Изобретение относится к изготовлению из проволоки или из ленты изделий, имеющих зигзагообразный профиль, и может быть использовано в мебельной, автотракторной промышленности.
Известно устройство для гибки змеевидных пружин из проволоки, содержащее два приводных диска с установленными на них с возможностью поворота двуплечих рычагов с гибочными роликами. Диски получают встречное вращение. Один из дисков имеет возможность перемещаться для регулировки высоты витков пружины. Диски снабжены клиньями, обеспечивающими величину перегиба ветвей формуемой пружины, чтобы вследствие распружинения сохранить параллельность ветвей.
Однако данное устройство имеет узкие технологические возможности при изменении шага и высоты пружины, определяемых постоянством плеч рычагов. К другому недостатку можно отнести сложность клинового механизма перегиба с его фасонными пазами (Авт. свид. СССР № 511992, В21F 1/00, B21F 35/04; 08.01.1974 г.).
Известно другое устройство для гибки зигзагообразных проволочных изделий, которое содержит смонтированные на станине поворотную раму с кассетой для проволок, оправку с утапливающимися гибочными пальцами в виде штоков гидроцилиндров. Механизм гибки смонтирован на верхней части рамы и включает верхнюю и нижнюю плиты с упомянутыми гибочными пальцами. Недостатком устройства является то, что гибка осуществляется реверсным поворотом кассеты с проволокой вокруг оси гибки плит, а ее масса создает большой момент инерции, вызывающий значительные колебания всей конструкции устройства. Вибрация создает отрицательные условия работы его механизмов (Авт. свид. СССР № 548345, B21F 1/04, 27.05.1975 г.).
Известно устройство для изготовления проволочных зигзагообразных изделий. Устройство содержит гибочный механизм, выполненный в виде дисковой плиты, приводящейся в движение вокруг оси от реверсивного привода. Дисковая плита имеет диаметральный сквозной паз с центральным полукруглым вырезом. В пазу установлены оси гибочных роликов, которые закреплены на поворотных равноплечих рычагах. Оси рычагов параллельны, симметричны оси дисковой плиты и смещены относительно оси дисковой плиты. Гибка зигзагообразного изделия осуществляется за счет периодической шаговой подачи проволоки и поочередного поворота и возврата в исходное положение гибочных роликов с рычагами за счет реверсивного поворота дисковой плиты. Плоскость гибки - горизонтальная. Недостатками этого устройства являются:
- неудобство регулировки нижних приводных элементов, находящихся под дисковой плитой;
- невысокая производительность устройства из-за большой инерционности дисковой плиты;
- центробежные силы от реверсивного вращения дисковой плиты мотают формованную часть пружины по поверхности стола дисковой плиты, что противоречит общепринятым правилам техники безопасности (Авт. свид. СССР № 665972, В21F 1/04, 04.11.1977 г.). Данное устройство принято за прототип.
В основу настоящего изобретения поставлена задача повышения надежности, улучшения условий эксплуатации и обслуживания за счет обеспечения свободного доступа к гибочным элементам для удобства их настройки и регулировки, что достигается вертикальным расположением оси гибки и гибочных роликов и оппозитным расположением гибочных модулей; обеспечение условий техники безопасности путем исключения свободного колебания сформованного конца пружины в рабочей зоне в плоскости, перпендикулярной плоскости гибки, - наличием механизма стабилизации положения формуемого изделия; гашения инерционных сил в конце каждого поворота гибочных роликов - наличием демпфера.
Поставленная задача решается тем, что используется технология гибки, заложенная в авт. свид. СССР №665972, отдельные элементы и конструктивные связи устройства.
