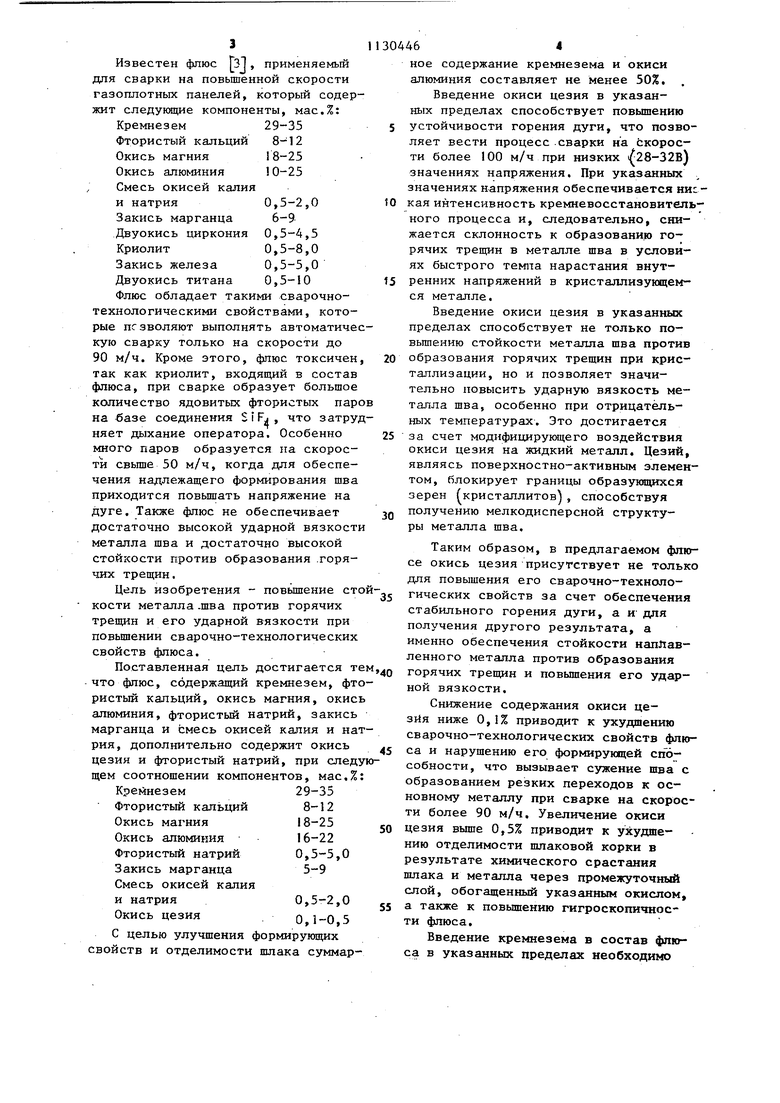
Изобретение относится к сварке и касается флюсов, которые могут быть использованы для автоматической сварки на повьшенной скорости изделий из углеродистьпс и перлитньпс ста лей в различных отраслях машиностро ния, в частности в энергетическом машиностроении при сварке трубных конструкций поверхностей нагрева ко тельных агрегатов из теплоустойчивы сталей. Известен плавленый флюс fl , используемый при автоматической сварке на высоких скоростях, который содержит в своем составе следующие компоненты, мас,%: Кремнезем 37-46,5 Окись алюминия 4-18 Окись кальция 5-13 Окись магния 18-35 Фтористый кальций 3,0-6,5 Смесь окисей калия и натрия3,0-6,5 Недостатком этого флюса являетс низкое качество получаемого наплавленного металла, так как при сварк теплоустойчивых низколегированных сталей, содержащих хром, ванадий и другие легирующие элементы, в зоне плавления 1 интенсивно протекают окислительно-восстановительные про цессы вида: 3(Si02)m+ 2( + , SCSiOjL-t- V 2( ()л, + 2Fe 2(FeO ) + Si Следствием реакций 1 - З) явля ся не только увеличение концентрации кремния в металле шва и легирующих элементов, но и засорение металла шва силикатными оксидными включениями на основе кварцевого стекла. Это приводит к потере за паса пластичности кристаллизирующе ся мета-1ла, что особо важно при св 0.0 8CaOtO,,00 0,OU s;02iБ пределах заявлен1шх изменений количества компонентов флюса основ ность указанного состава изменяется В 0,9-1,7, т,е по теории ве роятности примерно 80-85% состава ке на повьш1енных скоростях (более 50 м/ч),, когда резко возрастают скорости кристаллизации и темпы нарастария внутренних напряжений. В результате при увеличении скорости сварки более 50 м/ч под указанным флюсом в сварном соединении образуются межкристаллитные горячие трещины. Окисление ванадия и хрома при сварке под флюсом, содержащем значительные концентрации кремнезема, и переход из окислов в шлак приводит к тому, что на межфазной границе металл-шлак образуются комплексные ионы, кристаллизирующиеся в кубической форме и достраивающие решетку вюсТита. На поверхности шва образуется промежуточный слой из соединений типа шпинелей (MeR.O,). Структура граничш.гх слоев при этом становится сходной и сцепление шлака с поверхностью металла увеличивается. Образуется трудноотделимый шлак, Известен также флюс-, применяемый при автоматической сварке, содержащий следующие компоненты, мас.%: Кремнезём 24-28 Фтористьш кальций 16-20 Окись кальция4-8 Окись магния15-18 Окись алюминия18-26. Фтористый натрий 0,5-5,0 Закись марганца6-9. Смесь окисей калия и натрия3,0-6,5 Этот флюс обеспечивает удовлетвори-. тельное формирование шва и отделимость шлаковой корки .с поверхности сварного шва при скоростях сварки до 120 м/ч 2.. К недостаткам флюса следует отнести повьщ1енную склонность к образованию пор при зазоре между сварива емыми кромками более 0,5 мм, а также при наличии следов ржавчины на одной из них ,особенно на скорости более 70 м/ч. Это связано с повьшенной основностью флюса, подсчитанной по формуле: O,OH(i 20 l:fa20)fO,Q07MnO jO} флюса имеют основность В 1, которая и приводит к склонности флюса к образованию пор при сварке , особенно с увеличением ее скорости. Известен флюс з, применяемый для сварки на повьшенной скорости газоплотных панелей, который содержит следующие компоненты, мас.