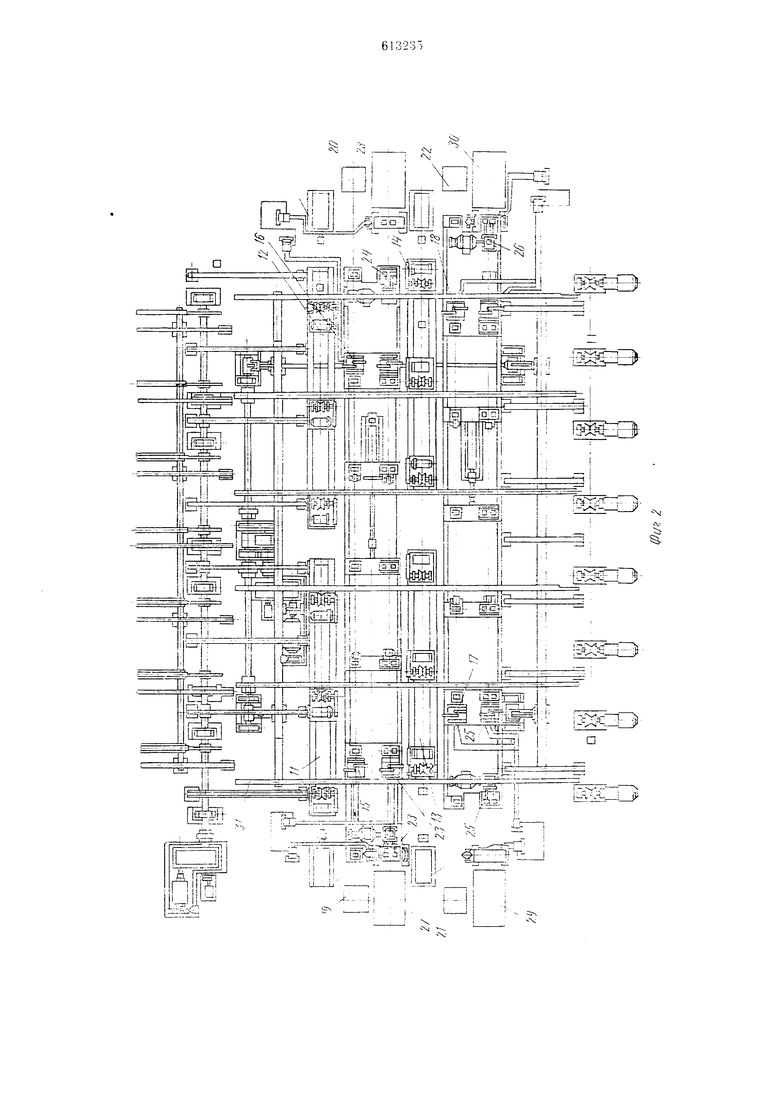
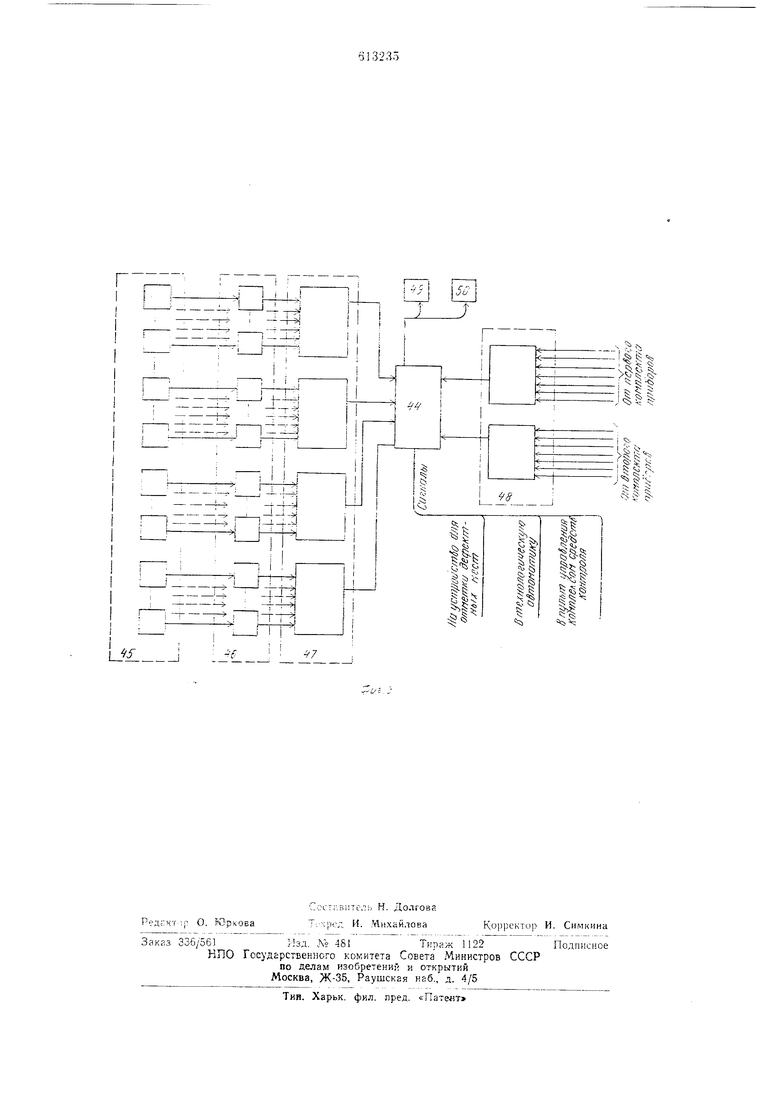
поступаю- на транспортный Kii стали устанозлеиы на платформе казана). По 05е стороны тракспортно;-с ,р / с входной и выходной СТОПОКЬ ПЛс раЗМещены всломогательыые :роль анг; -4 :i ,5 для взсдения ло ним эталонных труб iB пассчне полост; г:р юороз три настройке резедзното кольл.лскта на другой типоразмер Tjiyc. 3,а пр-и5орами 3 .параллельно рольгангу / расположен к-армаи 6 для труб, :(с сост:-:сзующих по материалу. После печи 7 термооб|работхи тр}5 ког.- ная часть :перзого трансиортного ро..ьганга / с п.ачалОМ второго трансиортного рольгакга 8 соединяется холодильником 9 и устройстзэм JO лолеречной трансио ртировки. Устройство 10 П0(нереч иой транслорттрс-гки (см. -фиг. 2) включает з себя механизмы //-М для зыведения концоз труб на одну линию, механизмы 15-}8 подачи труб з прИборы контроля, приборы 19-22 контроля :-;ачества термообработки, механиз ль; 23-26 длп (Зращения труб в продессе контроля, прибс-.::-.;; контроля сплошности высаженнь х концов, перекладызатель 31. Трансиоргный рольганг 8 Предназначен для подачи труб, поступающих с устройства поперечной транспортк;)овки в зону приборов 32 контроля качества По одной из сторон транспортного ганга с размещены вспомогательные ги 33 и 34 для введения .но ним настроечных образцов труб в .рабочие полости npniSopoB при йаСтройке резервного комплекта приборов па другой типоразмер труб. За .приборам1И 32 контроля качестэг теомообработки и сплошности гладкой части труб (расположены устройство клеймения рое обеспечИВает только годных, и в айн я. Пульт 37 технологической системы сортировки, накопитель 38, карманы ,59 и 4G .тлн годных труб, и карманы 41 и 42 для браг.сза«ных труб устааювлень на выходе рольганга 5. В пОМещении/поста оператора (с:-.;, бпг. 1) расположены пульт 43 управления И элгктэонтно-вычисЛИте.льНЭЯ машина 44 (ЭВМ), технологи-ческий Пульт и пульт усравл л-ил .дексом средств контроля (не гокдзг: ;ь:). 0сновой сргстем «аркирозки. сг;гоз:: :кте:;ля и сортировки труб, измерения их длины, а также а|ВТО 1атической провср и раоотоспособлости приборов контроля является электрип зя вычислительная машина 4-L В сосгаз }сг ройств, образующих совместно с ЭВМ .нсгеМу Ма)К:ИрОВКИ, СО;ПрОВОЖДеНИЯ и сор Гл/ОЗК : гходят преобразователи 45 и 48 техно.