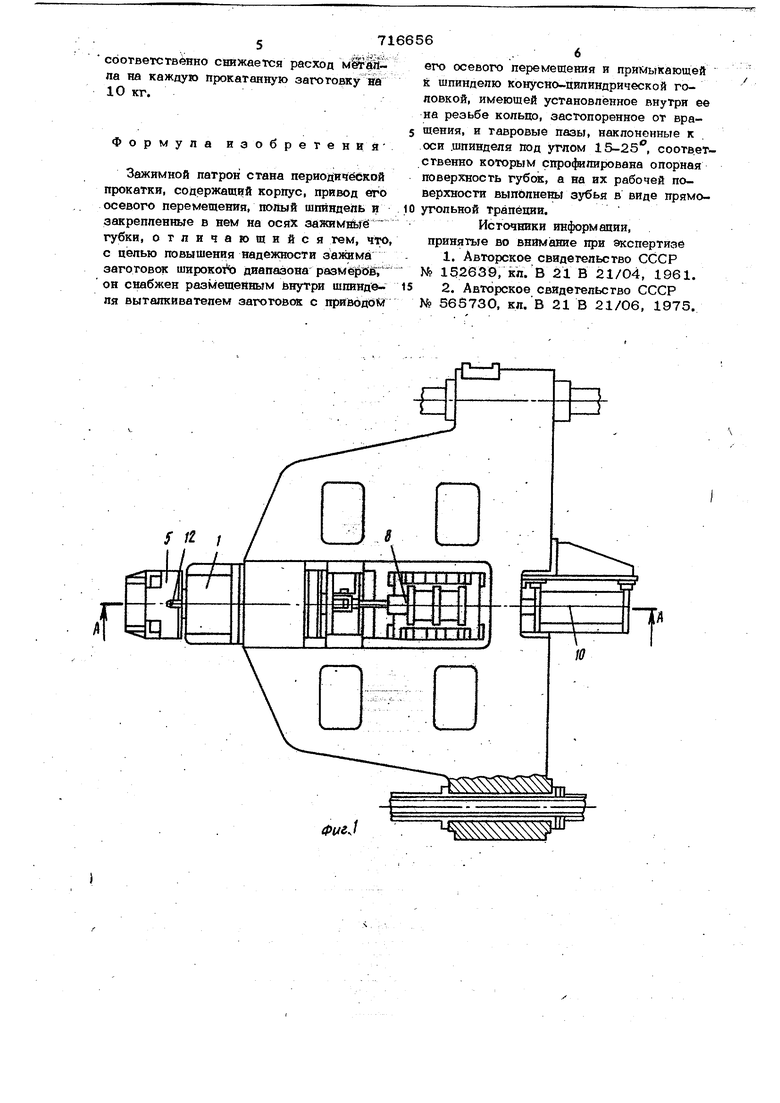
- . Изобретение относится к трубопрокатьному производству, а точнее к зажимным патронам стана периодической прокатки. Известен зажимной патрон стана периодической прокатки, содержащий корпус, смонтированную в нем на подшипниках качения втулку, где на конусной поверхности выпопнень пазы с расположеннымн в них губками, осевое перемещение которых в сторону малого диаметра конуса заставляет их сходиться и создавать усилие зажатия трубы, проходящей через втул- ку 1 . Недостатком известного устройства, является возможность проскальзывания трубы, вследствие неплотногчз контакта; поверхности вращающейся заготовки с губками, а также отсутствие возможности быстрого перехода с одного диапазона размеров прокатываемых заготовок на другой. Наиболее близким к изобретению по технической сущности и достигаемому результату является зажимной патрой стана периодической прокатки, содержащий корпус, привод его осевого перемещения, полый шпиндель н закрепленные в нем на осях зажимные губки с гладкой рабочей поверхностью 2 . Невозможность надежного захвата заготовки и выскальзывание трубы из патрона происходит вследствие неплотного контакта зажимных губок с прокатывае- i мой трубой ввиду плоской их рабочей поверхности. Кроме того, такая конструкция не обеспечивает прокатку заготовок широкого диапазона по диаметру в виду сложности замены зажимных губок. ;Целью изобретения является повышение надежного зажима заготовок широкого диапазона размеров. Для этого предлагаемый зажимной патрон стана периодической прокатки труб, содержащий корпус, привод его осевого перемещения, полый шпиндель и закрепленные в нем на осях зажимные губки, снабжен размещенным внутри шпинделя - --- -3 7 S SCf lKS gffeS - f ff : --7- : - л - - Л№ вытдлкивателем заготовок с приводом его обевого Перемещения и примьгкающей к шпиндепю конуснб-цйпиндричёской т ояовко имеющей установпенное внутри нее на резьбе кольцо, застопоренное от; вращения, и тавровые пазы, наклоненные к оси шпин деля под углом 15-25, соответственно которым спрофилирована опорная поверхность губок, а на их рабочей.поверхности выполнены зубья в виде прямоугольной Трапеции ,Такое конструктивное выполнение патФона обеспечит надежный захват и зажим загдто вки за счет наличия зубьев на зажимных губках, а также осуществляется быстрая и простая перенастройка стана на прокатку другого размера за счет, на1Г Жй:Й Ш1ШШ1 я7 |з атотоёок и прйм ь1кающей к шпинделю. На фиг. 1 представлен зажимной патрон, план; на фиг. 2 - разрез по А-А фиг. 1; на фиг. 3 - профиль зажимных губок. -: .-.. ..- Зажимной патрон имеет подвижный от привода (на чертеже не показан) корпус 1, расположенную в нем на подщипниках; 2 направляющую 3, полый трехлепестковый шпиндель 4, примыкающую к нему и закрё плёёную на направляющей йонусноципиндрическую головку 5, зажимные губки 6 и выталкиватель 7 заготовок. Полый шпиндель смоатирован в направляющей 3 и имеет пневмопривод 8 осево го перемещения. Внутри шпинделя в бронзовых втугпсах 9 разМёщбН ьытаякйватедь 7 заготовок, который taftSce имеет пй&вмопривод 1О осёйого перемещения. Внутри цилиндрической части конусно цилиндрической головки 5 на резьбе установлено кольцо 11, которое вместе с ГРЛОВ.КОЙ застопорено от вращения и удерживается от сак«обтвинчивания стопорной . плавкой | 2;--- -- - --- - - - - - -° конусной части голб&Кй выпблневЕЫ -тавровые пазы 13, йаклонёНнййгё k ори щпинделя под утлом 15-25° . СоЬтветственно наклону пазов спрофйЖйрбвана бпорная поверхность заГжимаых губок 6, которые закреплены в шпинделя Н;ар.сях 14. На рабочей пов|ёрйЬстйэазЙ1М гых . губок выполнены зубья с профилем в виде ТфШсуНшьноЙ траЙещш ирШоут-огШйая обр азующая которой i обращена в сторону перемещения заготовок. Выполнение конусной части головки и 55 вое
