Изобретение относится к СТЯЕШО- строению и может быть использовано для механической обработки деталей типа валов.
Цель изобретения - упрощение конструкции и повышение производительности станка путем расширения функци рабочих органов,.
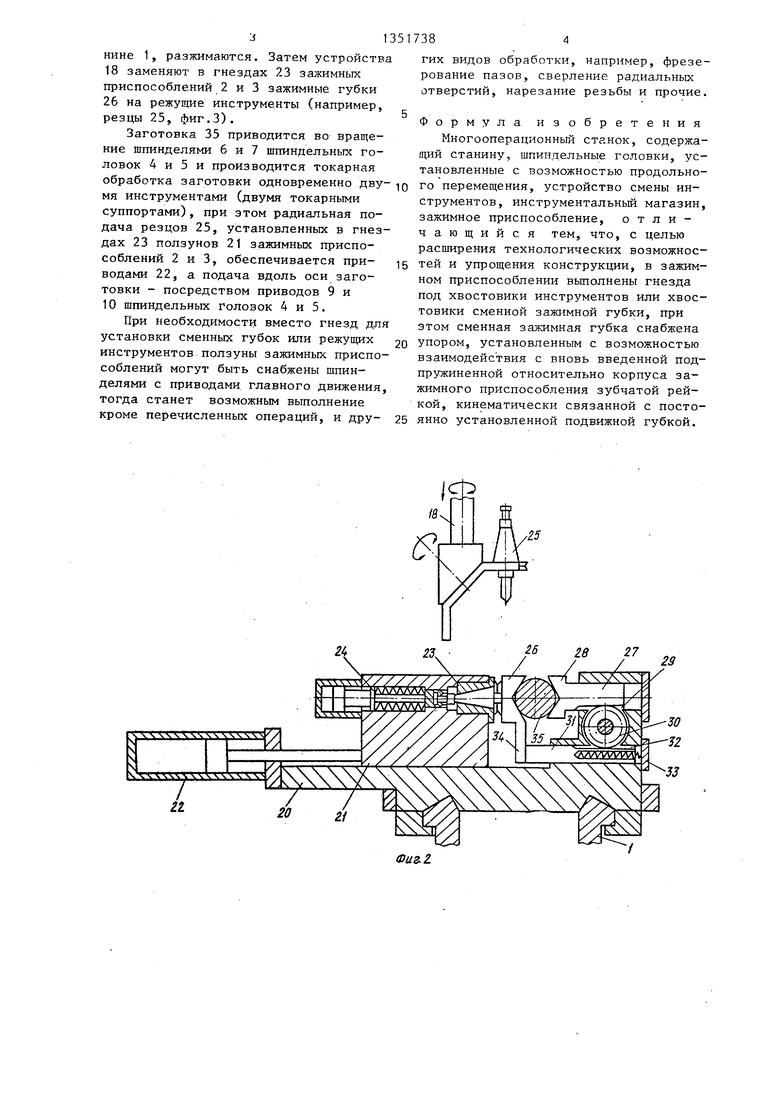
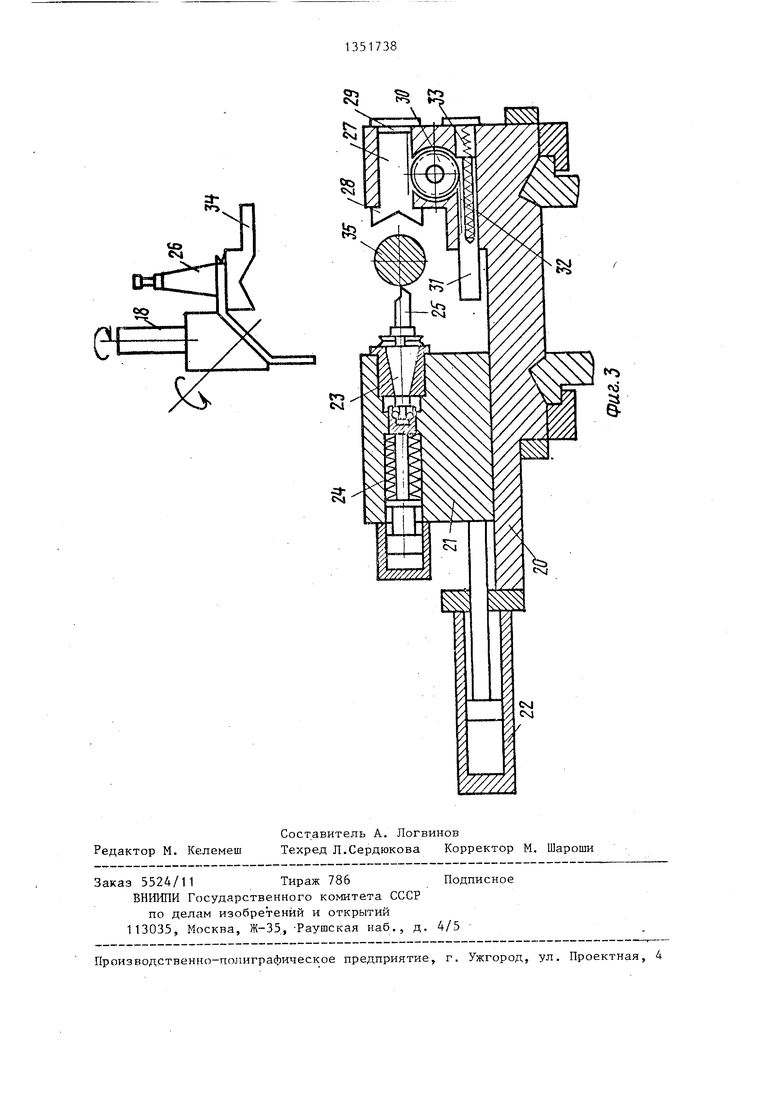
На фиг. 1 изображен станок, общий вид на фиг. 2 - зажимное приспособление в положении зажима детали при обработк концов валов; на фиг.З - приспособление при его использовании в качестве токарного суппорта.
На станине 1 установлены зажимные приспособления 2 и 3 и шпиндельные . головки 4 и 5, содержащие шпиндели 6 и 7, для закрепления инструментов, например фрез 8, при этом приспособления 2 и 3 и шпиндельные головки 4 и 5 соединены между собой приводами 9 и 10 относительного перемещения. На зажимных приспособлениях 2 и 3 установлены зажимы 11 и 12 для их фиксирования на станине 1, а на шпиндельных головках 4 и 5 для этой же цели установлены зажимы 13 и 14.
Станок содержит также магазин 15 заготовок, магазин 16 инструментов и манипулятор 17, выполненный, напри
мер, в виде портального и снабженного устройствами 18 и 19 соответственно для смены инструментов и заготовки.
Зажимные приспособления 2 и 3 состоят из корпуса 20, установленного на станине 1., на направляющей которого установлен ползун 21, приводимый в движение приводом 22, который может об.еспечить движение подачи инструмента. В ползуне 21 выполнено гнездо 23 с устройством 24 для закрепления хвостовиков инструментов, например резцов 25, или хвостовиков сменных зажимных губок 26. В корпусе 20 расположен второй ползун 27 с зажимными губками 28, снабженньй зубчатой рейкой 29 механизма синхронизации,, взаимосвязанной через зубчатое колесо 30 с толкателем 31, которьш в свою очередь снабжен зубчатой рейкой 32 и пружиной 33 и предназначен для взаимодействия с упором 34, выполненным на сменной зажимной губке 26.