логиче ских ЦИКЛОВ в электрические си гналь:, устрои ::га 47 к 48 взода данных в ЭВМ, устройстJ вывода Информации: сзетозое табло 49 и и|фро-иечатающее устройство 50, Д;;я лоаь;ше1;ия надежности линл.л и обес;:ечения зозл;ожности оперативного Г1е)склюенпя комилекса на контроль другого тнио-азмера тпуб : заМеиы .вышедших пз строя гоибороз другими предусмотрен 100%-ный Р.аботает линия следующим образом. ПрИ перемещении трубы ио рольгангу / хонец ее воздействует in.a .соотзетстзующий оеобразователь, который подает Им.пульс на лульт управления и ЭВ.Н для подачи очеред;{ой трубы с заданным и-итервалом времени ;i ВХО.ДНОЙ транспортный рольганг. Трубы, ирошедшие |ИрИборы контроля мари стали и забракова иые по несоотзетствню зпланирОВанной марке стали, круговь;м сбраО :вателем ьгагпра.вляются в карма н 6 (см. 1). Трубы, годные по марке сталИ, «агр авляются -в печь 7 для термообработки. По.i.ie печи 7 с входного транспортного оольгакгз / поступают ;ia холодильник 9, отк да о:-;;-; .поступают .на устройство 10 попереч -:ой тра;{спо.ртировки, где с помощью переклалователя последовательно пере.мещаются с п;;кой позиции на другую в направлении БЬ;ходпого оольганга 5. В том случае, когда ис::.л;,зуются для .контроля вьгсажен:ьгх концов уоибо эь: /о, 27 и 22, 30, приборы 21, 29, 20 и Г} являются резервными, и контроль ла них Г10ренос; тся ггри из строя одного из усгройстз первых лозигинг. Когда труба ,поступает :;а механизм //, включается его лрив: д, и конец трубы .перемептается до упор.а (че г;оказа,и). В этом положепии перекладыo..ib о/ подает .трубу к меха {пзму 15 подачи труб г прибор контроля, которым перемег:. зысаже -: гый ко1{ец ее па строго задаи-02 расстоЯНис в npi:6op 9 контротгя каче.гза термообработки. Труба че;рез задЗНный .::чтервал времени выводится из прИ.бора 19 ло совмещения этого же торца с плоскостью .oopa. Затем она .подается к МСханизму 23 для вращен.ия трубы и вводится в прибор 27 Д1Я коп.троля СПЛОШ1НОСТИ высаже(-:ного конГ,::. По окончании ко-нтроля о.дного кокца труС:.; другтп конец последовател но контрол.иггс.ч . качество термообработки и сплош::ч 3 .:1ои.ор:х : 30, с устройства 10 .б:.- -п,: -:iaiOT на выходной транспортный -;:(:.-г 3 3 зону прЕгборов - 2-контроля качете1 .;ообрпботк ; и сплошюсти гладкой j TTauHH о резлльтатах контроля кажR вид- электрических сигналов :а пульт 43 управления. Информа/четлЁи приборов в режим контроля, :;.;хачестзенных труб и выхо.