(54) УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ
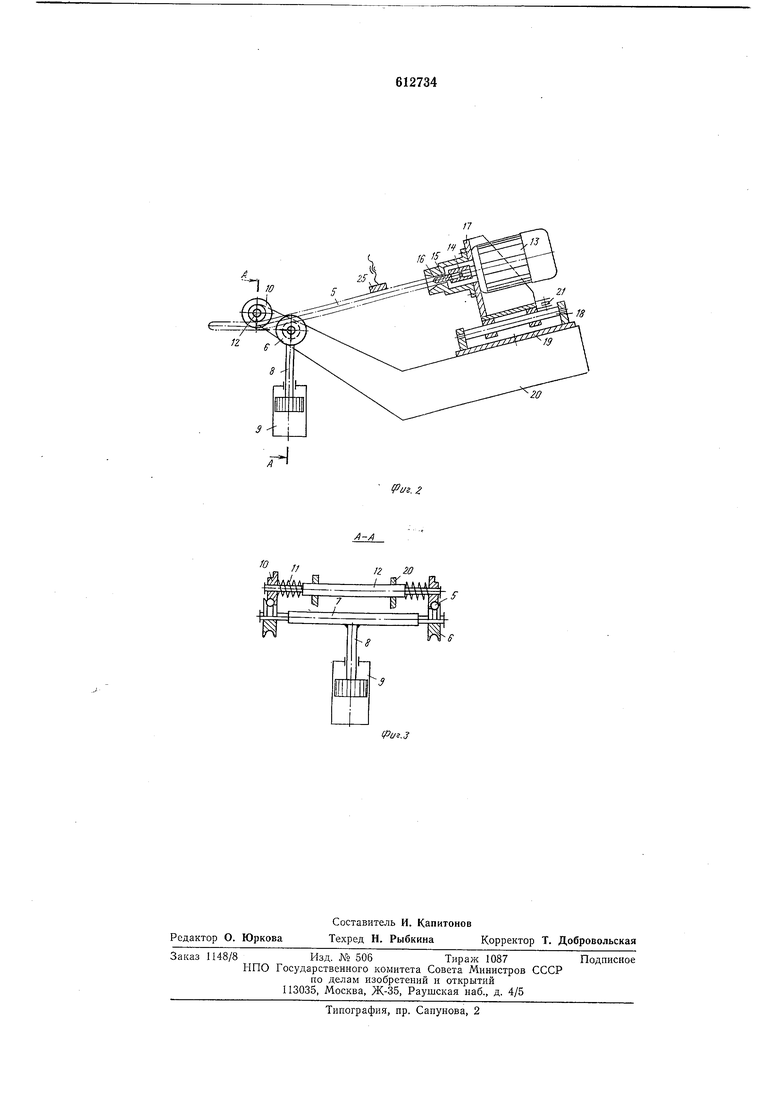
мощью пневмоцилиндра, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 2.
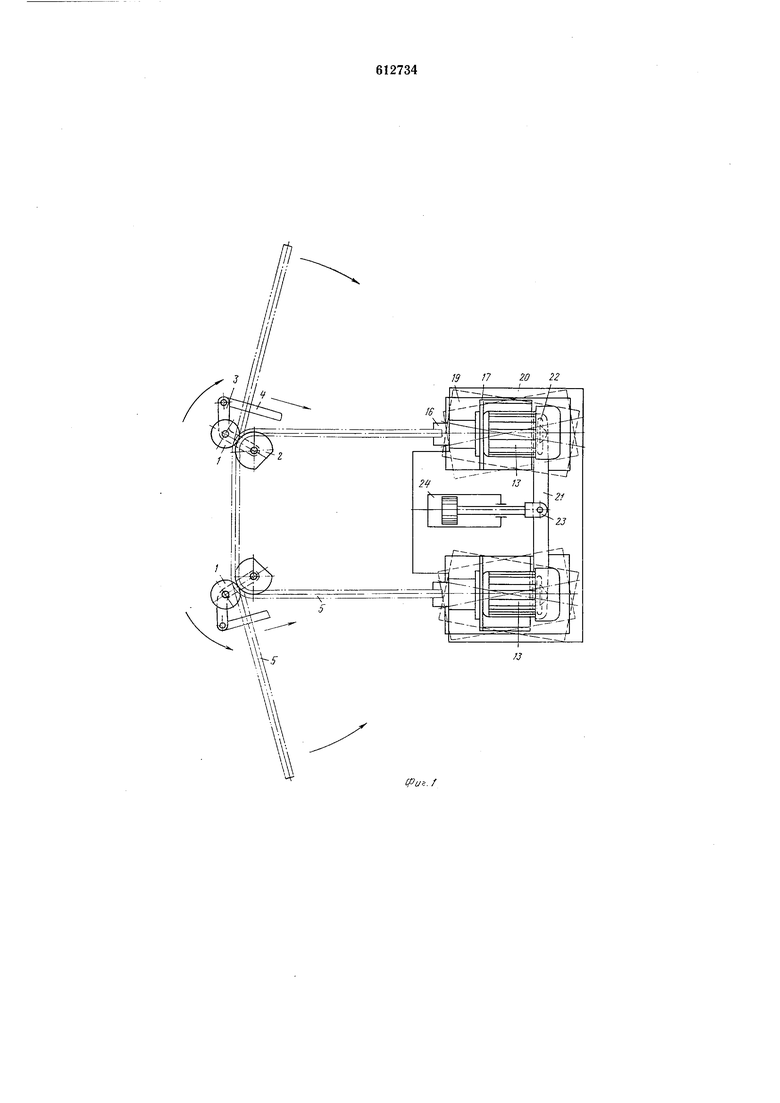
Устройство включает механизм гибки заготовки на П-образный нрофиль, механизм гибки в вертикальной плоскости и механизм развальцовки.
