.(54) УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ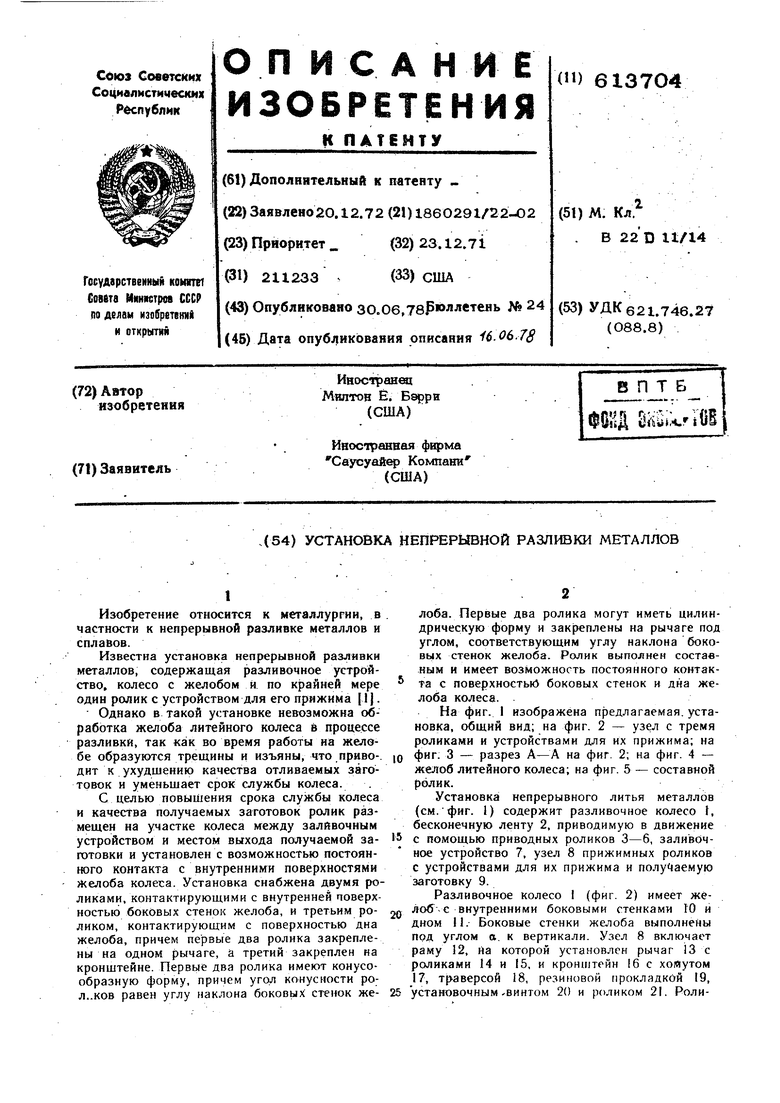
| название | год | авторы | номер документа |
|---|---|---|---|
| Т^СОЮЗНАЯ f | 1973 |
|
SU373926A1 |
| СИСТЕМА ЛИТЬЯ И СПОСОБ РАЗЛИВКИ РАСПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2004 |
|
RU2373019C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА ЦВЕТНЫХ МЕТАЛЛОВ, В ЧАСТНОСТИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2450890C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| РАЗЛИВОЧНАЯ МАШИНА БАРАБАННОГО ТИПА И БАРАБАН ДЛЯ НЕЕ | 1997 |
|
RU2171729C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2403122C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1998 |
|
RU2136437C1 |
| ПОГРУЖНОЙ СТАКАН ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2145535C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
1
Изобретение относится к металлургии, в частности к нелрерывиой разливке металлов и сплавов.
Известна установка непрерывной разливки металлов, содержащая разливочное устройство, колесо с желобом и по крайней мере один ролик с устройством для его прижима 1 j.
Однако в такой установке невозможна обработка желоба литейного колеса в процессе разливки, так как во время работы на желобе образуются трещины н изъяны, что приво-. дит к ухудшению качества отливаемых заготовок и уменьшает срок службы колеса.
С целью повышения срока службы колеса и качества получаемых заготовок ролик размещен на участке колеса между заливочным устройством и местом выхода получаемой заготовки и установлен с возможностью постоянного контакта с внутренними поверхностями Желоба колеса. Установка снабжена двумя роликами, контактирующими с внутренней поверхностью боковых стенок желоба, и третьим роликом, контактирующим с поверхностью дна желоба, причем первые два ролика закреплены на одном рычаге, а третий закреплен на кронштейне. Первые два ролика имеют конусообразную форму, причем угол конусности ро; л..ков равен углу наклона боковых стенок желоба. Первые два ролика могут иметь цилиндрическую форму и закреплены на рычаге под углом, соответствующим углу наклона боковь1х стенок желоба. Ролик выполнен составным и имеет возможность постоянного контакта с поверхность боковых стенок и дна желоба колеса.
