1
Изобретение относится к электротехни- ческоЛ промышленности, а именно к устройствам для нанесеггая электроизоляционного слоя в пазах статоров электрических мачипг путем напыления в массе псевдокипящегю полимерного порошка.
Известно устройство для нанесения многослойных полимерных покрытий, содержа-, щее ванну псевдоожижения, механизм окунания с оправксй для изделия и печь оплавления. Механизм окунания выполнен в виде поворотного манипулятора, который поштучно сжунаег изделия в ванну псевдоожижения
И
Недостатком известного устройства является отсутствие промежуточиого оплавления слоя порошка при нанесении многослойных покрытий, а также отсутствие возможности кантовать обрабатываемое изделие на 180 для удалетшя излишков порошка с некоторязгх участков изделий, обдув KOTOJSJX воздухом недопустим.
Целью изобретения является предотвращение образования наплывов из излишков т рошка на верхней поверхности изделия при выведении его из ванны.
Поставленная цель достигается: тем, что устройство снабжено канто.вателем,пыполненным в виде пневмоцилиндра со штокомрейкой , и сидящими на одном валу шестерней и вилкой, соответственно входящими в зацепление со штоком-рейкой выполненным на оправке шлицем.
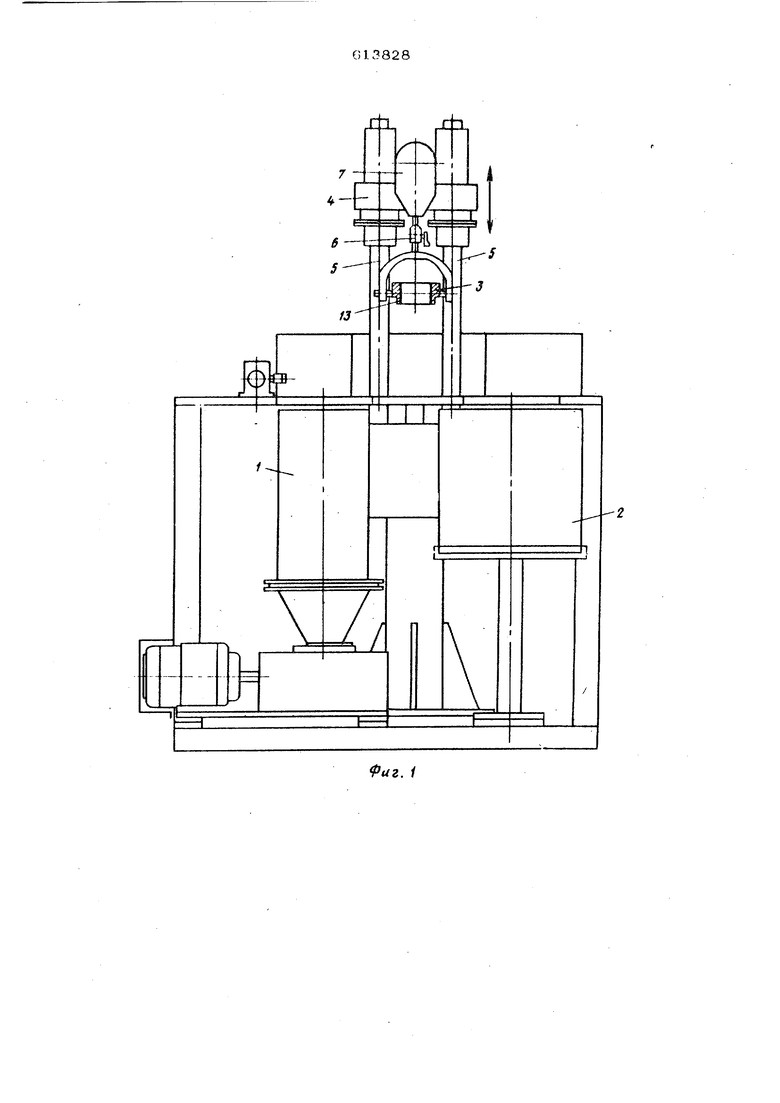
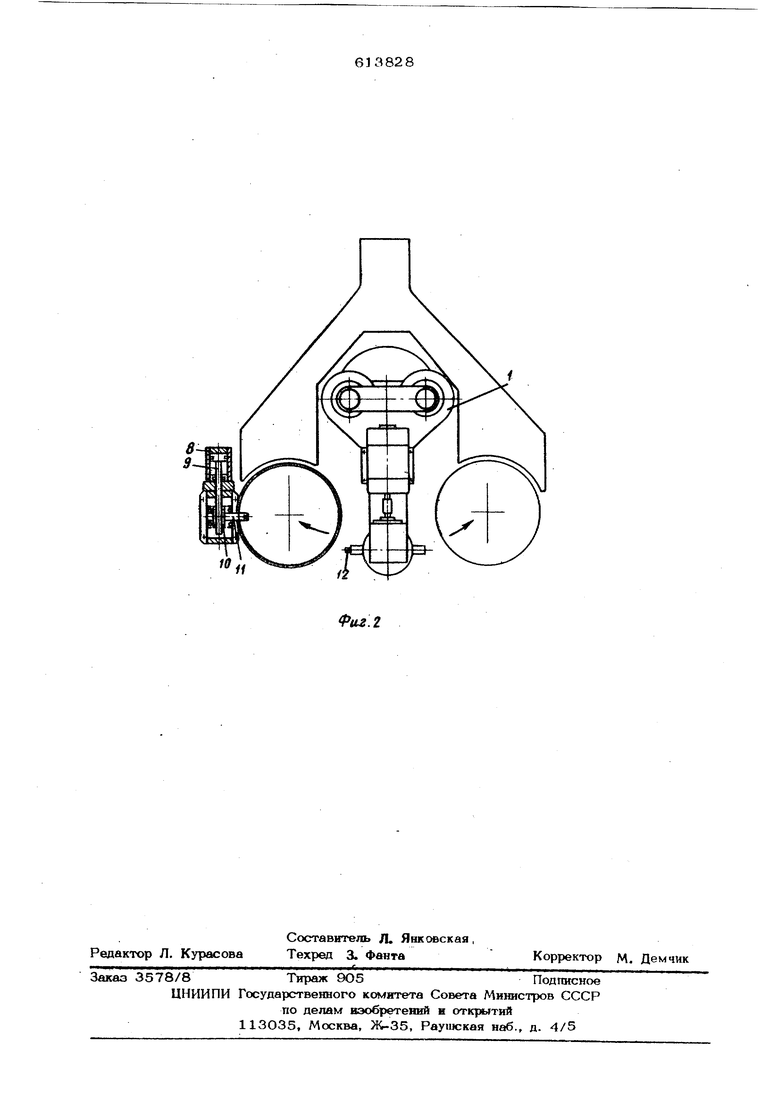
На фиг. 1 показано предлагаемое устройство; на ф«г. 2 - то же, вид сверху.