Механизм гибки заготовки на П-образный профиль в горизонтальной плоскости содержит ролики 1, соединенные с шаблонами 2 посредством рычагов 3, скрепленных с тягами 4. Для удобства установки и съема заготовки 5 между роликами 1 и шаблонами 2 последние на одной из сторон имеют лыски.
Механизм гибки в вертикальной плоскости содержит ролики 6, свободно надетые на ось 7, которая соединена со штоком 8 пневмоцилиндра 9. Обкатка заготовки 5 в вертикальной плоскости производится роликами 6 вокруг шаблонов 10, подпружиненных пружинами 11. Шаблоны 10 имеют возможность перемешаться вдоль ненодвижной оси 12, чем способствуют в процессе изготовления компенсации угла перегиба заготовки 5 в горизонтальной плоскости.
Механизм развальцовки концов заготовки 5 содержит две головки 13, снабженные шпинделями 14 с инструментами 15, и совместно с упорными втулками 16 смонтирован на кронштейнах 17. Сами кронштейны 17 свободно надеты на скалках 18, которые закреплены на поворотных плитах 19, также предназначенных для компенсации угла перегиба заготовки 5 в горизонтальной плоскости.
Кроме того, поворотные плиты 19 смонтированы на кронштейне 20, который выполнен поворотным вокруг неподвижной оси 12, для обеспечения настройки станка на необходимую величину угла изгиба заготовки 5 в вертикальной плоскости.
Кронштейны 17 с головками 13 соединены между собой траверсой 21 с продольными пазами 22, способствующими компенсации угла разворота плит 20, и имеют возможность перемещаться на скалках 18 под воздействием штока 23 пневмоцилиндра 24. Упоры 25 фиксируют конечное положение заготовки (см. фиг. 1 и 2).
Работа устройства осуществляется следуюшим образом.
Прямолинейная заготовка 5 устанавливается между шаблонами 2, лыски которых располагаются параллельно заготовке 5 и роликам 1. Затем шаблоны 2 устанавливаются в рабочее положение, как показано на фиг. 1, и ролики 1 под воздействием тяг 4, соединенных с рычагами 3, обкатывают заготовку 5 вокруг шаблонов 2, придавая ей П-образную форму.
Затем ролики 6, свободно сидящие на оси 7, перемещаются штоком 8 пневмоцилиндра 9, обкатывая заготовку 5 вокруг подпружиненных шаблонов 10. Шаблоны 10, сжимая
пружины 11 под воздействием заготовки 5, которой задается перегиб с учетом угла пружинения материала, займут положение отличное от номинального. Кроме того, заготовка 5 церед обкаткой вокруг шаблонов 10, воздействуя на ролики 6, свободно сидящие на оси 7, предварительно устанавливают их в рабочее положение, перемещая вдоль оси 7, после чего ролики 6 производят изгиб заготовки в
вертикальной плоскости, компенсируя погрешность изгиба заготовки 5 в горизонтальной плоскости. После этого ролики 1 и 6 отводятся в исходное положение, а заготовка 5 и вместе с ней шаблоны 10 занимают номинальное или близкое к нему положение. Затем производится развальцовка концов заготовки 5 инструментом 15 при вращении шпинделей 14 головок 13. При этом кронштейны
17и головки 13 перемещаются по скалкам 18 до упора втулок 16 в концы заготовки 5. Поскольку концы заготовки 5 могут иметь различную длину, подача головок 13 осуществляется посредством траверсы 21 с продольными пазами 22, соединенной со штоком 23
пневмоцилиндра 24, а имеющиеся пазы 22 компенсируют поворот плит 19 со скалками
18на соответствующий угол перегиба заготовки 5 в горизонтальной плоскости, при этом упоры 25 фиксируют конечное положение заготовки (см. фиг. 2).
После возврата всех исполнительных механизмов станка в исходное положение заготовка снимается, и цикл работы устройства повторяется.
Предлагаемое устройство позволяет значительно повысить производительность поточной автоматизированной линии изготовления ручек детских колясок, доводя ее производительность до 150 штук в час.
Формула изобретения
Устройство для гибки труб, содержащее механизмы гибки в горизонтальной и вертикальной плоскостях, выполненные в виде гибочных
роликов и щаблонов, отличающееся тем, что, с целью повышения качества изделия и обеспечения возможности развальцовки концов труб за одну установку с гибкой, оно снабжено механизмом развальцовки, вьшолненным в виде установленных на кронштейнах шпинделей, несущих инструмент, и упорных втулок, при этом кронштейны соединены между собой траверсой с продольными пазами и размещены на направляющих скалках, закрепленных на поворотных плитах, смонтированных на рычаге, качающемся вокруг оси, а шаблоны гибки в вертикальной плоскости установлены на упомянутой оси.
Источники информации,
принятые во внимание при экспертизе
1. Патент ГДР № 19418, кл. 49h 17/01, опубл. 1960.
cpui.f
8
iflui. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Устройство для развальцовки размягченной полости стеклоизделия | 1957 |
|
SU112750A1 |
| Станок для двусторонней гибки деталей из труб | 1981 |
|
SU997904A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ УГЛОВ УСТАНОВКИ КОЛЕС ПЕРЕДНЕЙ ПОДВЕСКИ | 2000 |
|
RU2177147C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Устройство для гибки обкаткой | 1988 |
|
SU1558531A1 |