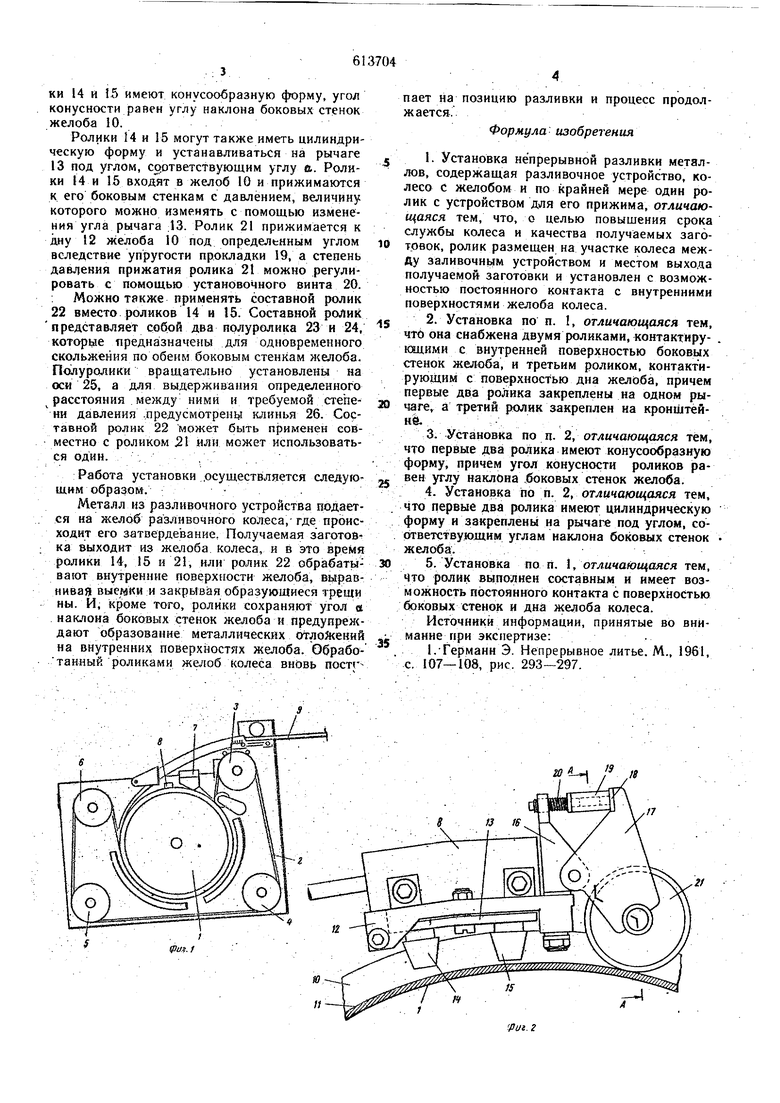
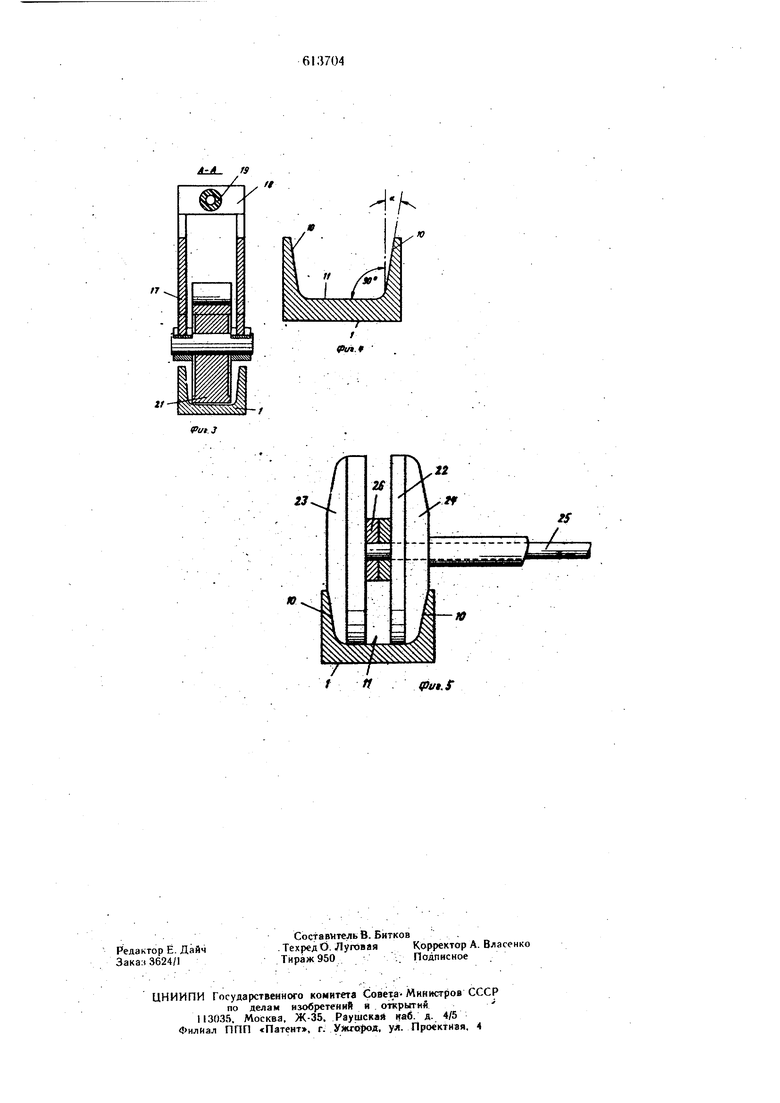
На фиг. I изображена предлагаемая, установка, общий вид; на фиг. 2 - с тремя роликами и устройствами для их прижима; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - желоб литейного колеса; на фиг. 5 - составной ролик.
