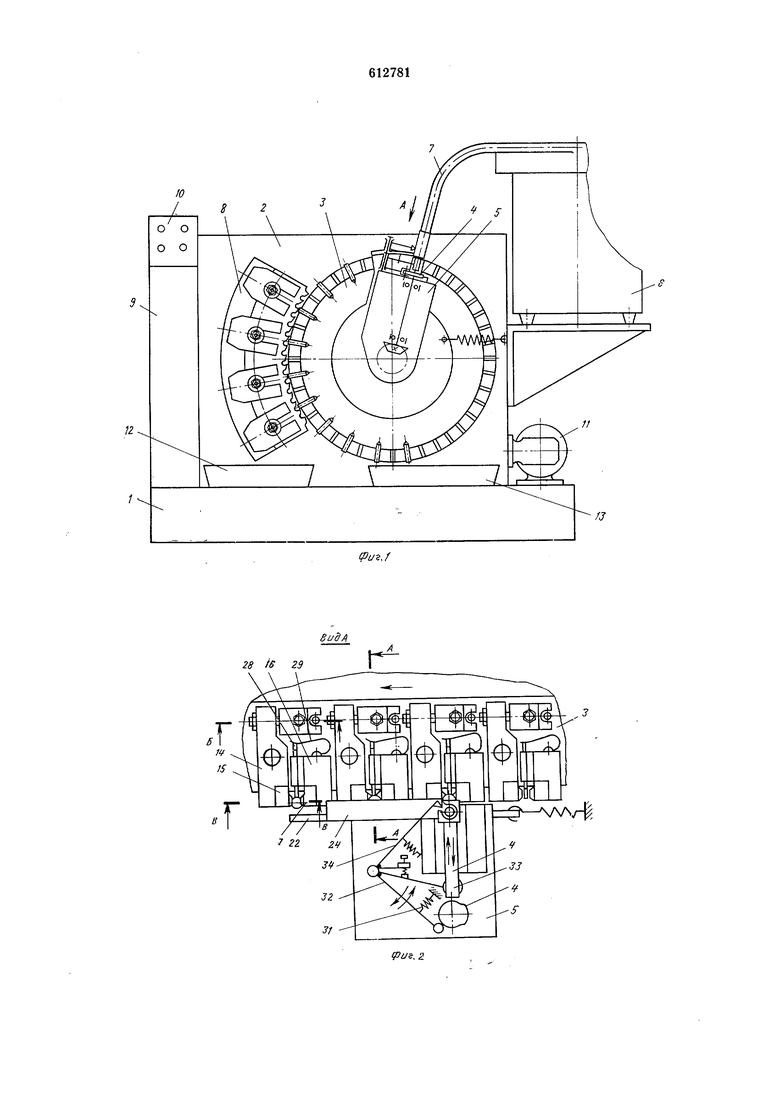
гую съемную зажимную губку 17. Зажимные губки оснащены рейками с зубьями треугольного профиля и шагом, равным шагу резьбы у заготовки (см. фиг. 4 и 5).
Зубья треугольного профиля зажимных губок и рабочей новерхности механизма подачи 5 так согласованы между собой, что между последними можно ввернуть и вывернуть резьбовую заготовку. Зажимной рычаг 14 ,(см. фиг. 3) получает движение через клин 18 и шток 19 от пружины 20 и кулачка 21. На кулачке 21 с возможностью поворота установлен гребенкодержатель 22 (см. фиг. b и 7) с гребенкой 23 и ограничительной планкой 24.
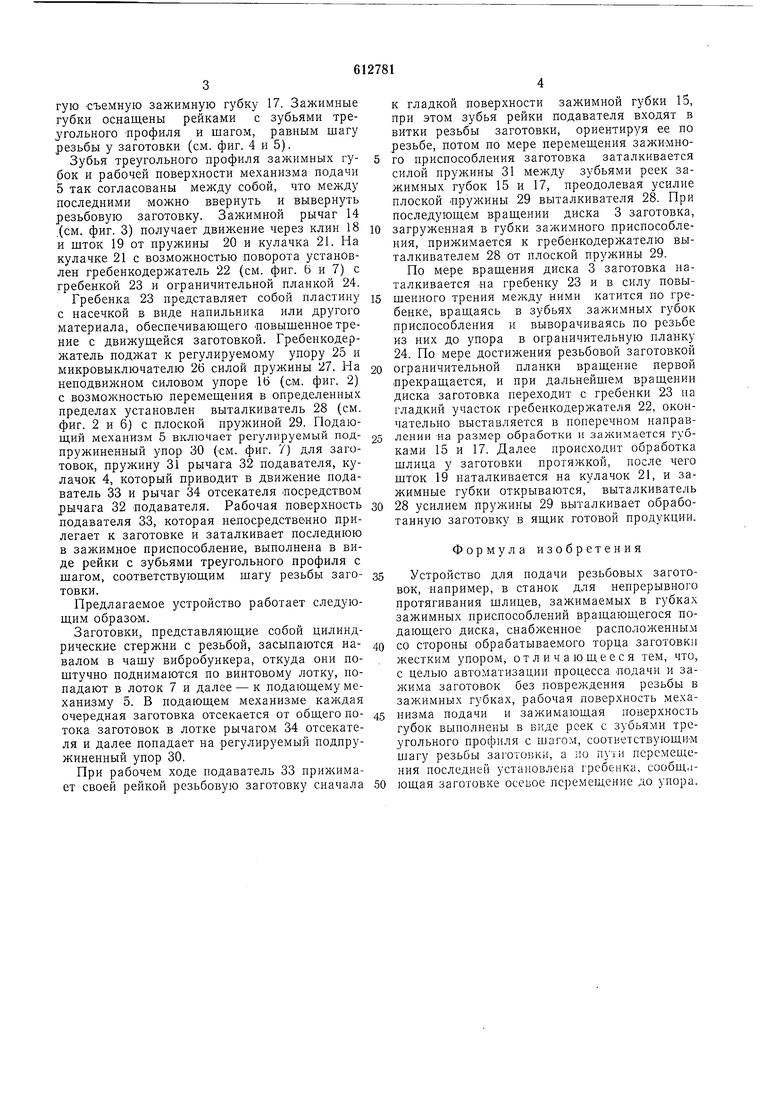
Гребенка 23 представляет собой пластину с насечкой в виде напильника или другого материала, обеспечивающего повышенное трение с движущейся заготовкой. Гребенкодержатель поджат к регулируемому упору 25 и микровыключателю 26 силой пружины 27. На неподвижном силовом упоре 16 (см. фиг. 2) с возможностью перемещения в определенных пределах установлен выталкиватель 28 (см. фиг. 2 и 6) с плоской пружиной 29. Подающий механизм 5 включает регулируемый подпружиненный упор 30 (см. фиг. 7) для заготовок, пружину 31 рычага 32 подавателя, кулачок 4, который приводит в движение подаватель 33 и рычаг 34 отсекателя посредством рычага 32 подавателя. Рабочая поверхность подавателя 33, которая пепосредственно прилегает к заготовке и заталкивает последнюю в зажимное приспособление, выполнена в виде рейки с зубьями треугольного профиля с шагом, соответствующим шагу резьбы заготовки.
Предлагаемое устройство работает следующим образо-м.
Заготовки, представляющие собой цилиндрические стержни с резьбой, засыпаются навалом в чашу вибробункера, откуда они поштучно поднимаются по винтовому лотку, попадают в лоток 7 и далее - к подающему механизму 5. В подающем механизме каждая очередная заготовка отсекается от общего потока заготовок в лотке рычагом 34 отсекателя и далее попадает на регулируемый подпружиненный упор 30.
При рабочем ходе подаватель 33 прижимает своей рейкой резьбовую заготовку сначала
