1
Изобретение относится к обработке (леталлов давлением,в частности к йзротовлению кольцевых изделий типа iojjuiHeBHx колец методом прокатки.
Известен способ изготовления порш-5 невых колец, в котором формообразование контура осуществляют тремя ролн . ками, из которых два неподвижны (опорные), а третий регулируемый ролик обеспечивает изгиб заготовки 10 кольца Cl .
Недостатком известного способа формообразования контура кольца является принципиальная невозможность получения расчетной формы в зоне кон- j цов ветвей(зоне замка), так как в этой зоне происходит недовив-кольца, который следует из особенности реализации способа. Недовив формы кольца в зоне замка приводит к ий браку, 20 поскольку получается завис или подпор концов ветвей. Кроме того, данный способ не решает вопроса получения кольца заданной формы.
Известен также способ изготовления25 кольцевых изделий путем прокатки заготовки мерной длины между двумя вращающимися в противоположных направлениях валками с изменением соотношения их линейных скоростей 2.
Однако при таком способе изготовления, изгиб заготовки происходит в плоскости, проходящей по оси прокатки параллельно осямвалков. Изделие имеет - спиралеобразное форму с трапециевидным сечением.Осуществление формообразования поршневого кольца таким. способом невозможно из-за необходимости получения прямоугольного сечения его.
Цель изобретения - повышение точности геометрической формы и размеров кольцевых изделий.
Поставленная цель достигается тем, что изменение скорости валков осущестствлшот по длине заготовки в следующем соотношении
Ч п
Vn
2p(y)-t
где V.. L -линейные скорости соответ-
ственно первого и второго валков;
-радиальная толщина кольцеt. вого изделия;
Pt)
-радиус кривизны кольцевого изделия в зависимости от угловой координаты текущего сечения заготовки;
(S) -угловая координата (центральный угол)текущего сече. ния заготовки.
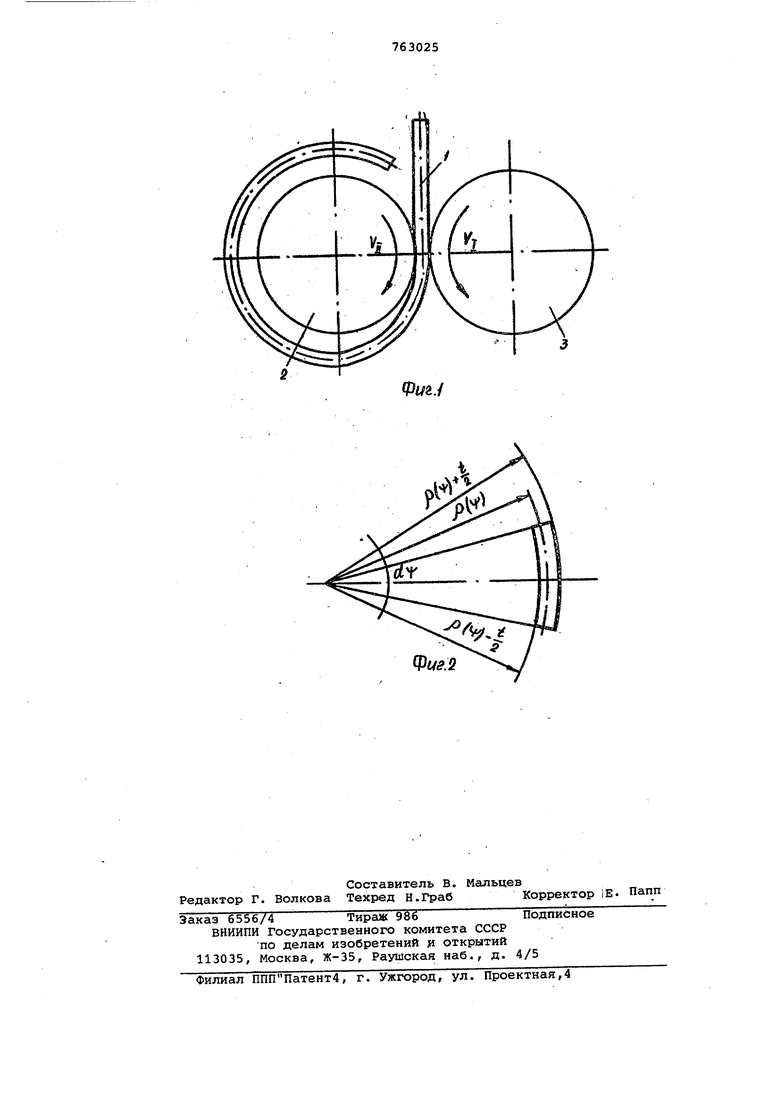
На фиг. 1 изображена прокатка заготовки кольца между двумя валками; на фиг. 2 - элемент поршневого кольца в зоне деформации, поясняюввий вывод формулы соотношения линейных скоростей валков.