ОПОРНОЙ поверхности зажимных губок с yfff6W oL 15 увеличивает ход шпявделя и губРк и соответственно габариты механизма, а с углом сС 7 25 ук ёнКТРго, в-результате охвата широкого диапазона размеров прркатываемых заготовок за счет наличия сменных головок и губок уме 1ьшаются концевые отходы и. 56 : - - -4 шает возможность надежного захвата вращающейся заготовки вследствие уменьщения усилия захвата. Патрон работает следующим образом. . В момент, когда заготовка, выходящая из валков рабочей клети (на чертеже не показаны), взойдет в зону захвата конусно-ципиндрической головки 5, находящейсясовместно с подвижным корпусом 1 в крайнем заднем положении около рабочей клети, включается пневмопривод 8 и перемещает трехлепеспсовый щпиндель 4 с зансимными губками 6 против движения металла, заставляя их сходиться и осуществить первоначальный захват вращающейся заготовки.. Затем подвижнь1й корпус 1 вместе с .направляющей 3, перемещаясь от кпети. создает осевое усилие, которое заставляет губки перемещаться в тавровьгх пазах головки и создавать дополнительное усилие зажима заготовки. Зубья губок, выполненные в виде прямо5ггольной трапеции, обращенной в сторону движения м,еталла. глубх{е внедряются в металл заготовки и не позволяют ей выскользнуть в осевом направлении.. По окончан:ии процесса прокатки и извлечения заготовки из зоны рабочей кл&ти шпиндель 4 получает обратное перемещение от пневмопривода 8 и увлекает за собой гу;бки, которые, гшра/ещаясь в тавровых пазах головки, разжимаются и освобождают заготовку. Затем пневмоприводом 10 приводится в движение выталкиватель 7, который выталкивает заготовку из зоны захвата го ловки, . . Заготовка убирается с вызсодной стоРОНЫ стана, корпус 1.патрона с головкой перемещается- в крайнее переднее положение к клеги, после чего цикл повторяietcff, При перестройке стана с одного диап рна размеров на другой стопорная / ппанка 12 снимается, Рси 14 вынимаются из проушин шпинделя 4 и губок 6, свинчивается голрвка 5 с губками я резьбовое кольцо 11. Затем устанавливается новая головка с губками, обеспечивающая прокатку необходимого размера заготовки. Патрон зазкима стана периодической прокатки позволяет обеспечить надежный захват и удержание заготовки и устойчипротекание процесса прокатки. Кроме
соответственно снижается расход на каждую прокатанную заготовку йа 10 кг.
Формула изобретения
Зажимной патрон стана периодической прокатки, содержащий корпус, привод его осевого перемещения, попы и шпиндель и закрепленные в нем на осях зажнмшё губки, отличающийся тем, что, с целью повышения надежности ааядама заготовок широкото диапазона размёрЬёг, он снабжен размещенным внутри шпинделя выталкивателем заготовок с прйводОЙ
его осевого перемещения и примыкающей к шпинделю конусно-цилиндрической головкой, имеющей установленное внутри ее на резьбе кольцо, застопоренное от вращения, и тавровые пазы, наклоненные к оси .шпинделя под углом 15-25, соответственно которым спрофилирована опорная поверхность губок, а на их рабочей поверхности выпдлнет г зубья в виде прямоугольной трапеции.
Источники информации, принятые во внйМ(ание при экспертизе
1. Авторское свидетельство СССР № 152639. кл.в 21 В 21/04, 1961. 5 2. Авторское свидетельство СССР № 565730, кл. В 21 В 21/06, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Патрон прокатного стана | 1986 |
|
SU1315066A1 |
| Патрон трубопрокатного стана | 1986 |
|
SU1355305A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| Патрон зажима оправочного стержняСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU806179A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| ЗАЖИМНОЙ ПАТРОН СТАНКА ДЛЯ ОБРАБОТКИ ТРУБЧАТОЙ ВРАЩАЮЩЕЙСЯ ЗАГОТОВКИ | 2012 |
|
RU2569265C1 |
| Автооператор | 1979 |
|
SU772809A1 |

$
..., .V Ч«---«
г I.
- 716636 -