Устройство содержит ванну 1 псевдоожйження, печь 2 оплавления, механизм окунания с оправксй 3 и кантователь. Механизм окунания представляет собой каретку 4, перемещающуюся по скалкам 5. Оправка 3 установлена в замке 6, укрепленном на штоке вибратора 7. Кантователь выполнен в виДе пневмоцилиндра 8 со штоком-рейкой 9, входящим в зацепление с шестерней 1О, сидящей на одном валу с вилкой 11. На оправке 3 выполнен шлиц 12, входящий в зацепление с вилкрй 11.
Устройство работает следующим образок.
В исходном положении манипулятора обрабптьшаемая деталь (статор) 13, заключешшя в зашнтну.ю оправку, 3, устанавливаеся в 6, укре1ше1тьтй на штоке вибратора 7. После пуска устройства по заданной программе обрабатыв юмая деталь 13 реносится в ванну 1. При срабатывании конечного выключателя включается вибратор, и обрабатываемая деталь опускается с помощью каретки 4 по скалкам 5 в псевдоожижет1Ь7й порошок, ,в котором находится определетшое время, установленное техпроцессом. Далее деталь извлекается из порошка. Обрабатываемая деталь останавливается, мал ванной, в этот момент вилка 11 кантователя находится в зацеплении со шлипе л 12 защитной оправки 3.
По команде срабатывает пнпвмоцилиндр и оправка с обрабатываемой деталью поворачивается на 180 при ПОМО11Ш вилки 11, сидящей на одном валу с шестерней 10, входящей в зацеплении со штоком-рейкой. 9 пиевмодилиндра 8. Излишки порошка, находящиеся на верхней поверхности детали, стряхиваются в ванну. Затем деталь поднимается в крайнее.верхнее положение, при этом отключается вибратор 7 и деталь переносится в печь 2 оплавления, где в течение определенного времени происходит оплап/1ение слоя порошка. Далее деталь 13
поднимается из печи оплавления в крайнее верхнее положение, из которого поворотом
манипулятора тгереносится п с опнре положе1ше (исходное), в которо.1 тгрн отк.р(.тии в снилается 3411иитная оирпвкя 3 с детат.ю.
Таким образом производится однослойное покрытие. Для многослойного покрытия детали необходимо повторять описанную выше операцию в зависимости от количества слоев сменяя пpoгpa мy.
Предлагаектое устройство высокую производительность и обеспечивает нанесеiffle высококачественных покрытий.
Формула изобретен и я
Устройство для нанесения многослойных полимерШГх покрытий, содержащее : ватту псевдоожижения, механизм окунания с оправкой для изделия и печь оплавления, отличающееся тем, что, с целью предотвращения образования наплывов из нзлиигков порошка на верхней поверхности изделия при Выведении его из ва)ты, оно снабжено каигователем, выполнешлгм в виде пневмоцилиндра со штоком-рейкой, и С1щя1пими на одном валу шестерней и вилкой, сосгтветствешго входяпшми в зацепление со UITOKOMрейкой и с выполне1шым на упомянутой ог:-: равке шшщем.
Псточники информации, пртгятые во вни, при экспертизе:
1. Авторское свидетет стгю СССР К 24О988, кл. В 29 С-13/00, 1 908,
10
11
Фи2.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения многослойных полимерных покрытий | 1979 |
|
SU871842A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННЫХ И ЗАЩИТНЫХ ПОКРЫТИЙ | 1972 |
|
SU431040A1 |
| Устройство для нанесения покрытий на изделия погружением | 1981 |
|
SU954109A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Машина для нанесения шлифовального узора на стеклянные изделия | 1956 |
|
SU108167A1 |
| Устройство для окрашивания мелких изделий насыпью | 1984 |
|
SU1297933A1 |
| Устройство для нанесения лакокрасочных материалов на детали | 1973 |
|
SU446320A1 |
| Устройство для покрытия порошковым компаундом радиодеталей | 1981 |
|
SU993346A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Стенд для контроля герметичности полых изделий | 1983 |
|
SU1103104A1 |