В частности, заявленное устройство для гибки зигзагообразных изделий из ленты и проволочных заготовок включает основание, смонтированные на нем водила, привод его поворота и гибочные ролики, взаимосвязанные с водилом. Новизна устройства заключается в том, что оно снабжено парой оппозитно размещенных на основании гибочных модулей, в горизонтальных расточках корпусов которых размещены валы, взаимосвязанные с приводом их вращения, ползушками, в которых на осях смонтированы упомянутые гибочные ролики, и механизмом стабилизации положения в вертикальной плоскости гибки формуемого изделия; водило выполнено в виде закрепленных на торцах валов консолей, на которых размещены упомянутые ползушки с гибочными роликами, валы смонтированы со смещением один относительно другого, при этом их оси параллельны, на противоположных концах упомянутых валов установлены кулачки управления углами их поворота, взаимодействующих через промежуточное звено с пневмоповоротником; другим отличием является то, что гибочные ролики смонтированы в консолях с возможностью их регулировочного перемещения относительно осей валов, а также снабжением устройства демпферами, закрепленных на упомянутых корпусах, с возможностью регулировки их положения и выступами на консолях для взаимодействия с упомянутыми демпферами; еще одним отличием служит выполнение механизма стабилизации в виде расположенных попарно вверху и внизу закрепленных на корпусах, кронштейнами и оппозитно вертикально установленных на них щеками с заходными приемными участками, образуя створ  -образной формы; привод углового поворота валов, выполнен в виде пневмоповоротников, смонтированных в корпусах; промежуточное звено выполнено в виде конечных переключателей управления работы пневмоприводов поворота валов и подачи материала заготовки; один из гибочных модулей снабжен средством его регулировочного перемещения относительно оси гибки, выполненного в виде пары винт-гайка.
-образной формы; привод углового поворота валов, выполнен в виде пневмоповоротников, смонтированных в корпусах; промежуточное звено выполнено в виде конечных переключателей управления работы пневмоприводов поворота валов и подачи материала заготовки; один из гибочных модулей снабжен средством его регулировочного перемещения относительно оси гибки, выполненного в виде пары винт-гайка.
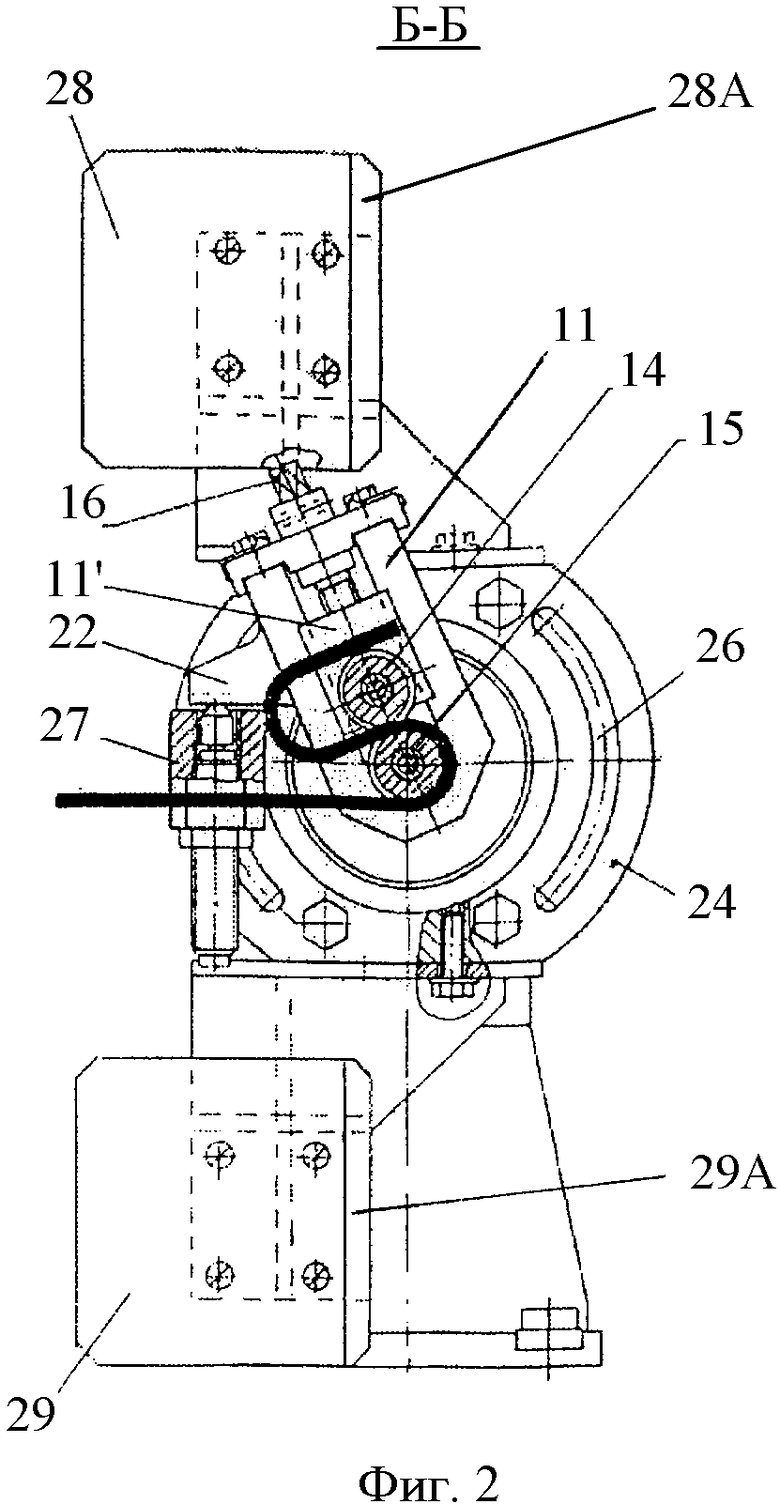
На фиг.1 показан продольный разрез устройства, а на фиг.2 - его поперечный по Б-Б разрез на фиг.1.
