1
Изобретение относится к дуговой сварке в защитных газах и может быть использовано во всех отраслях промьшшенности, использующих сварку плавящимся электродом.
Целью изобретения является улучшение возбуждения дуги после- окончания процесса сварки путем формирования торцовой поверхности электродной проволоки конической или сферической формы.
На фиг,1 изображена электросхема сварочной установки; на фиг.2 - логическая схема управления.
Электросхема сварочной установки (фиг.) включает источник 1 питания сварочной дуги с дросселем Др, электрод 2, изделие 3, конденсатор 4 с блоком заряда 5, регулируемое индуктивное сопротивление 6, контактор К,, и реле К с нормально открытым и нормально закрытым контактами .
Логическая схема (фиг.2) управления включает в себя блок управления 7 подачей сварочной проволоки, датчик 8 параметров сварки,логический элемент НЕ, суммирующий логический элемент И и усилитель 9.
Схема работает следующим образом.
Сварка в среде защитных газов плавящимся электродом производится на обратной полярности тока.При замыкании контактора К и включении в работу блока управления 7 подачей сварочной проволоки включается источник 1 питания сварочной дуги и сварочный ток обратной полярности подается на электрод 2 и изделие 3. При замыкании электрода на изделие возбуждается сварочная дуга и с подачей сварочной проволоки начинается процесс сварки. В это же время щ оисходит заряд регулируемым напряжением конденсатора 4 посредством блока заряда 5.
При команде «а прекращение подачи сварочной проволоки в блок ущ)ав- ления 7 сигнал, идущий в логический элемент НЕ, исчезает и логиче;- ский элемент НЕ подает сигнал в суммирующий логический элемент И.
В этот же логический элемент И поступает сигнал, но с регулируемой задержкой от датчиков 8 параметров сварки, например тока, которые настроены на иные, отличающиеся от параметров дуги, значения.
2076802
Сигналы, идущие от датчиков 8. параметров дуги и логического :;:Р- мента НЕ, суммируются и подаются в усилитель 9, который включает реле
, 5 ЧСварочная дуга при прекращении
подачи проволоки продолжает гореть на автоматическом саморегулировании, т.е. дуга удлиняется.
10 При включении реле К его нормально закрытый контакт открывается, отключая блок заряда 5, а нормаль но открытый контакт закрывается, и происходит разряд конденсатора
15 4 прямой полярности на дуговой промежуток через посредство датчиков 8 сварочного тока. Источник 1 питания сварочной дуги запирается дросселем Д р, что препятствует прохожде20 нию разрядного тока через источник питания. Продолжительность разряда регулируется индуктивным сопротивлением 6.
Капля расплавленного металла на
25 конце электрода за счет разряда
большой мощности и прямой полярности мгновенно достигает больших размеров, чем при обратной полярности, н под действием силы тяжести, а также сжимающей электродинамической силы, возникающей от взаимодействия тока с собственным магнитным полем, открывается и переносится в сварочную ванну, увеличивая дуговой промежуток между электродом и сварочной ванной, и таким образом дуга гасится .
При отрыве капли расплавленного металла с электрода его торец приобретает коническую или цилиндрическую форму с плавным переходом в сферу, создаваемую за счет сил поверхностного натяжения остатками расплавленного металла на электроде.
Повторное возбуждение дуги происходит с 1-го касания электрода практически в 100% случаев сварки. На характер переноса электродного металла в ванну влияют размер капли,продолжительность ее роста и время перехода в ванну, которые в свою очередь зависят от рода запщтного газа,диаметра электрода, : напряжения дуги, тока, полярности.
55 С переходом на прямую полярность интенсивность плавления увеличиваете , что ведет к увеличению диаметра капель, но с увеличением тока
30
35
40
45
50
и напряжения диаметр капель уменьшается, что обуславливается увеличением электродин амической силы, отрывающей капли с конца электрода.
Экспериментально установлено, что длительность образования капли и перехода ее в ванну, т.е. общая продолжительность жизни капли,колеблется от 0,01 до 0,02 с, что и определяет продолжительность импульса разряда конденсатора.
Пример 1. Полуавтоматическая сварка плавящимся электродом марки СВ08Г2С диаметром 1 мм в среде углекислого газа на обратной полярности от источника постоянного тока с жесткой внешней характеристикой производилась на следующем режиме: . 1о , А80
и
9
В
17
Емкость конденсатора С, мкФ
Напряжение разряда lie, В Длительность импульса t , с Мощность разряда конденсатора
ри этом превысила мощность дуги в
,7 раза.