де «з бооов отображается на светОЗых .. лыат когтроля: общее количество :;;1)о-. VL забракова.нных по : тн1гл-:ал: труб ;fa пульте фиксирует033TI виде. С .пульта и формаиия aiocTy:;;iCT з ЭВМ 44, через усгр01::7зг // : -4S ЗБСда информация. ЭВМ обеспечивает cGcp. хранение и выдачу :-гн-формаи--1 но каждой fipoxv-H ;ро,ги.розан;10Й трубе ;мн ;i. ;|;:р;:м 17,р :-л01 троли.розан; ых труб. Информация, выдаваемая ЭВМ но к аждсй Tf.Gc в нечат;1ом анде, содержит снедення о м.-,г;ле стаан, уктазке, диаметре, тод1цн:- е сте:-1к;, режиме термообработк и ее качестве. Для некачественных труб ухазыв ается , по которому он.а за.бракована. 11;1формг;11и;;, выдаваемая ЭВМ по пагртии труб }ia световое та€до 49 и Печатающее устройство 50, содер:-нит сведения о времени контродя, смене, сортаменте (марке етади. плавке, диалетре. толш,не стенки), общем количестве прокОИтролированных труб, о5;цем количестве забракованных труб, количеетве труб, забракова:п;: :х по олределенно.му виду брака, проце)1тном отношении общего количеетва забракован; -. тр ,б к общему количеству проко} трол фованных труб и о процентном от}1()1Ееннн труб. :;.-бракованных по определе 1ному т.ипу бракг к общему количеству бракованных труб. В от.тичИе от си.гналов, ностлпаюн1их в ЭВМ с .нультов, сиГ}1алы с .преобразователей 15 технологических циклов, яв.тя}оци1хся ссстазной частью системы сопровождеггия, ностудают 3 мащину через лреобразозателн -т- электрических сигналов и устройство 47 гг-.сда да.ниых. В процессе ко}1троля ЭВ.М раГ :тает в режиме прерывания, вызываемого срабатывание.м любого из ириборов :.1ли любым изменением сипнала iia выходе преобразовасон.оовожде)1ия системы ЭВЛ нро; зводит а 1адиз налич}1я дефектов на да;1ной трубе но ;предщестзуюн;и.м срабатываниям нр-ибороз и дает унравл.яктщие снг}:алы ;ia 11спол 1ите. устройства, обеслс1-ив.а)он,не отметку дефектных мест, pa3 iar1; 1чива1ние труб, и на пульт 37 технологической системы сорти1розк:.1. Перед срабатызан;1ем преобразователей систе-мы от.метки дефект ;ых мест ЭB. йнали;-;:-1рует информацию с лриборов и дроиззоддт расчет скорости трубы на л г;-1ни ко:ндрсля для обеспечен 1я точной маркировк; места расноложения дефектна на трубе. По сигналам с ЭB. технологичеекая систе.