Устройство содержит основание 1, на котором смонтированы два оппозитно расположенных гибочных модуля 2 и 3. Каждый модуль включает корпуса 4 и 5, в горизонтальных расточках которых смонтированы на подшипниках валы 6 и 7, взаимосвязанные с приводами их углового поворота, выполненными в виде стандартных покупных пневмоповоротников 8 и 9. На торцах валов 6 и 7 закреплены водила 10 и 11, выполненных в виде консолей 10' и 11', в направляющих которых установлены ползушки 12 и 13 с осями и гибочными роликами 14 и 15. Посредством винтов 16 и 17 регулируется межцентровое расстояние между осями роликов 14 и 15. Геометрические оси валов 6 и 7 параллельны, но смещены друг относительно друга. На концах валов 6 и 7 установлены кулачки 18 и 19, 20 и 21 управления углами поворота валов 6 и 7 с водилами 10 и 11. Водила 10 и 11 на консолях 10' и 11' имеют выступы 22 и 23. На торцах корпусов 4, 5 закреплены диски 24 и 25, в дугообразных пазах 26 которых размещены демпферы 27 и 27', взаимодействующие с выступами 22 и 23 в крайних положениях водил 10 и 11. Между гибочными модулями 2 и 3 смонтирован механизм 28' стабилизации положения в вертикальной плоскости гиба формуемого изделия, выполненный в виде расположенных попарно вверху и внизу и закрепленных на корпусах 4 и 5 кронштейнов 28 и 29, и оппозитно вертикально установленных на них щек 28а и 29а с заходными приемными участками, образующих створ -образной формы. Створ обеспечивает стабильное вхождение входного конца формуемого изделия и нахождение последующих зигов в вертикальной плоскости гибки даже при высокой скорости выполнения операции гибки в связи с тем, что сформированный участок пружины может колебаться с амплитудой до 100 мм и более в зависимости от длины формуемого изделия, и если его не удерживать, то он зацепится за ближний к нему элемент устройства, или качаясь, нанести удар оператору, что может привести к травме.
Пневмопереключатели 30 и 31, являющиеся промежуточным звеном управления движением штоков пневмоповоротников 8 и 9, связаны с полостями их цилиндров и взаимодействуют с упомянутыми кулачками 18, 19, 20 и 21. Устройство имеет клещевую подачу для подачи мерной заготовки на шаг после каждого гиба зигзага и ее зажима посредством пневмопривода (на чертеже не показан). На основании 1 смонтировано средство регулировочного перемещения модуля 3 относительно оси гибки, выполненного в виде кинематической пары винт-гайка 32, закрепленных в стойке 33 и взаимосвязанно и с модулем 3.
Устройство работает следующим образом.
