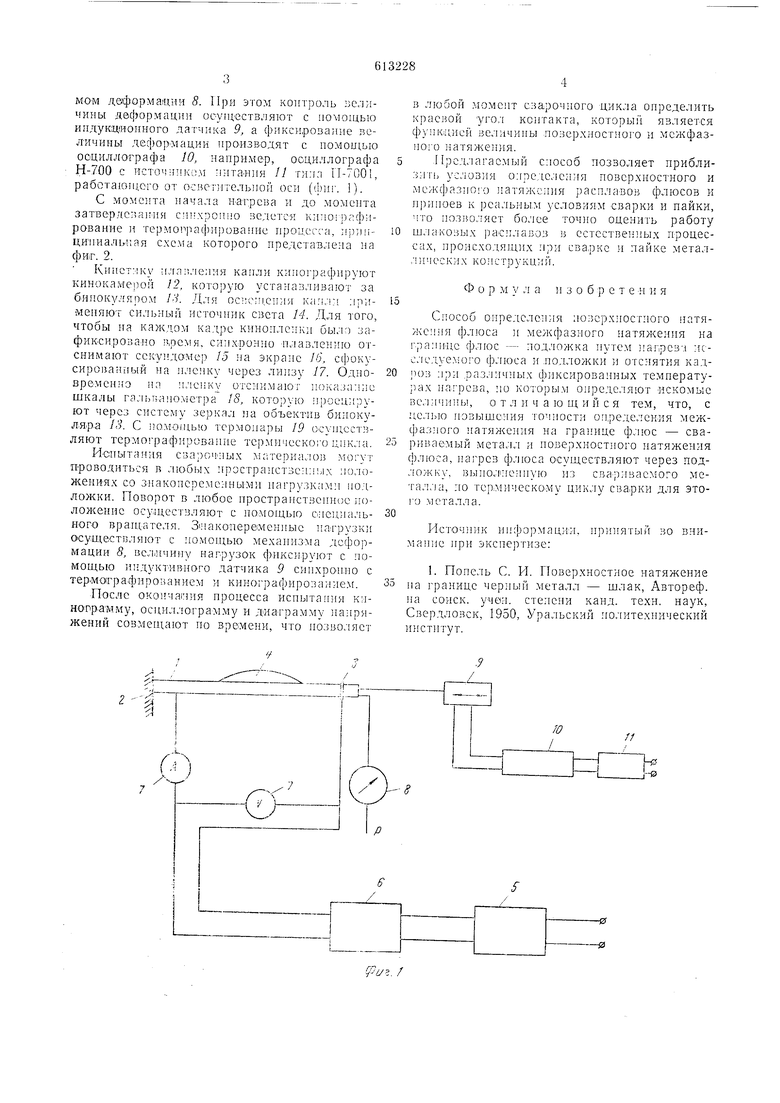
MOM даформащни 8. При этом контроль }зсл; чины деформации осуществляют с 1омо1цыо иплукционного датчнКЗ 9, а фиксирование величины дефор мации ироизводят с помощью ооциллотрафа 10, например, осциллографа Н-700 с источ;п ком нита-нля // TH:I:I П-7001, работающего от ОСвегительнон оси (фиг. 1).
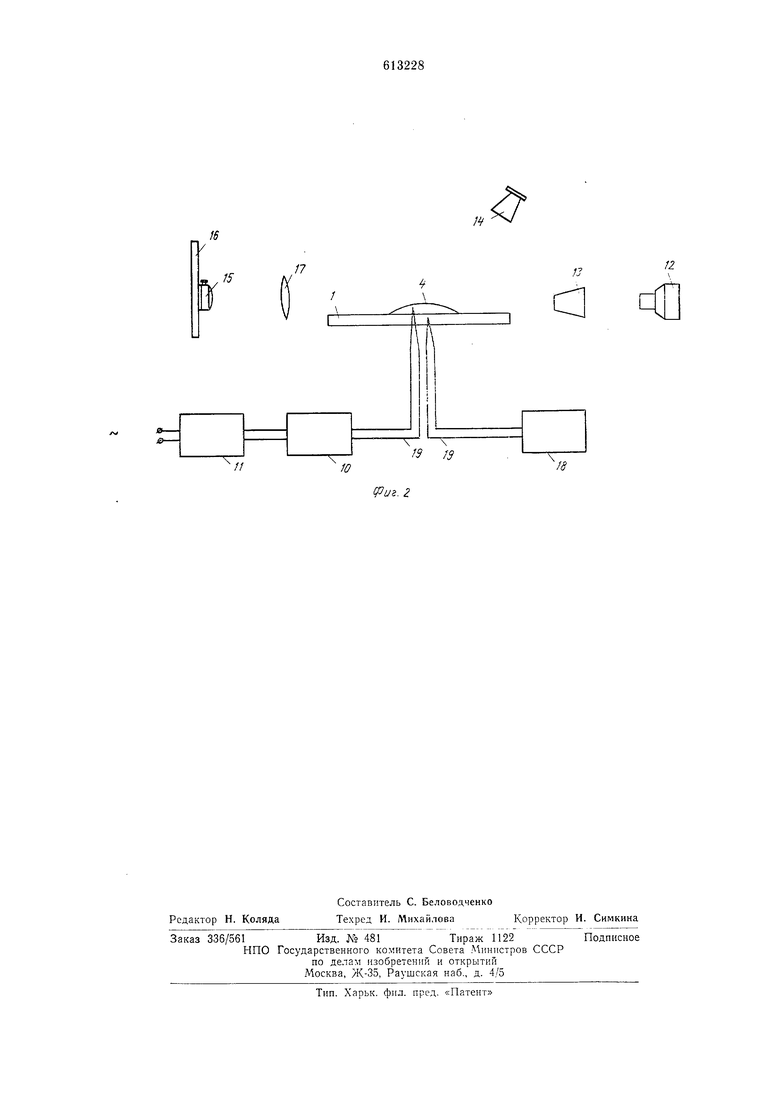
С начала н агрева и до момента затвердсг.аНИя сит-хропио всдетс-я ки;10 рафирование л термопрафированис ироцссса, иринциииальиая схема которого представле-ш на фиг. 2.
