, отличающийся тем, что, с целью увеличения высоты деталей, вначале вытягивают полуфабрикат диаметром, большим на 10-25% диаметра
0 готовой детали, а отбортовку производят в направлении, противоположном направлению вытяжки.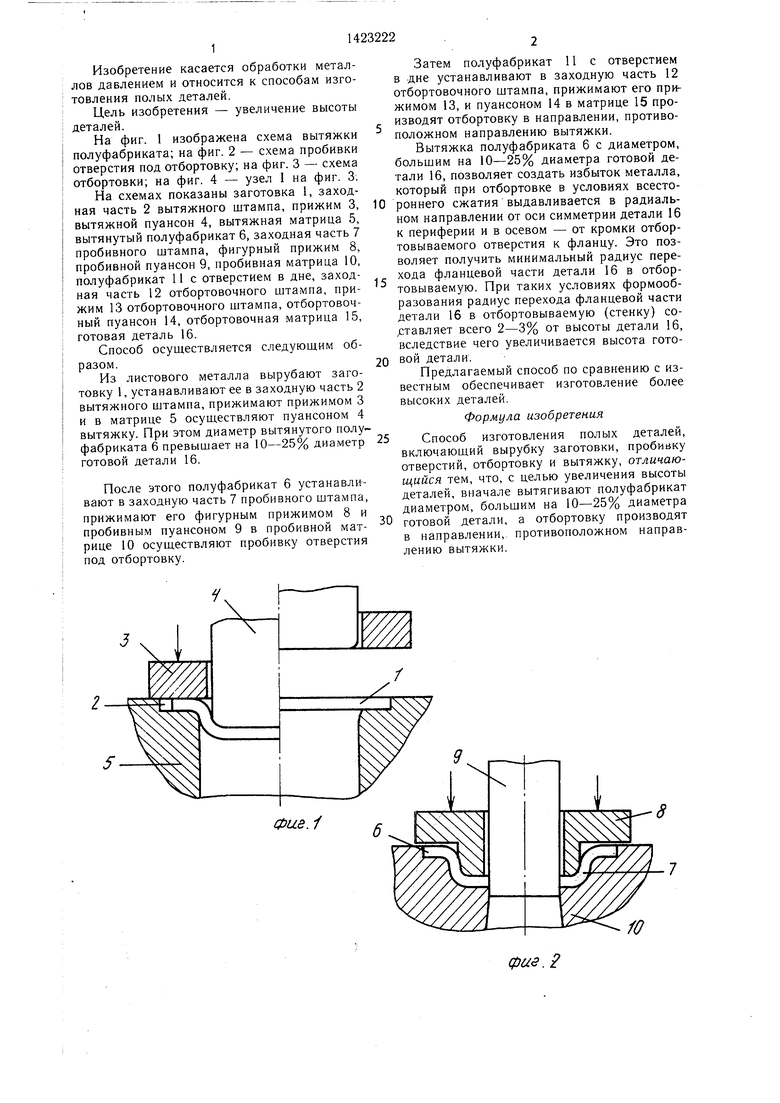
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ И ОТБОРТОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2011 |
|
RU2466818C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей. Цель - увеличение высоты деталей. Вначале вытягивают полуфабрикат диаметром, большим на 10-25% диаметра готовой детали, а отбортовку производят в направлении, противоположном направлению вытяжки. Способ позволяет создать избыток металла, который при отбортовке в условиях всестороннего сжатия выдавливается в радиальном направлении от оси симметрии детали к периферии и в осевом - от кромки отбортовываемого отверстия к фланцу. Это позволяет получить минимальный радиус перехода фланцевой части детали в отбортовываемую. 4 ил.
0ue.i
,
V / /
физ.2
vZj
Фае,
| Способ изготовления полых изделий | 1980 |
|
SU889205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