Станок работает следующим образом.
В исходном положении в шпинделях 6 и 7 шпиндельных головок 4 и 5 икст15
то
17382
рументов нет. В гнездах 23 зажимных приспособлений 2 и 3 установлены хвостовики сменной губки 26 (фиг.2). При этом зажимные приспособления 2 и 3 зафиксированы на станине 1 при помощи зажимов 11 и 12, а ползун 21, снабженный приводом 22, отведен в исходное положение (крайнее левое).
Манипулятор 17 устройством 19 берет из магазина заготовок 15 заготовку 35, а из магазина инструментов 16 устройством 18 - режущие инструменты, например фрезы 8, перемещается к стане ку и подает заготовку 35 в зажимные приспособления 2 и 3. Привод-22 приводит в движение ползун 21, при этом упор 34 на губке 26 нажимает на толкатель 31 и, преодолевая сопротивле
ние пружины 33, приводит посредством рейки 32 на толкателе 31 в движение зубчатое колесо 30, которое через зубчатую рейку 29 приводит в движение ползун 27. При этом губки 26 и 28зажимают заготовку 35, обеспечивая ее самоцентрирование относительно исходных положений осей шдинделей 6,и 7. Одновременно устройства 18 устанавливают в шпинделях 6 и 7 режущие инструменты, например фрезы 8. Станок
производит обработку концов заготовки (например, фрезерование торцов, центрирование, обточку шейки, сверление центрального отверстия нарезание резьбы). При необходимости устройства 18 могут заменить режущий инструмент в шпинделях 6 и 7 на другой и продолжить обработку концов вала, т.е. обработку можно производить за несколько переходов. При этом осевая подача влшндельных головок 4 и 5 обеспечивается приводами 9 и 10, а радиальная подача обеспечивается приводами поперечных перемещений шпиндельных голоБОК 4 и 5 (не показаны).