Заготовка кольца 1 мерной длины подается в раствор между двумя валками 2 и 3 вращающимися в противоположных направлениях,где происходит ее обжатие и,за счет разности тангенциальных сил, .определяемых разностью линейных скоростей валков, осуществляется изгиб заготовки, причем ее кривизна зависит от соотношения линейных скоростей валков в зоне деформации.
Из вьаделенного элемента поршневого кольца в зоне деформации вытекает
ds+As ptV} + d4
(1) ds p(.4) (2)
Дифференцируя (1) и (2) по времени и учитывая, что dS/dt есть скорость, после преобразования получим
(РМ-ь|}
(3)
Ч
d
VH (P()-i-)
. с)
аг
к (4) и прризВзяв отношение (3) ведя преобразования окончательно получим:
V 1 . U
(5)
Vu 2p(4)-t
Поскольку .в (5) в правой части tпостоянная величина для конкретных колец, а р() - радиус кривизны в общем случае есть величина переменная и зависит от угловой координаты S зоны деформации, то и соотношение линейных скоростей VI/MT - есть функция от У . Формула(5) вырахсает зависимость соотношения линейных скоростей валков от заданной функции изменения радиуса кривизны р(ч) поршневого кольца.
Пример. Рассчитать линейные скорости прокатных валков для получения формы кольца с равномерной эпюрой рил: .0,01кг/мм2 f M RO Ъ РО (1+cosf )кг.мм - квадратным сечением профиля: Ъ 1 2мм,Л Материал кoльцa-cтaль(E 20000KГ/м f) . Номинальный диаметр р 62 мм (по нейтральной линии), . Скорость второго валка постоянная и равна 50 мм/сек. Функция изменения радиуса кривизны р(ч ) получается из основного уравнения изгиба кривого бруса та ст
Подставив сюда заданные значения па. раметров, получим
5 4..cosv) 7)
.Подставляя значение (Ч ) в формулу (5) окончательно имеем
W cnfi4. в В-чьасоау io Q V, 50(1+ i-|bo8i+8ico&4
Формула (8)определяет функцию изменения скорости первого валка в зависимости от угла поворота заготовки для получения поЕЯйневого кольца заданной
5 формы.
Использование предлагаемого способа изготовления кольцевых заготовок типа поршневых колец по сравнению с существующими обеспечивает следующие
j, преимущества: повышение точности геометрической формы и размеров кольцевых изделий; снижение трудоемкости и себестоимости изготовления изделий за счет упрощения технологического процесса ;возможность использования широ5 ского диапазона материалов для изготовления изделий;стабильность получения колец с за анными параметрами; осуществление автоматизации процесса изготовления кольцевых изделий.