Мерная заготовка укладывается до упора на механизме подачи, осуществляется ее зажим клещами и подача в рабочую зону устройства в отверстия, образованные радиусными канавками 14 и 15, после чего вступает в работу гибочный модуль 3 и пневмоповоротник 8 проворачивает вал 6 с водилом 11 и роликом 14. Это приводит к загибу первой петли зигзагообразной пружины, при этом кулачок 18 отключает полость, а кулачок 19 подает команду на переключение потока воздуха в противоположную полость пневмоцилиндра пневмоповоротника 8, осуществляя реверс вала 6 с водилом 11 до его упора выступом 22 в демпфер 27, который гасит инерцию поворота, обеспечивая плавную остановку вала 6. При возврате вала 6 в исходное положение подается команда на последующую подачу заготовки на очередной шаг зигзага и удержания ее в данном положении. После чего подается команда гибочному модулю 2 на поворот вала 7, что приводит в той же последовательности к загибу второй петли зигзагообразной пружины, разжиму заготовки и возврату механизма подачи в исходное положение. При этом срабатывает кулачок 20, который воздействует на соответствующий пневмопереключатель 31, подающий команду на возврат эксцентрикового вала 7 в исходное положение. В конце хода механизма подачи исходной заготовки срабатывает соответствующий пневмопереключатель (на чертеже не показан), который включает пневмоповоротник 8 проворачивающий вал 6 против часовой стрелки. В конце поворота вала 6 кулачок 18 воздействует на соответствующий пневмопереключатель 30, который включает пневмоповоротник 8 и проворачивает вал 6 в обратном направлении по часовой стрелке, а также дает команду механизму подачи на разжим заготовки и возврат в исходное положение. В момент возврата в исходное положение вала 6 его кулачок 19 воздействует на соответствующий пневмопереключатель 30, который включает зажим исходной заготовки и ее подачу на шаг. В конце подачи исходной заготовки тот же переключатель за счет системы пневмоавтоматики дает команду пневмоповоротнику 9 на поворот вала 7 по часовой стрелке. В конце поворота вала 7 кулачок 20 воздействует на соответствующий пневмопереключатель 31 и включает пневмоповоротник 9 и проворачивает в обратном направлении вал 7 против часовой стрелки, а также дает команду механизму клещевой подачи на разжим заготовки и возврат в исходное положение. В момент возврата в исходное положение вал 7 кулачком 21 воздействует на соответствующий пневмопереключатель, который включает зажим исходной заготовки и ее подачу в рабочую зону на шаг.
Таким образом устройство, выполняя количество поочередных реверсивных поворотов валов 6 и 7, обеспечивает заданное количество изгибов, формуя зигзагообразное изделие.
Источники информации
1. Авт. свид. СССР № 342713, В21F 1/04, 29.04.1970 г.
2. Авт. свид. СССР № 505477, В21F 35/02, 08.12.1974 г.
3. Авт. свид. СССР № 511992, В21F 1/00, 08.01.1974 г.
4. Авт. свид. СССР № 548345, В21F 1/04, 27.05.1975 г.
5. Авт. свид. СССР № 665972, В21F 1/04, 04.11.1977 г.
6. Авт. свид. СССР № 1028406, В21F 1/00, 02.11.1981 г.
7. Пат России № 2084302, В21D 11/07, 20.07.1997 г.