Кипст:- ку и-лл11,чения капли кино1 зафиру1от кинокамерой 12, которую устанавливают за бипокуляром /-V. Для ос:;с;п,епия ка:1;1м :ip;iменяют сильный источник света 14. Для того, чтобы на каждом кадре кинопленки было зафиксировано аремя, синхронно Плавлен; ю отснимают секундо:мер 15 на экране /6, с(|)окусированный на пленку через линзу 17. Одновременно нп ленку отснимают показание шкалы га.тьнанометра IS, которую проецируют через систему зеркал на объектив бинокул-яр.а 13. С помощью термопары 19 осупюствляют термографировапие тер.М11ческо1о цик.:1а.
ИСатытанпя сварочных м;;герн;кто з могут проводиться в лю-бых нространстзенпых положени-ях со знаконеремоннымн нагрузками иодложки. Поворот в любое ироетранствеиное положение осупхествляют с помощью СНециального вращателя. Знакопеременные на грузки осуществляют с помощью механнзма деформации 8, ве;ь 1чнпу нагрузок фикс.ируют с помощью индуктивного датчика 5 синхрОНпо с тер.мографированием и кинографирозание.м.
После оконча1ппя процесса испытания кнно ррЗмму, осциллограмму и диа грамму нанряжений совмещают но времени, что нозволяет
в люоои .момент сварочного цикла онределить краеЮЙ угол контакта, которьи является функцией величины поверхностного н межфазпого натяжения.
Предлагаемый способ цоззоляет приблизит, условия определения новерхностного и межфазного натяже 1ия расплавов флюсов и п :1ппоев к реальпым условиям сварки и пайки, что поз1шляет более точ)1о оценить работу шлаковых расп.чавов в естественных процессах, происходящих при сварке .и пайке металлических конструкций.
Ф о р м у л а и 3 о б р е т е Н и я
Способ определения поверхностного патяжен 1Я флюса и межфазиого натяжения на границе флюс - подложка иуте.м пагревм исследуемого флюса и подложки и отснятия ()в прп разлпчных фиксированных температуj5ax нагрева, :io )оторьг 1 определяют искомые величины, отличающийся тем, что, с целью повышения точности оп.ределеция межфаз;1ого натян еиия на границе флюс - свариваемый метал; и иоверхностного натяжения , 1агрев осуществляют через под.то/кку, В НОЛ1нен У о )3 свар.пвасмого металла, по терллическому циклу сварки для этого металла.
Псточнпк И формации, 1ринять Й во внимание ири экспертизе:
1. Попель С. П. Поверхностное натяжение ia границе чериый металл - щлак, Автореф. ia соиск. учен, стеиени канд. техн. наук, Свердловск, 1950, Уральский нолитехнический институт.
И
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения межфазного натяжения металла | 1988 |
|
SU1805335A1 |
| Керамический флюс для сварки деталей | 1990 |
|
SU1726183A1 |
| Способ определения межфазного натяжения на границе металл-шлак | 1988 |
|
SU1571469A1 |
| Состав флюса | 1978 |
|
SU729017A1 |
| Способ сварки под флюсом | 1986 |
|
SU1386401A1 |
| Флюс для сварки углеродистых и низколегированных сталей | 1990 |
|
SU1759229A3 |
| Флюс для сварки и пайкосварки чугуна | 1985 |
|
SU1444114A1 |
| Способ дуговой наплавки под флюсом | 1990 |
|
SU1756056A1 |
| Флюс для автоматической высокоскоростной сварки сталей | 1983 |
|
SU1130446A1 |
| Сварочный флюс | 1981 |
|
SU977129A1 |