pa червячной машины. Вывертывая винты 8, освобол дают мундштук 7 от них. Ввертывая гайку 6 в корпус 1, выдвигают втулку ,2 вместе с дорнодержателем 4, дерном 5, полимерным материалом и мундштуком 7 до такого состояния, когда внешняя коническая поверхность втулки отойдет от внутренней конической поверхности корпуса. Тогда легко выннмают втулку 2 вместе с дорнодержателем 4, дорном 5, полимерным материалом и мундштуком 7. Снимают мундштук 7.
Втулку 2 разъединяют по плоскости разъема, вынимают полимерного материала вместе с дорподерлсателем 4 и дорном 5. Разрезав кусок полимерного материала, вынимают дорподержатель 4 и дорн 5. Производят смену дорна 5 и мундштука 7, если это необходимо, и сборку головки в следуюш;ем порядке: немного вывинчивают гайку 6, вставляют мундштук 7 и зажимают его винтами 8. Соединив обе половины втулки 2, вставляют се в корпус 1. Навинчивают дорн 5 на дорнодрржатель 4 н вставляют во втулку 2. Подводят головку к торнх цилиндра червячной маН1ИНЫ, сажают на посадочный поясок н прижммают болтами 3. Гайкой 6 прижимают мундштук 7 к втулке 2. После регулировки кольцевого зазора между дорном 5 и мундштуком 7 маншна готова к работе.
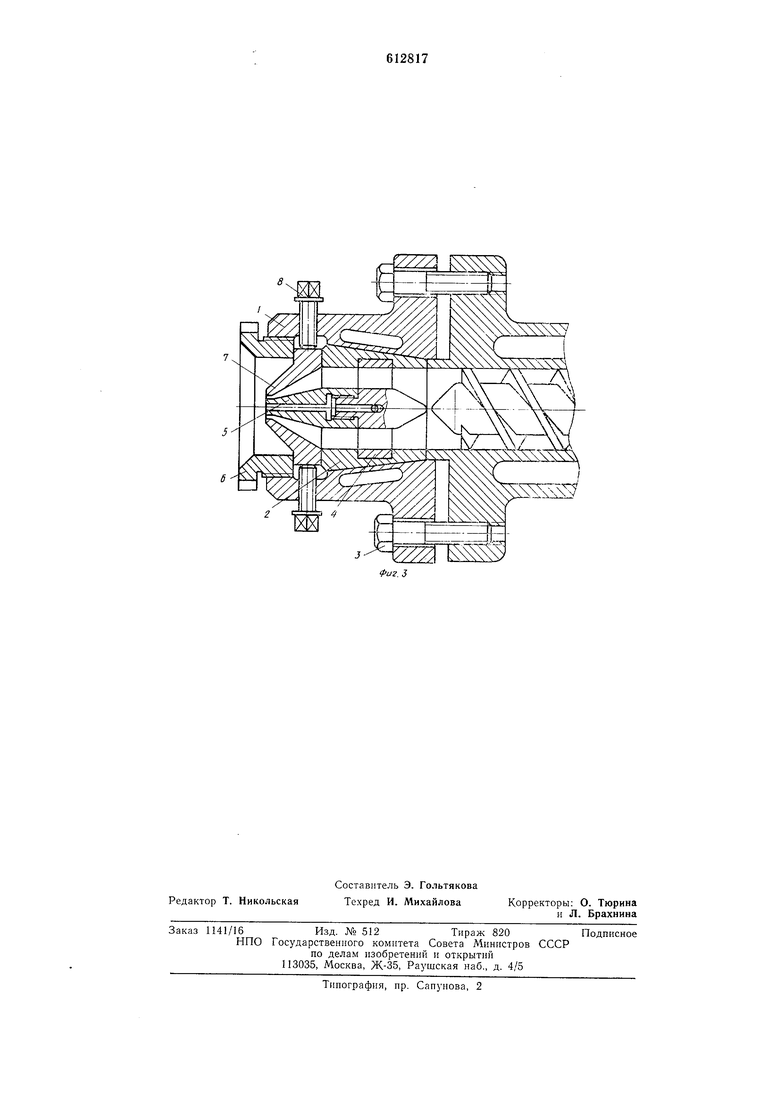
Возможен другой вариант исполнения головки, где разъемная втулка имеет конус, направленный нротивополржно движению материала (см. фиг. 3).