ма обеспечивает С0|рти;ровку бракованных труб по карманам 41 и 42 с учетом отклонеолпй по ко:-;тpoл«pyeмы i нараметра.м от нормы. Год:- ые трубы через : 1акоиитель 38 поступают в капманы 39 и 40. При заполнении кармагнов ЭE выдает сигнал на пульт 43 ул равле.кш oj;oратора. Во время освобождения карманов трубы с трапонортного -рольга-дга постунакот л-а накопитель .. П. т еремен1ении труб за ycTDoiiCTsoM 36 ра.ЗЛ11атничивания обеспечивается измерение их длины. В дериод все-о работы л гни:и .непрерывно ровеопется техническое состояние приборов с помощью системы пооверки работоспособностм и замещение вышедщих из строя элементов. Ссо1т:-..тстаук7П1нх преобразователей каждого Ф. чкипснального узда информация о его рабо оспоеобности поступает в ЭВМ 44. В процессе ;./озерКН raCoiоспособности функциональных ЭВ.М работает в нре: Игнал а на выходе Гсо преоара.ювателя илз выхода из :-о функционального узла происходит :::;. по KOTOpoMv ЭB. о.г:редедяет i сго фу;1кциональный блок, выщед:1:ий строя, дает информац;1ю об этом на -стройстза вывода и;1формации с конкретным указангем Г1рибора и вышедщего из строя блока и ha пульт 43 управления оператора, акже выдает сип-ал для подключения со..тзетс зующего резервзюго элемента. При восста;;озден 1и рабочего реж}:ма прибора .i.ieMCHT ;;а гульте, сдгнаЛИз-ируюдип о нали-;sn :-:еисправност;, выключается. Полуавто ; :гпческий режим работы линии обеспеч;) кетск операторами с техпологггческого иудь;: :: 3/ технологической с 1стемы со.;; оволдения Ji сортшювки труб (см. . 1). Г:1и этом маркировка забракованных труб производится на позициях контроля по сигHt., поступаюп1,им з краскораспыл;1тел)1 егосредстзен:но с прибороз. Принадлеж;10сть трчб к гой И:ной год:ност 1 опреде;гегся ог ератором зизуально по цзету красхп. .нанесенной краскораснылителем па их поверхности. После этого е полюитью кнопок на;;оретне | намели пульта 37 трубы отиравлякгго: 3 соответстзуюигие KapMaiibi. Предла аемая лпния обеснечивает контроль как г;;пдкпх тпуб. так и с зысаже/ными конлетром от 33 до 155 .;./ после теробработки. Пспользозанне л;1НИ11 процесс вне.трснПя ;i эксн.туатации, юзьпиает качество термообоаботани надежность six ко:-1троля. езультагы контроля, полученные и обработанные по каждой партии . позво.чят по.: чить тех11юлогические указания по улуч дению качества продукц)П в процессе ироизгодстза. И};фо ма 1И.