8. Н.А.Федоров и др. Универсально-гибочные автоматы. ГНТИМЛ., М., 1961 (информативно), с.118-119, фиг.104.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
Изобретение относится к изготовлению из проволоки или ленты изделий, имеющих зигзагообразный профиль, и может быть использовано в мебельной или в автотракторной промышленности. Устройство содержит основание, смонтированные на нем водила, привод их поворота и гибочные ролики, взаимосвязанные с водилами, и снабжено парой оппозитно размещенных на основании гибочных модулей, в горизонтальных расточках корпусов которых размещены валы, взаимосвязанные с приводами их вращения, ползушками, в которых на осях смонтированы упомянутые гибочные ролики, а также механизмом стабилизации положения в вертикальной плоскости гибки формуемого изделия. Каждое водило выполнено в виде закрепленных на торцах валов консолей, на которых размещены упомянутые ползушки с гибочными роликами. Валы смонтированы со смещением один относительно другого, а их оси параллельны. На противоположных концах упомянутых валов установлены кулачки управления углами их поворота, взаимодействующие через промежуточное звено с пневмоповоротником. Повышается надежность, улучшаются условия эксплуатации и обслуживания. 6 з.п. ф-лы, 2 ил.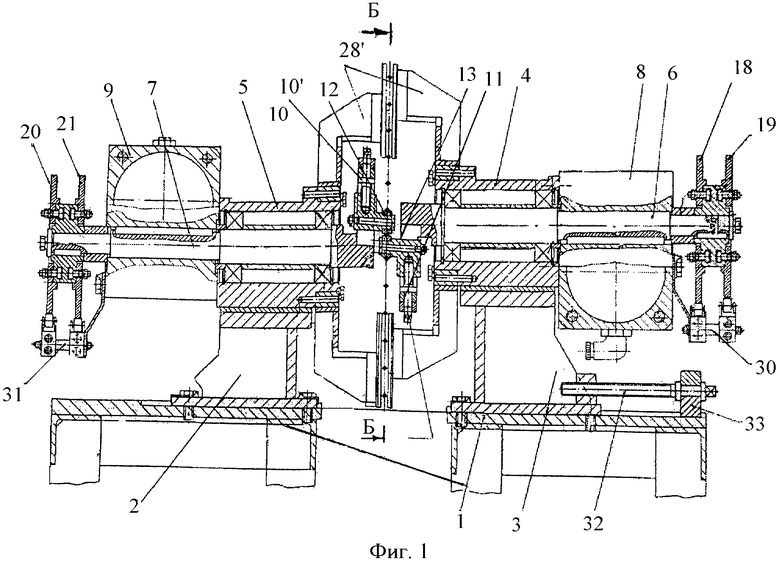
1. Устройство для гибки зигзагообразных изделий из ленты или проволочных заготовок, содержащее основание, смонтированные на нем водила, привод их поворота и гибочные ролики, взаимосвязанные с водилами, отличающееся тем, что оно снабжено парой оппозитно размещенных на основании гибочных модулей, в горизонтальных расточках корпусов которых размещены валы, взаимосвязанные с приводами их вращения, ползушками, в которых на осях смонтированы упомянутые гибочные ролики, и механизмом стабилизации положения в вертикальной плоскости гибки формуемого изделия, а каждое водило выполнено в виде закрепленных на торцах валов консолей на которых размещены упомянутые ползушки с гибочными роликами, валы смонтированы со смещением один относительно другого, при этом их оси параллельны, на противоположных концах упомянутых валов установлены кулачки управления углами их поворота, взаимодействующие через промежуточное звено с пневмоповоротником.
2. Устройство по п.1, отличающееся тем, что гибочные ролики смонтированы в консолях с возможностью их регулировочного перемещения относительно осей валов.
3. Устройство по п.1, отличающееся тем, что оно снабжено демпферами, закрепленными на упомянутых корпусах, с возможностью регулировки их положения и выступами на консолях для взаимодействия с упомянутыми демпферами.
4. Устройство по п.1, отличающееся тем, что механизм стабилизации выполнен в виде расположенных попарно вверху и внизу, закрепленных на корпусах кронштейнов и оппозитно вертикально установленных на них щек с заходными приемными участками с образованием створа.
5. Устройство по п.1, отличающееся тем, что привод углового поворота валов выполнен в виде пневмоповоротников, смонтированных в корпусах.
6. Устройство по п.1, отличающееся тем, что промежуточное звено выполнено в виде конечных переключателей управления работой пневмоприводов поворота валов и подачи материала заготовки.
7. Устройство по п.1, отличающееся тем, что один из гибочных модулей снабжен средством его регулировочного перемещения относительно оси гибки, выполненным в виде пары винт-гайка.
| Устройство для изготовления проволочных зигзагообразных изделий | 1977 |
|
SU665972A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 0 |
|
SU283972A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| DE 3031880 A1, 19.08.1982. | |||