В этом случае для замсн1)1 формуюшего ннетрумента или чистки головки от резиновой смеси достаточно вывинтить гайку 6, ослабить винты 8 и подачей материала в головку вытолкнуть из корпуса разъемную втулку 2 вмеете е дорнодержателем 4, дорном 5 и мундштуком 7.
Данное изобретенне благодаря наличию разъемной конической втулки позволяет упростить монтаж головки, а также процесс ее чистки, что приводит к повышеиию производительности червячного пресса.
Формула изобретения
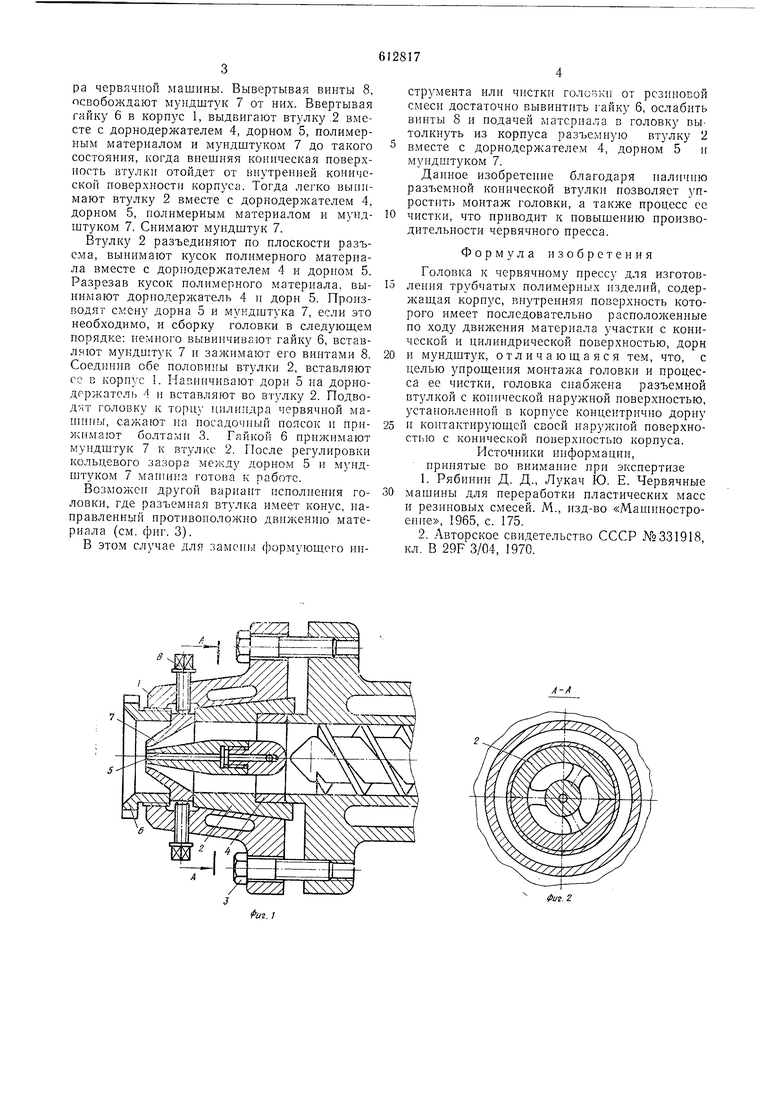
Головка к червячному прессу для изготовления трубчатых полимерных изделий, содержашая корпуе, внутренняя поверхность которого имеет последовательно раеположенные по ходу движения материала учаетки е конической и цилиндрической поверхностью, дорн и мундштук, отличающаяся тем, что, с целью упрощения монтажа головки и процесса ее чистки, головка снабжена разъемной втулкой с конической наружной поверхностью, устарювленной в корпусе концентрично дорну н контактнрующей своей наружной поверхность.ю с конической поверхностью корпуса.
Источники информации, принятые во внимание при экспертизе
1.Рябинин Д. Д., Лукач Ю. Е. Червячные машины для переработки пластических масс и резиновых емесей. М., нзд-во «Машиностроение, 1965, с. 175.
2.Авторское свидетельство СССР №331918, кл. В 29F 3/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU331918A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1967 |
|
SU198625A1 |
| Экструзионная головка для формования изделий из полимерных материалов с продольными полостями | 1987 |
|
SU1502381A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ШПРИЦЕВАНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1966 |
|
SU189561A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ГОЛОВКА ЧЕРВЯЧНОГО ПРЕССА | 2011 |
|
RU2460644C1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
/1фиг.2