%: Кремнезем 29-35 Фтористый кальций 8-12 Окись магния 18-25 Окись алюминия 10-25 Смесь окисей калия и натрия0,5-2,0 Закись марганца 6-9 Двуокись циркония 0,5-4,5 Криолит0,5-8,0 Закись железа 0,5-5,0 Двуокись титана 0,5-10 Флюс обладает такими сварочнотехнологическими свойствами, которые позволяют выполнять автоматиче кую сварку только на скорости до 90 м/ч. Кроме этого, флюс токсичен так как криолит, входящий в состав флюса, при сварке образует большое количество ядовитых фтористых пар на базе соединения SiFJ, что затру няет дыхание оператора. Особенно много паров образуется на скорости свьппе 50 м/ч, когда для обеспечения надлежащего формирования шва приходится повьшать напряжение на дуге. Также флюс не обеспечивает достаточно высокой ударной вязкост металла шва и достаточно высокой стойкости против образования .горячих трещин. Цель изобретения - повьш1ение ст кости металла .шва против горячих трещин и его ударной вязкости при повьш1ении сварочно-технологических свойств флюса. Поставленная цель достигается т что флюс, содержащий кремнезем, фт ристьй кальций, окись магния, окис алюминия, фтористый натрий, закись марганца и смесь окисей калия и на рия, дополнительно содержит окись цезия и фтористый натрий, при след щем соотношении компонентов, мас,% Крейнезем 8-12 Фтористый кальций 18-25 Окись магния 16-22 Окись алюминия 0,5-5,0 Фтористый натрий Закись марганца Смесь окисей калия 0,5-2,0 и натрия Окись цезия 0,1-0,5 С целью улучшения формирующих свойств и отделимости шлака суммар 64 ное содержание кремнезема и окиси алюминия составляет не менее 50%, Введение окиси цезия в указанных пределах способствует повышению устойчивости горения дуги, что позволяет вести процесс .сварки на скорости более 100 м/ч при низких i(28-32B) значениях напряжения. При указанных значениях напряжения обеспечивается нис кая интенсивность кремневосстановительного процесса и, следовательно, снижается склонность к образованию горячих трещин в металле шва в условиях быстрого темпа нарастания внутренних напряжений в кристаллизующемся металле. Введение окиси цезия в указанных пределах способствует не только повьппению стойкости металла шва против образования горячих трещин при кристаллизации, но и позволяет значительно повысить ударную вязкость металла шва, особенно при отрицательных температурах. Это достигается за счет модифицирующего воздействия окиси цезия на жидкий металл. Цезий, являясь поверхностно-активным элементом, блокирует границы образующихся зерен кристаллитов), способствуя получению мелкодисперсной структуры металла шва. Таким образом, в предлагаемом флюсе окись цезия присутствует не только для повышения его сварочно-технологических свойств за счет обеспечения стабильного горения дуги, а и для получения другого результата, а именно обеспечения стойкости наплавленного металла против образования горячих трещин и повышения его удар вязкости. Снижение содержания окиси цезИя ниже 0,1% приводит к ухудшению сварочно-технологических свойств фяюса и нарушению его формирующей спЪсобности, что вызывает сужение шва с образованием резких переходов к основному металлу при сварке на скорости более 90 м/ч. Увеличение окиси цезия выше 0,5% приводит к ухудшению отделимости шлаковой корки в результате химического срастания шлака и металла через промежуточный слой, обогащенный указанным окислом, а также к повышению гигроскопичности флюса. Введение кремнезема в состав флюса в указанных пределах необходимо для получения вязкости и поверхност ного натяжения пшака, способствующих образованию гладкой поверхности шва с плавным переходом к основному металлу. Кроме этого,кремнезем спос ствует увеличению стойкости флюса против гидротации, поскольку, .