Формула изобретения
Способ изготовления кольцевых изделий типа поршневых колец путем прокатки заготовки мерной длины между двумя вращающимися в противоположных направлениях валками с изменением соотношения их линейных скоростей, отличающийся тем, что, с целью повышения точности геометрической формы и размеров изделий изменение скорости валков осуществляют по длине заготовки в следующем соотношении
5 vi/Va 1 + г
где Vj Vj - линейные скорости соответственно первого и второго валков;
.t - радиальная толщина кольце0 - вого изделия;
р(Ч) - радиус кривизны кольцевого изделия в зависимости от угловой координаты текущего сечения заготовки;
5 V - угловая координата (центральный угол)текущего сечения заготовки.
«Источники информации, принятые во внимание при экспертизе
1.Патент Франции 2181406, кл. F 16 I 9/00, 1973.
2.Авторское свидетельство СССР № 429872, кл. В 21 D 1/06, 1972.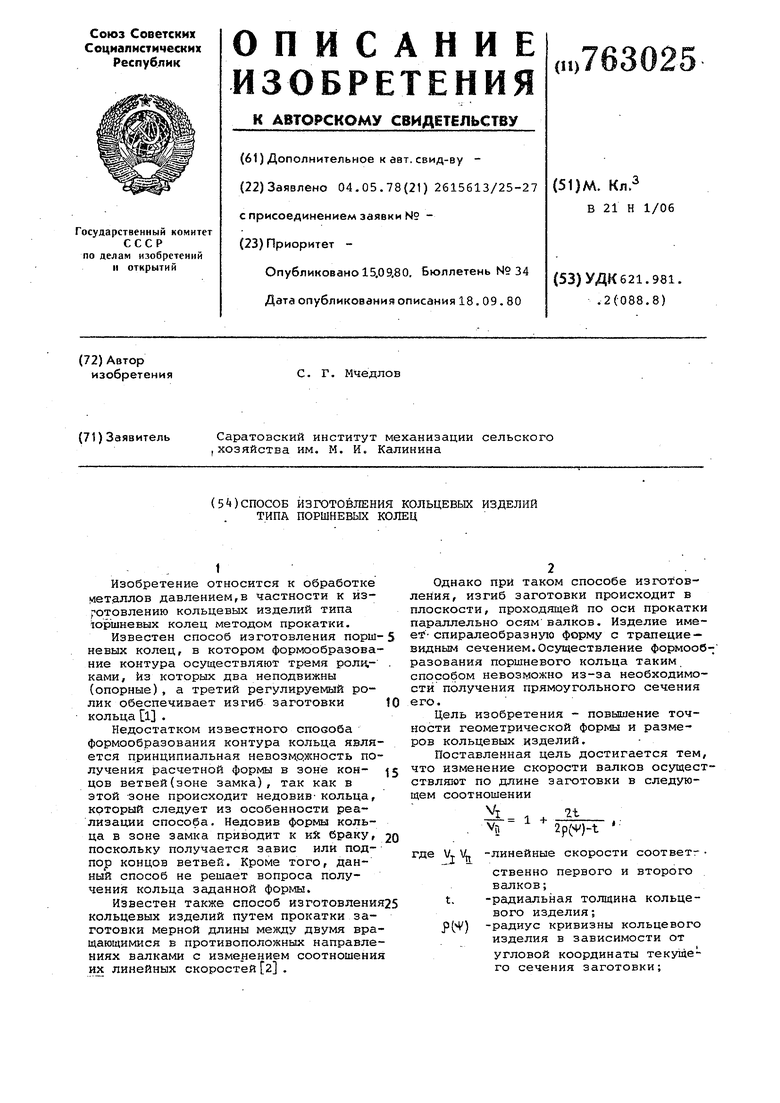
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| Способ изготовления конических кольцевых деталей | 1978 |
|
SU743758A1 |
| Способ изготовления разрезных колец из прямолинейных заготовок | 1980 |
|
SU925478A1 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| Способ прокатки изделий | 1979 |
|
SU832852A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
| Способ прокатки колец в закрытых калибрах | 1991 |
|
SU1821279A1 |
| Устройство для гибки заготовок | 1979 |
|
SU929275A1 |