Иорцибиальна пластичности участка ui Этот моиент способствует уменьшению наружного диаметра спирали.
Таким образом, дейстйие хрутяцего момента И} позволяет при неизменной геометрии пели, а поэтому при меньших степенях деформации заготовки, получить шнеки с более толстой наружной кромкой .S и меньшим наружный диаметром, а также нспол зовать в качестве заготовки менее пластичные материалы.
Общий экономический эффект от использования изобретения составит около 300 тыс.руб.
Формула изобретения
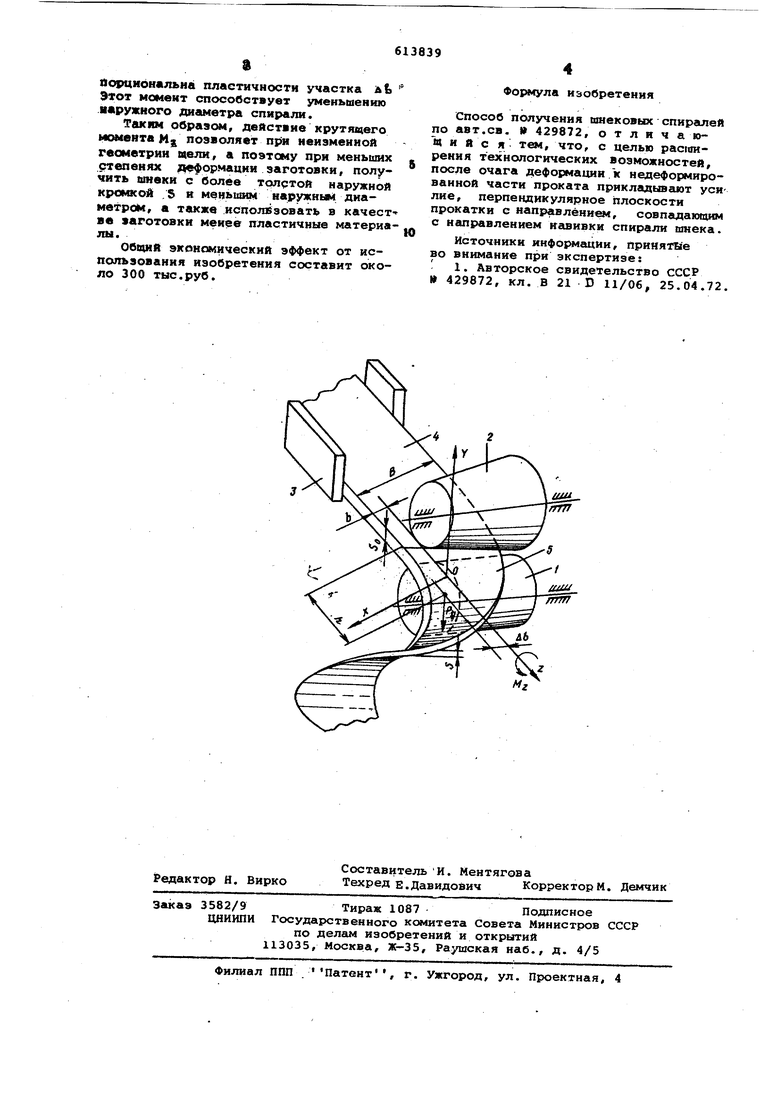
Способ получения шнековых спиралей по авт.св. 429872, о т л и ч а ющ и и с я тем, что, с целью расишрения технологических возможностей, после очага деформации к недеформированной части проката прикладывгиот уснлне, перпендикулярное плоскости прокатки с направлением, совпадающим с направлением навивки спирали шнека.
Источники информащии, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР W 429872, кл. В 21 D 11/06, 25.04.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения шнековых спиралей | 1975 |
|
SU548338A2 |
| Способ получения шнековых спиралей | 1976 |
|
SU602279A2 |
| Способ получения шнековых спиралей | 1976 |
|
SU602267A2 |
| Способ прокатки спиралей шнеков | 1981 |
|
SU996014A1 |
| Способ изготовления спиралей шнека и устройство для осуществления способа | 1976 |
|
SU648304A1 |
| Устройство для изготовления спиралей шнеков | 1975 |
|
SU665965A1 |
| Способ изготовления шнековых спиралей | 1977 |
|
SU745583A1 |
| Способ изготовления кольцевых изделий типа поршневых колец | 1978 |
|
SU763025A1 |
| Способ испытания листовых материалов | 2015 |
|
RU2620781C1 |
| Способ термофиксации поршневых колец | 1975 |
|
SU517462A1 |
Мг
