Известны бесцентровые шлифовальные станки для обработки фасонных роликов на проход, которые имеют шлифующий крут с прямолинейной образующей и ведущий круг с винтовой канавкой, профиль которой соответствует форме роликов.
Подобные станки предлагается видоизменить таким образом, чтобы можно было снабдить винтовой канавкой соответствующего шага также и шлифующий круг, что даст возможность обрабатывать ролики одновременно по всей их поверхности, какой бы последняя не была.
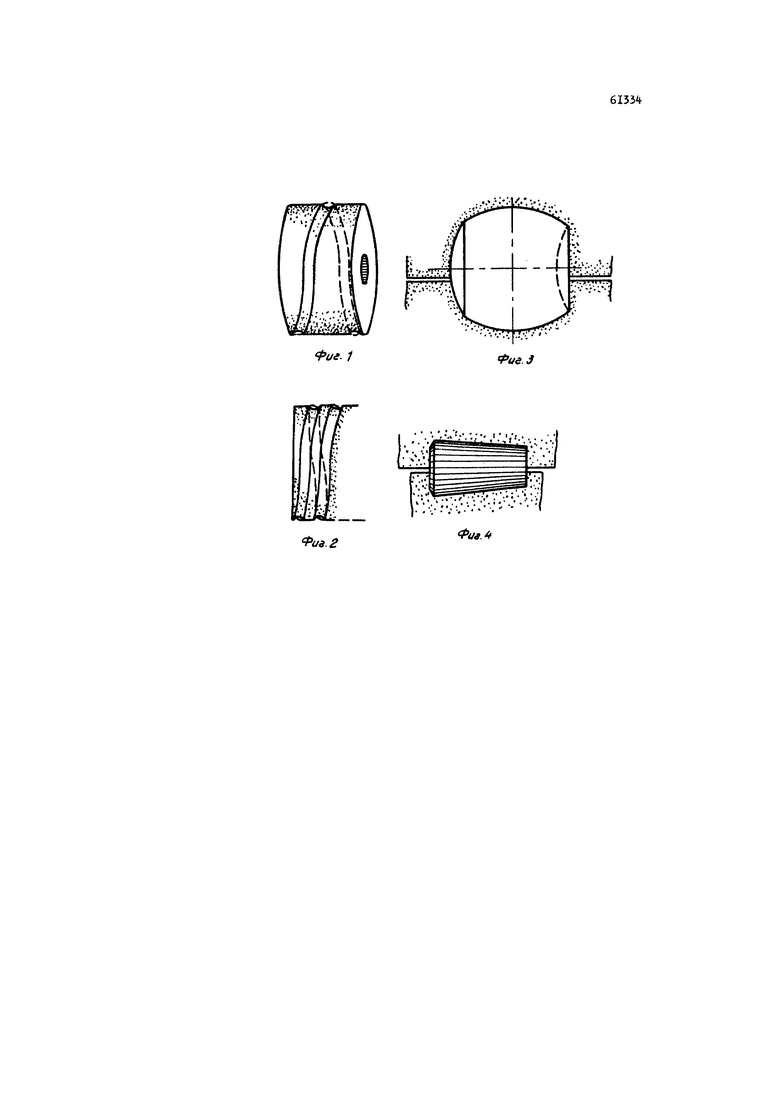
На фиг. 1 и 2 изображены соответственно ведущий и шлифующий крути; на фиг. 3 и 4 - положение в канавке между кругами соответственно бочкообразного и конического роликов.
В предлагаемом устройстве винтовую канавку имеет и ведущий круг и шлифующий. Шаг этих винтовых канавок разный, соответствует разным числам оборотов кругов. Профиль канавок может быть выбран таким, что ролик выйдет из станка обработанным по всей своей поверхности.
В качестве инструмента для заправки кругов предлагается использовать цилиндр из стали или из сверхтвердого сплава с винтовым гребнем по профилю канавки.
Очевидно, таких заправочных инструментов нужно иметь два: один с шагом винтовой линии ведущего камня, другой - с шагом винтовой линии шлифующего камня. В процессе заправки они должны быть связаны жесткой кинематической цепью с вращением кругов.
В этом случае заправочный инструмент с шлифованным кругом будет работать наподобие винтовых колес.
Для повышения производительности устройства предлагается делать шлифующий круг по длине из частей разной зернистости, чтобы начиная со стороны входа изделия в направлении к выходу крупность зерна уменьшилась. Это даст возможность за один проход осуществлять предварительное и окончательное шлифование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Станок для бесцентрового шлифования шаров | 1946 |
|
SU72114A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1995 |
|
RU2092293C1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОГО ФАСОННОГО ШЛИФОВАНИЯ | 1962 |
|
SU152186A1 |
1. Устройство для бесцентрового шлифования фасонных роликов сквозным методом с применением ведущего круга, снабженного винтовой канавкой, имеющей форму, соответствующую форме роликов, отличающееся тем, что, с целью шлифовки роликов одновременно по всем образующим его поверхностям, шлифующий круг также снабжен канавкой, имеющей форму, соответствующую форме шлифуемых роликов и прорезанной на образующей круга по винтовой линии другого шага, чем канавка ведущего круга.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью достижения возможности без переноса на другой станок осуществлять предварительную и окончательную шлифовку за один проход, шлифующий круг составлен по оси из кругов малой высоты и с различной зернистостью, увеличивающейся в сторону выхода готового изделия.