к гладкой поверхности зажимной губки 15, при этом зубья рейки подавателя входят в витки резьбы заготовки, ориентируя ее по резьбе, потом по мере перемещения зажилшого приспособления заготовка заталкивается силой пружины 31 между зубьями реек зажимных губок 15 и 17, преодолевая усилие плоской пружины 29 выталкивателя 28. При последующем вращении диска 3 заготовка, загруженная в губки зажимного приспособления, прижимается к гребенкодержателю выталкивателем 28 от плоской пружины 29.
По мере вращения диска 3 заготовка наталкивается на гребенку 23 и в силу повышенного трения между ними катится по гребенке, вращаясь в зубьях зажимных губок приспособления и выворачиваясь по резьбе из них до упора в ограничительную планку 24. По мере достижения резьбовой заготовкой ограничительной планки вращение первой прекращается, и при дальнейшем вращении диска заготовка переходит с гребенки 23 на гладкий участок гребенкодержателя 22, окончательно выставляется в поперечном направлении на размер обработки и зажимается губками 15 и 17. Далее происходит обработка шлица у заготовки протяжкой, после чего шток 19 наталкивается на кулачок 21, и зажимные губки открываются, выталкиватель 28 усилием пружины 29 выталкивает обработанную заготовку в ящик готовой продукции.
Формула изобретения
Устройство для подачи резьбовых заготовок, например, в станок для непрерывного протягивания шлицев, зажимаемых в губках зажимных нриспособлений вращающегося подающего диска, снабженное расположенным со стороны обрабатываемого торца заготовки жестким упором, отличающееся тем, что, с целью автоматизации процесса подачи и зажима заготовок без повреждения резьбы в зажимных губках, рабочая поверхность механизма подачи и зажимающая поверхность губок выполнены в виде реек с зубьями треугольного профиля с шагом, соотвегствующИМ шагу резьбы заготовки, а но пути перемещения последней установлена гребенка, сообщающая заготовке осевое перемещение до упора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАЖИМА НА КОНВЕЙЕРНОЙ ЦЕПИ И ОСВОБОЖДЕНИЯ ОТ НЕГО ЗАГОТОВОК В СТАНКАХ ДЛЯ ОБРАБОТКИ ТОРЦЕВ ЩЕТОЧНЫХ КОЛОДОК, ПАРКЕТИН И ПРОЧИХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ И ПРЯМЫМИ ТОРЦАМИ | 1940 |
|
SU60224A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА РЕЗЬБОВЫХ И ГРЕБЕНЧАТЫХ СОЕДИНИТЕЛЬНЫХ ПОЛУМУФТ | 2011 |
|
RU2486489C1 |
| Зажимной патрон стана периодической прокатки | 1977 |
|
SU716656A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
28 16 29
Г
20