0 0 -1-60
40 000
60
0,01
N
2t-Ic, Uo 2-0,01-80.17
за
4,7.
П р и м е р 2. Сварка производилась на следующем режиме:
Диаметр электрода, мм 1,6
А - . в250
24
и
В
8
80000
100
0,02
.iog
2--0,02-250-.24
3,3.
10
П р и м е р 3. Сварка производи-.; лась на следующем режиме:
2,0.
Мощность разряда, превьшающая мощность дуги более, чем в 5 раз, существенного улучшения подготовки конца электрода не дает, но значительно увеличивает габариты установки. При отношении мощностей ме- нее 2-х образующаяся на конце электрода капля имеет малые размеры и может не оторваться от него, что дает отрицательный результат при последующем возбуждении дуги.
Сварка по предлагаемому способу
позволяет экономить сварочную проволоку за счет уменьшения разбрызгивания и электроэнергию за счет более полного использования проволоки.. Способ обеспечивает уменьшение трудоемкости зачистки швов и простоев оборудования .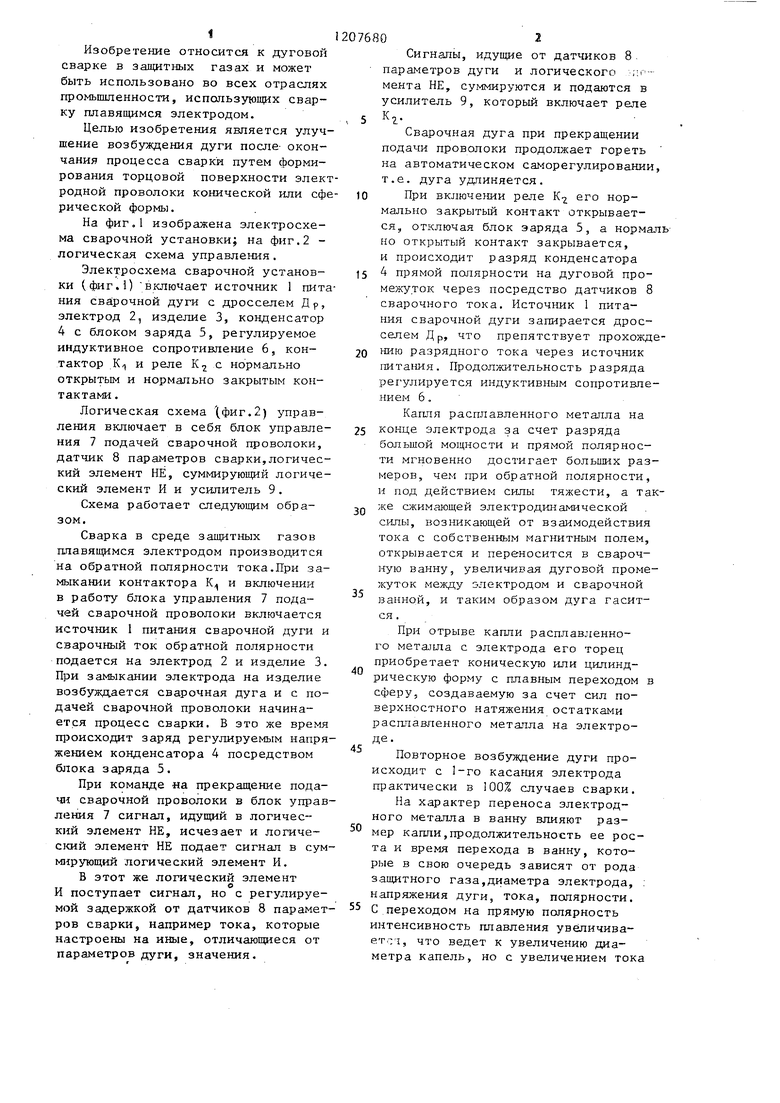

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ СВАРОЧНОЙУСТАНОВКИ | 1972 |
|
SU326599A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Устройство для дуговой сварки переменным током | 1982 |
|
SU1423314A1 |

о
Редактор Т.Парфенова
Фа.2
Составитель А.Гаврилов
Техред Т.Дубинчак Корректор В.Вутяга
Заказ 126/14Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
| Способ подготовки конца плавящегося электрода для возбуждения дуги | 1976 |
|
SU610628A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