я. вз1давае :ая ЭВД по каждой 3 виде паспопта. ппзвотит более правильно исиользозать тпубы по одределенHOMV нпзначеч- -:ю. о о м л Автоматическая ко-;троль;но-сорт 1ровоч ая ЛИНИ5; производстза труб. со1сржан1ая установленные по технолог} ческому нроцессу и связанные между собой прообразозате.тя-ми технологических дпк.юз в эдектпическ;1е сигналы два параллельных транспортных роль- :1 а. устшювле-пюе между устройство поперечной тра;1сиортировки . исполнительно-соотируюн1пе устройства, ппиборы для контполя апки стали. раз е:1ов и качестза трлб, УСТРОЙСТВО клсймен1я хтравле ;ия. т ,1 и ч а ю ni а я с я тем. что. с целью сбеспече;;ия недрсрыз;;0го контроля термообработанных труб с высажегНь.мн концами, на входе установлены прПборь: для коктро.тя марки ста;1И, конечная часть тра:;;спорт ного рольганга соединена с «ач альной частью згорого транснорт-гого ро.1ьга ;га ттосредсгзом устройства поперечной транспорги.розкн, включаю;щаго Л1еха1-:измы для зызеде:-Н1Я. концоз труб на одну линию и подачи их з приборы контроля, мехаНизмы для BpaLne cHH труб з процессе контроля на сплошность .и качесгзо термообработки, а пульт уг;разле-ник снабжен систе-мами обработки и;{форма;ци и с:
ной машины
Источник : информации, приняты мание прн экспертизе:
1.Азторское с; идетельство .N 468659, кл. В 07 С 5/34, 1973.
N
2.Заязка Л 2120G53, кл. G О 1975, по которой принято решение о азторскОГО сзидетельства. .. xRj Й i i iJ.i-lii«PI iiii i H-: : i liilrj - i-:-:.--fLj v . -.. |i iMS slJlni I irx-r i--ji - -Jrr b ;||y:r|-| il ;J: Ш SS iiTTfrrrJ I СУ-, -. vfi-fx I h МШ1JI : аЯн .rfil т:э .-.x ,:LJ I j. I |T , -Ч i: rv,, /j;i
Г
7
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1978 |
|
SU748236A2 |
| ПОТОЧНАЯ ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ТРУБ | 1997 |
|
RU2147261C1 |
| Устройство контроля качества стеклянного покрытия | 1986 |
|
SU1408335A1 |
| Автоматическая линия для производства сварных труб | 1977 |
|
SU738713A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| Агрегат для принудительного спуска труб в скважину преимущественно при ликвидации открытого фонтана | 1980 |
|
SU907216A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1972 |
|
SU333012A1 |
| Способ бисульфатной травки монохроматных растворов | 1976 |
|
SU630226A1 |