связывая в комплексы основные окислы, двуокись кремния занимает все свободные связи, способные присоединят гидроксильную группу. Снижение концентрации кремнезема менее 29% приводит к ухудшению формирующих свойств флюса уже на скорости более 40 м/ч. В дополнение к этому возрастает склонность флюса к гидротации в результате чего на поверхности шва появляется побитость. Увеличение количества кремнезема более 35% делает флюс химическиактивным, поскольку начинает интенсивно протекать кремневосстановительный процесс по реакциям (l)-(3) Это приводит к опасности появления горячих кристаллизационных трещин. Фтористый кальций придает флюсу в жидком состоянии определенную жидкотекучесть и способность надлежащим образом укрывать сварной шов. I ., Увеличение содержания фтористого кальция улучшает промывающую способность шлака по отношению к жидкому металлу шва и приводит не только к активной коалесценции неметаллических оксидных включений, н и захватыванию их шлаком и удалению из сварочной ванны. Это благоприятно отражается на стойкости кристаллизующегося металла против образования горячих трещин. Введение фтористого кальция в указанных предела приводит также к снижению температуры плавления шлака, что весьма важно в условиях дефицита тепловложений на скорости сварки до 150 м/ч Вместе с тем увеличение количества фтористого кальция более 12% при,водит к нарушению стабильности горения дуги на скорости более 50 м/ч и к образованию подрезов ввиду нару шения формирования шва. Введение окислов щелочно-земельных металов (К-0 + ЫЗлО) в указанном соотношении не только улучшает способность горения дуги при сварке па скорости до 150 и/ч, но ив соче тании с фтористым натрием уменьшает 66 межфазное натяжение на границе раздела шлак-металл, что способствует улучшению формирования шва на скорости до 150 м/ч, получению его с более плавными очертаниями при переходе к основному металлу. При содержании смеси окисей калия и иатрия более 2% понижается стойкость флюса против гидратации, что приводит к образованию пор в металле шва при сварке на повышенной скорости. Требованием при прочих равных условиях является количество кислых окислов во флюсе (SiO Al20) 50%, Соблюдение указанного требования обеспечивает получение металла шва с плавными очертаниями валика на скорости сварки до 150 м/ч. При меньшем суммарном содержании названных комплексообразующих окислов нарушается форма шва. Изготавливают шесть опытных плавок флюса, химический состав которых приведен в табл.1, Выплавку флюса производят в электродуговой печи с водоохлаждаемым кокилем с последующей грануляцией расплава в npoTotjной воде. Температура прокалки флюсов составляет 400-430 С в течение 4 ч. Опытные флюсы испытывают при сварке встык металла толщиной 10 мм по зазору 0,8+0,2 мм. Металлсталь 20. ч Стабильность горения дуги исследуют по осциллограммам, сняты 4 с домощью записывающего прибора Н-327, Качество сварных швов оценивают визуально, как при осмотре в целом сварного соединения, так и при обследовании поперечных макроишифов. Определяют также химический состав металла твов, коэффициент его формы, наличие трег.ип и надрывов, В табл,2 представлены химические составы исследованных плавок предлагаемого флюса и основные характерисики его сварочно-технологических свойств. Испытания показывают,что предлагамый флюс обладает высокими сваочно-технологическими свойствами ри сварке на скорости до 150 м/ч обеспечивает высокое качество налавленного металла с хорошей формой ва, плавным переходом к наплавленному.
отсутствие чешуйчатости на поверхности валиков и подрезов по краям шва, самопроизвольную отделимость шлаковой корки при сохранении требуемого , уровня металлургических свойств флюса.
