При шлифовании больших шаров на бесцентровых станках применяется ведущий камень, повернутый своей плоскостью по отношению К оси вращения на угол, не равный 90°, так называемый (пьяный камень.
Применение «пьяного камня имеет следующие неудобства: чистую заправку профиля, переменную кратность диаметров щара и камня и невозможность управления многоосностью вращения шара.
В предлагаемом станке указанные недостатки устраняются в результате того, что ведущий круг образован двумя профильными дисками, вращающимися через передачу от круговых кулис со смещенными на 180° фазами, имеющих общий приводной вал.
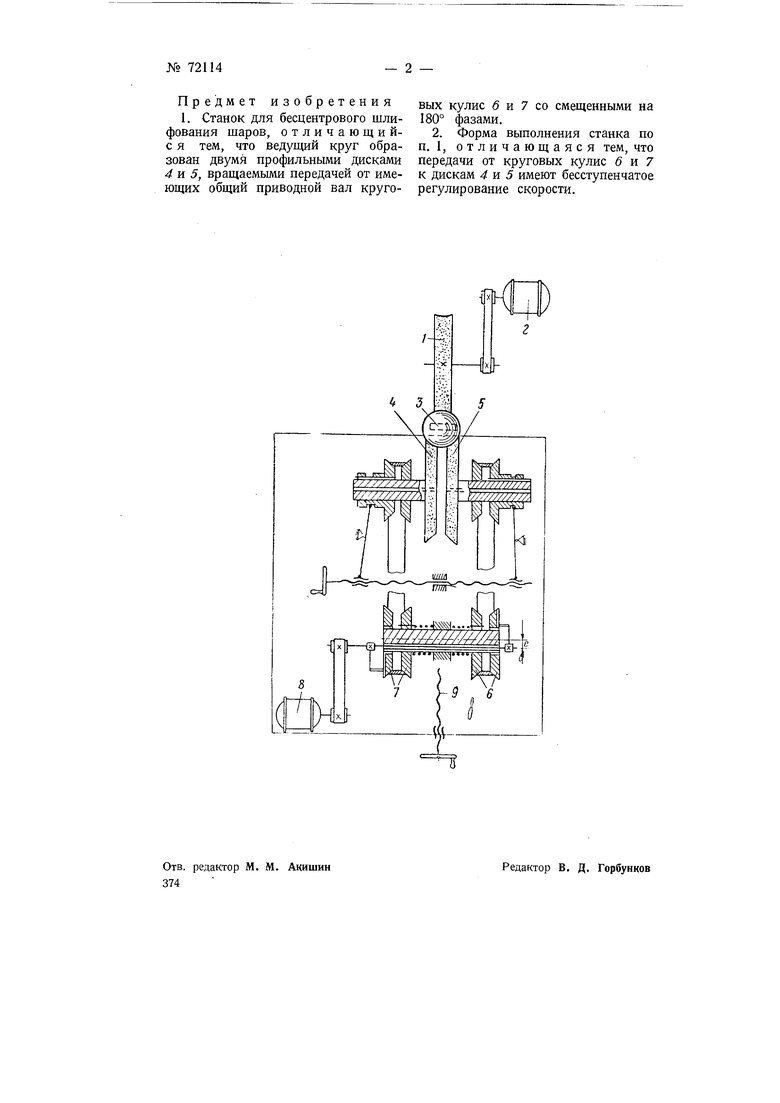
На чертеже изображена схема станка.
Предлагаемый станок для бесцентрового шлифования шаров имеет шпиндель с профильным камнем 7, приводимый во вращение от электродвигателя 2, нож 3 для опоры изделия и ведущий круг, образованный двумя профильными, между собой не связанными дисками 4 и 5,
вращающимися соосно и параллельно оси шпинделя. Диски связаны бесступенчатой передачей с двумя круговыми кулисами б и 7 со смещенными на 180° фазами.
Кулисы (5 и 7 приводятся от электродвигателя 8, а подача изделия производится системой салазок и винта 9.
Шар вращается на ноже 3, одной стороной опираясь на профильные диски, а другой - на шлифовальный камень. Профильные диски 4 и 5 бесступенчатые передачи получают вращение от круговых кулис (5 и 7 и вращаются с различной, зависящей от эксцентриситета е переменной угловой скоростью. Диски 4 и 5 передают свое движение шару, опирающемуся на них. Разные скорости дисков, переданные шару, заставляют его изменять положение оси вращения, т. е. создают многоосность вращения, в результате чего шар шлифуется со всех сторон. Бесступенчатая передача и регулируемый эксцентриситет кулис управляют многоосностью вращения шара. Изменение эксцентриситета кулис изменяет шаг разворота шара.
337
Предмет изобретения
1. Станок для бесцентрового шлифования шаров, отличающийс я тем, что ведущий круг образован двумя профильными дисками 4 и 5, вращаемыми передачей от имеющих общий приводной вал круговых кулис (5 и 7 со смещенными на 180° фазами.
2. Форма выполнения станка по п. 1, отличающаяся тем, что передачи от круговых кулис б и 7 к дискам 4 и 5 имеют бесступенчатое регулирование скорости.
/4 3
