(54) ЦЕНТРАТОР ДЛЯ СБОРКИ П СВАРКП ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный центратор для сборки стыков труб малого диаметра под сварку | 1973 |
|
SU478703A2 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Устройство для соединения труб посредством муфты | 1980 |
|
SU887872A2 |
| ЦЕНТРАТОР ДЛЯ ВРАЩАТЕЛЬНОЙ КОЛОННЫ | 2022 |
|
RU2783362C1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| Внутренний центратор | 1974 |
|
SU551151A1 |
Изобретение относится к сварке, в частности к оборудованию для центрирования труб под сварку, и может быть использовано при строительстве трубопроводов.
Известен наружный центратор, содержащий набор нажимных элементов, выполненных в виде цилиндрических роликов с проушинами, соединенных тросом, концы которого соединены силовым приводом 1.
Однако известный центратор обладает недостаточной жесткостью в поперечном направлении, что затрудняет установку его на стыкуемые поверхности и вызывает повреждение роликов.
Кроме того, известный центратор не позволяет производить правку торцов труб.
Более удобным в эксплуатацил является центратор для сборки - свг.рки труб, содержащий центрирующие ролики, связанные между собой тягами одинаковой длины, и силовой привод поджима роликов 2.
Однако в известном центраторе не обеспечивается плотное поджатие центрирующих роликов по всей длине окружности, а направление действия сил не позволяет производить правку торцов труб.
Цель изобретения - повышение качества сборки за счет обеспечения возможности правки торцов труб.
Поставленная цель достигается тем, что центратор снабжен кольцевой обоймой и щарнирно установленными на ней рычагами, на которых щарнирно закреплены тяги и ролики, а угол, образованный линиями, соединяющими центр щарнира крепления рычага к обойме с центрами крепления тяг к рычагу, равен |р° где п - количество рычагов, прикрепленных к обойме.
У центратора при использовании его в качестве наружного тяги и ролики закреплены на разных концах каждого рычага, а при использовании его в качестве внутреннего центратора тяги и ролики закреплены на одном конце каждого рычага.
Предлагаемая конструкция центратора обеспечивает равномерное обжатие труб, обуславливающее центрирование труб и правку их торцов.
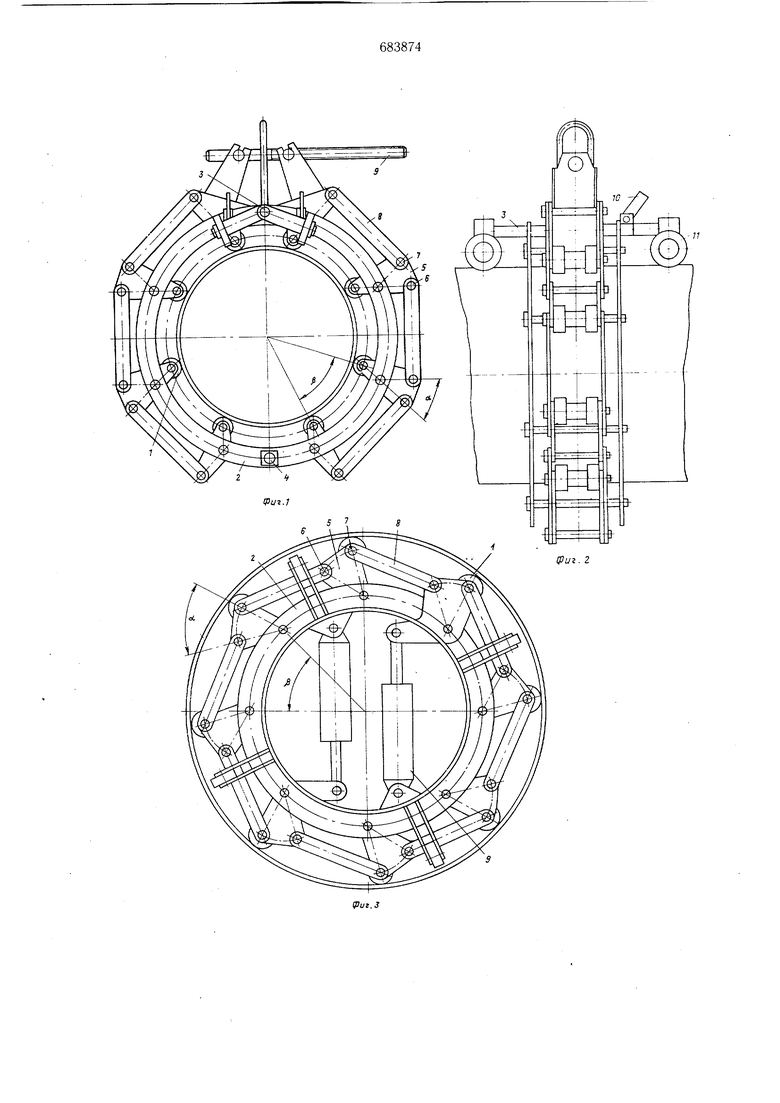
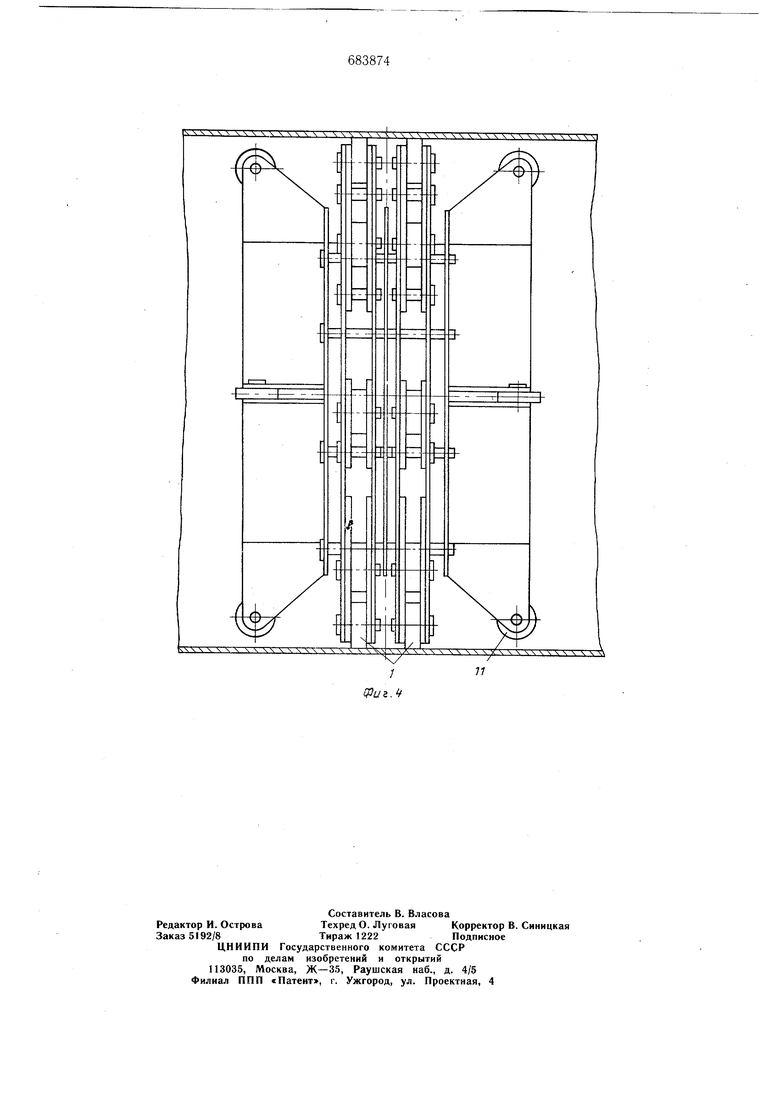
На фиг. 1 изображен предлагаемый центратор для наружного центрирования труб, общий вид спереди; на фиг. 2 - то же, общий вид сбоку; на фиг. 3 - центратор для внутреннего центрирования, общий вид спереди; на фиг. 4 - то же, вид сбоку. Центратор содержит два взаимосвязанных ряда центрирующих нажимных роликов 1, которые соединены с опорным элементом обоймой 2. Опорный элемент может быть выполнен в виде разъемной или неразъем-, ной обоймы. Обойма 2 наружного центратора выполнена из двух полуобойм, одна пара концов которых соединена между собой шарниром 3, а другая - замком 4. К обойме 2 равномерно по