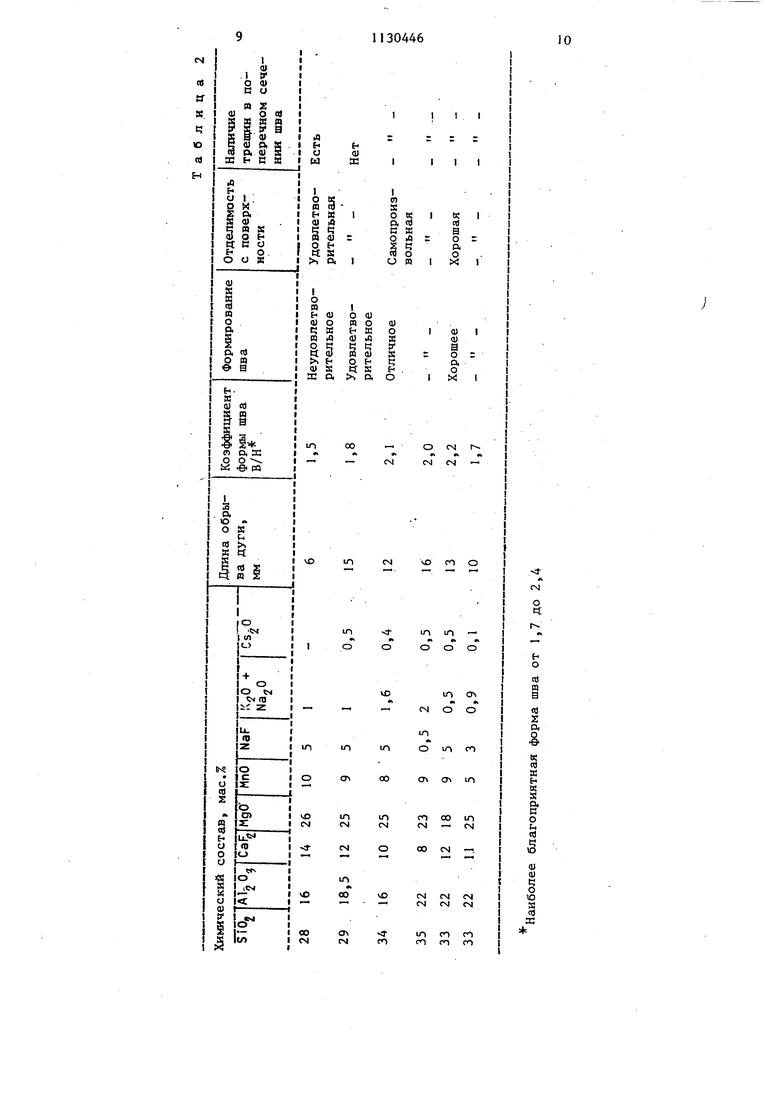
В табл.3 представлены свойства металла, наплавленного под фпюсом с окисью цезия и без нее. Флюс -позволяет значительно повысить качество наплавленного металла при высоких сваг рочно-технологических свойствах.
Т а б л и ц а 1
Таблица 3


| название | год | авторы | номер документа |
|---|---|---|---|
| Плавленый флюс | 1977 |
|
SU733933A1 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Плавленый флюс для электродуговой сварки сталей | 1982 |
|
SU1092027A1 |
| Агломерированный флюс 48АФ-71 | 2019 |
|
RU2713769C1 |
| Сварочный флюс | 1975 |
|
SU538868A1 |
| Керамический флюс для сварки сталей | 1983 |
|
SU1107994A1 |
| Керамический флюс | 1980 |
|
SU925599A1 |
| Сварочный флюс | 1977 |
|
SU716749A1 |
| Флюс для порошковой проволоки | 1982 |
|
SU1058748A1 |
1. ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ ВЫСОКОСКОРОСТНОЙ СВАРКИ СТАЛЕЙ, содержаший кремнезем, фтористый кальций, окись магния, окись алюминия, закись марганца, смесь окисей натрия и калия, отличающийся i тем, что, с целью повышения стойкости металла шва против горячих трещин и увеличения его ударной вязкости при повышении сварочно-технологи- ческих свойств, он дополнительно содержит окись цезия и фтористый натрий при следующем соотношении компонентов, мае.%: Кремнезем 29-35 Фтористый каль)и1й8-12 Окись магния 18-25 Окись алюминия 16-22 Фтористый натрий 0,5-5,0 Закись марганца 5-9 Смесь окисей ка(Л лия и натрия 0,5-2,0 Окись цезия 0,1-0,5 2. Флюс по п.1,о тли чающий с я тем, что, с целью улучшения формирукицих свойств и отделимости шлака, суммарное содержание кре51незема и окиси алюминия составляет не менее 50%. 9 4 Эд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВИБРАТОРНАЯ АНТЕННА | 2002 |
|
RU2206156C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