После окончания обработки концов заготовки устройства 18 заменяют установленные в шпинделях 6 и 7 режущие нструменты на торцовый поводок (на- .
пример, в шпинделе 6) и на центр (соответственно в шпинделе 7). Шпиндельные головки 4 и 5 подводятся к заготовке 35, зажатой в приспособлениях 2 и 3 и зажимают ее в центрах. Приспособления 2 и 3 разжимаются. Шпинельные головки 4 и 5 фиксируются на направляющих станины 1 посредством зажимов 13. и 14. Зажимы 11 и 12 фик- сируюшие приспособления 2 и 3 на ста
J1
нине 1, разжимаются. Затем устройства 18 заменяют в гнездах 23 зажимньгк приспособлений 2 и 3 зажимные губки 26 на режущие инструменты (например, резцы 25, фиг.З).
Заготовка 35 приводится во вращение шпинделями 6 и 7 шпиндельных головок 4 и 5 и производится токарная обработка заготовки одновременно днумя инструментами (двумя токарными суппортами), при этом радиальная подача резцов 25, установленных в гнездах 23 ползунов 21 зажимных приспособлений 2 и 3, обеспечивается приводами 22, а подача вдоль оси заготовки - посредством приводов 9 и 10 шпиндельных головок 4 и 5.
При необходимости вместо гнезд для установки сменных губок или режущих инструментов ползуны зажимных приспособлений могут быть снабжены шпинделями с приводами главного движения, тогда станет возможным выполнение кроме перечисленных операций, и дру-
7384
гих видов обработки, например, фрезерование пазов, сверление радиальных отверстий, нарезание резьбы и прочие.
Формула изобретения
Многооперационный станок, содержащий станину, шпиндельные головки, установленные с возможностью продольного перемещения, устройство смены инструментов, инструментальный магазин, зажимное приспособление, отличающийся тем, что, с целью расширения технологических возможностей и упрощения конструкции, в зажимном приспособлении вьтолнены гнезда под хвостовики инструментов или хвостовики сменной зажимной губки, при этом сменная зажимная губка снабжена упором, установленным с возможностью взаимодействия с вновь введенной подпружиненной относительно корпуса зажимного приспособления зубчатой рейкой, кинематически связанной с постоянно установленной подвижной губкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
Изобретение относится к станкостроению и может быть применено для механической обработки деталей типа валов. Цель изобретения - упрощение конструкции и повьшение производительности за счет расширения функций рабочих органов станка. Станок содержит зажимные приспособления, взаимосвязанные со шпиндельными головками и посредством приводов и их. относительного перемещения, мага/5 JC зин заготовок, магазин инструментов и манипулятор с устройствами для смены инструментов и заготовок. В зажимных приспособлениях выполнено гнездо с установленным в нем устройством дпя закрепления хвостовика сменной зажимной губки или хвостовиков режущих инструментов, например резцов. При установке в гнездо режу щих инструментов в шпиндели головок устанавливаются из магазина инструментов устройствами для смены инструментов торцовый поводок и центр. Подача резцов вдоль оси заготовки обеспечивается приводами 9 и 10 а радиальная подача - приводами, которые взаимосвязаны с ползунами. Для обеспечения самоцентрирующего действия зажимного приспособления на каждой сменной зажимной губке выполнен упор с возможностью взаимодействия с рейкой механизма синхронизации губок, причем рейка вьтолнена подпружиненной 3 ил. € (Л со ел vj со 00 ff 4 /i s Jrr / j / 7 5 / Л7
и
23
Фиг-2.
о cs
iJ ViV
«
ГУЭ
Редактор М. Кешемеш
Составитель А. Логвинов
Техред Л.Сердюкова Корректор М. Шароши
Заказ 5524/11 Тираж 786
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, -Раушская наб., д.
ПроизводственЕЮ-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