окружности щарнирно прикреплен ряд рычагов 5, расположенных в плоскости обоймы 2. Рычаги 5 шарнирно соединены с нижними роликами 1, с обоймой 2 и с помощью разнесенных шарниров 6, 7 соединены между собой тягами 8. Шарниры 6, 7 крепления тяг 8 размещены таким образо у1, что угол d, образованный линиями, соединяющими центр шарнира крепления рычага 5 к опорному элементу 1 с центрами шарниров крепления тяг к рычагу, равен углу yS -, где п - количество прикрепленных к опорному элементу звеньев, при этом центры шарниров крепления ролика к рычагу, тяги к рычагу и рычага к обойме лежат на одной прямой. Для поджима центрирующих роликов к трубам служит силовой привод 9. Для фиксации полуобойм в определенном положении наружный центратор снабжен стопором 10. Для перемещения центратора по трубопроводу служат колеса 11. Устройство работает следующим обраГрузоподъемным механизмом центратор устанавливают на стык двух труб, так что он находится между двумя рядами нажимных роликов 1. С помощью силового привода 9 тяги 8 поворачиваются и роликами 1 центрируют трубы. При этом кинематические пары рычаг-тяга роликами 1 обжимают трубы. При этом, благодаря равенству углов с( и обеспечивается размещение всех роликов 1 на одной окружности, величина разности периметров стыкуемых труб равномерно распределяется по всей окружности, обеспечивая точное совпадение кромок. Предлагаемый центратор одновременно с центрированием производит также правку стыкуемых труб. Это достигается тем, что по .мере поджатия роликов 1 радиальное усилие, воздействующее на трубы, будет значительно превосходить усилие, приложенное к тягам, вследствие расклинивающего воздействия роликов 1 при их движении по трубам. Расклинивающее воздействие роликов 1 на трубы обеспечивается тем, что центры шарниров крепления ролика 1 к рычагу 5, тяги 8 к рычагу 5 и рычага 5 к обойме 2 лежат на одной прямой. Формула изобретения 1.Центратор для сборки и сварки труб, содержащий центрирующие ролики, связанные между собой тягами одинаковой длины, и силовой привод поджима роликов, отличающийся тем, что, с целью повышения качества сборки за счет обеспечения возможности правки торцов труб, центратор снабжен кольцевой обоймой и шарнирно установленными на ней рычагами, на которых шарнирно закреплены тяги и ролики, а угол образованный линиями, соединяющими центр шарнира крепления рычага к обойме с центрами крепления тяг к рычагу, равен -, где л - количество рычагов, прикрепленных к обойме. 2.Центратор по п. I, отличающийся тем. что при использовании его в качестве наружного центратора, тяги и ролики закреплены на разных концах каждого рычага. 3.Центратор по пп. 1-2, отличающийся тем, что при использовании его в качестве внутреннего центратора, тяги и ролики закреплены на одном конце каждого рычага. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 123931, кл. В 23 К 34/04, 1959. 2.Авторское свидетельство СССР № 129621, кл. В 23 К 37/04, 1960.
77