Установка непрерывного литья металлов (см. фиг. I) содержит разливочное колесо , бесконечную ленту 2, приводимую в движение с помощью приводных роликов 3-б, заливочное устройство 7, узел 8 прижимных роликов с устройствами для их прижима и полу аемую заготовку 9.
Разливочное колесо I (фиг. 2) имеет желоб . с внутренними боковыми стенками 10 и .. .-.,
дном 1.- Ьоковые стенки желоба выполнены
под углом а. к вертикали. Узел 8 включает раму 12, На которой установлен рычаг 13 с роликами 14 и 15, и кронштейн 16 с хойутом 17, траверсой 18, резиновой прокладкой 19, установочным винтом 20 и роликом 21. Ролики 14 и 15 имеют конусообразную форму, угол конусности равен углу наклона боковых стенок желоба 10.
Ролики 14 и 15 могут также иметь цилиндрическую форму и устанавливаться на рычаге 13 под углом, соответствующим углу а. Ролики 14 и 15 входят в желоб 10 и прижимаются к его боковым стенкам с давлением, величину которого можно изменять с помощью изменения угла рычага :13. Ролик 21 прижимается к дну 12 желоба 10 под определенным углом вследствие упругости прокладки 19, а степень давления прижатия ролика 21 можно регулировать е помощью установочного винта 20.
Можно также применять составной ролик 22 вместо роликов 14 и 15. Составной ролик представляет собой два полуролика 23 и 24, которые предназначены для одновременного скольжения по обеим боковым стенкам желоба. Полуролики вращательно установлены на оси 25, а для выдерживания определенного расстояния . между ними и требуемой степени давления .предусмотрену клинья 26. Составной ролик 22 может быть применен совместно с роликом 21 или может использоваться один.
Работа установки .осуществляется следующим образом.
Металл из разливочного устройства подается на желоб разливочного колеса,- где происходит его затвердевание, Получаемая заготовка выходит из желоба колеса, и в это время ролики 14, 15 и 21, или ролик 22 обрабатывают внутренние поверхности желоба, выравнивая выемки и закрывая образующиеся трещи ны. И, кроме того, ролики сохраняют угол л наклона боковых стенок желоба и оредуиреН4дают образование металлических отлой{ений на внутренних поверхностях желоба. Обработанный роликами желоб колеса вновь постгпает на позицию разливки и процесс продолжается.
Формула изобретения
,5 1. Установка непрерывной разливки металлов, содержащая разливочное устройство, колесо с желобом и по крайней мере один ролик с устройством для его прижима, отличающаяся тем, что, о целью повыщения срока службы колеса и качества получаемых заго0 трвок, ролик размещен на участке колеса между заливочньгм устройством и местом выхода получаемой заготовки и установлен с возможностью постоянного контакта с внут{)енннми поверхностями желоба колеса.
5 2. Установка по п. I, отличающаяся тем, чтб она снабжена двумя роликами, контактирукщими с внутренней поверхностью боковых стенок желоба, и третьим роликом, контактирующим с поверхностью дна желоба, причем первые два ролика закреплены на одном рычаге, а третий ролик закреплен на кронштейне..-. . , ;;., „ , ..
Источники информации, принятые во внимание при экспертизе:. . КТерманн Э. Непрерывное литье. М., 1961, с. 107-108, рис. 293-297.
15
фи. f
