1
Изобретение относится к обработк металлов давлением, в частности к гибке изделий в специальных приспособлениях .
Известен способ гибки лопаток направляющего аппарата воздушного нагнетателя, заключающийся в консольном закреплении заготовки и изгибе свободного ее конца по профильному копиру 1 .
Этот способ является малопроизводительным и дает нестабильный радиус гиба.
Цель изобретения - повъапение произвол и те льностти и качества лопаток.
Для этого по предлагаемому способу используют четное количество заготовок, контактирующих попарно свободными концами на длине, определяемой требуемым радиусе изгиба, а гибку осуществляют при ; повороте заготовок вокруг общей оси в прютивоположные стороны.
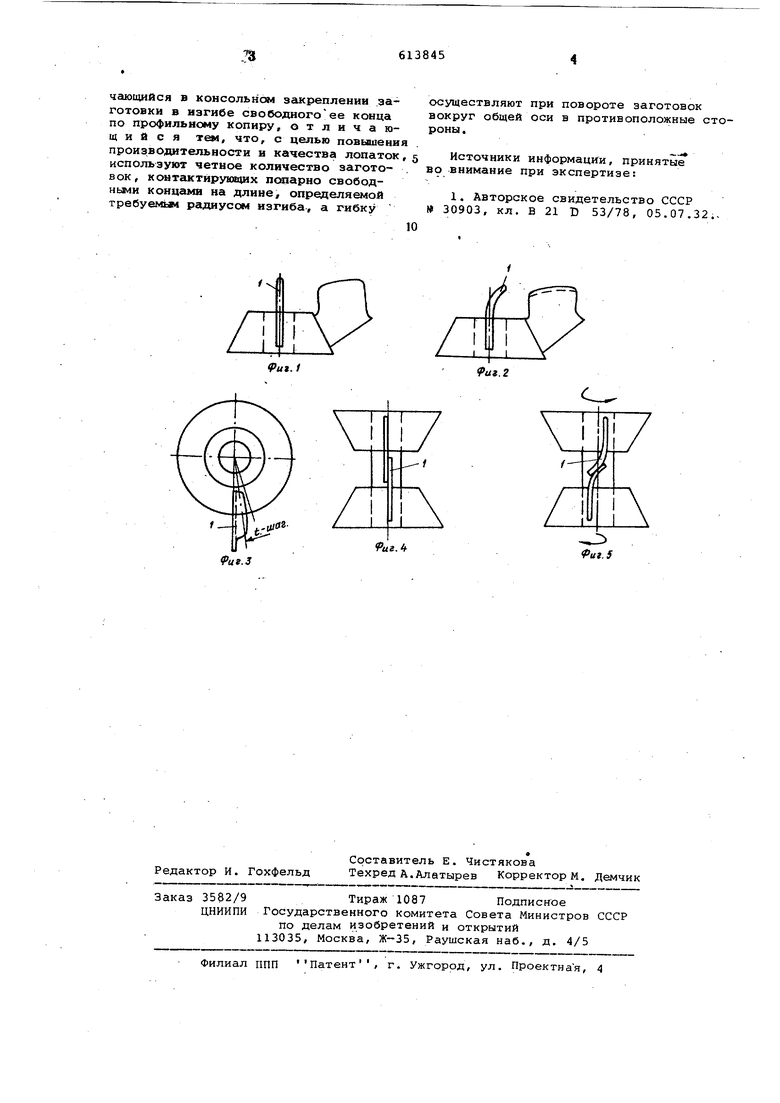
Способ поясняется чертежами, гд на фиг. 1 показана заготовка направляющего аппарата, у которой лопатки еще не изогнуты (изображены две лопатки из 40); на фиг. 2 и 3 - аппарат с изогнутыми по радиусу лопатками; на фиг. 4 - положение двух ло,паток из 80 перед гибкой двух сопря женных аппаратов, подготовленных к вращению относительно общеЛ оси в противоположные стороны; на фиг. 5- гибка одной пары лопаток во взаимодействи двух аппаратов.
Гибку .производятследующим образом.
Два аппара.та собирают на общей оправке, ориентируя их так, что концы лопаток 1, подлежащих изгибу, взаимно контактируются на длине, определяемой неоёходимым радиусом гибки. При этом с обратаоК стороны каждая лопатка опирается на радиусный копир. При взаимнсм вращении аппаратов на некоторый угол относительно общей оси лопатки одного аппарата, взаимодействуя с лопаткг1ми .другого аппарата и опираясь на кся1иры, взаимно изгибаются, воспроизводя кривизну копира.
Предлагаемый способ позволяет увеличить производительность труда в десятки раз, а также обеспечивает отличное качество гибки, В случае необходимости процесс может быть механизирован
Формула изоб{ етения
Способ гибки лопаток направляющего аппарата воздушного нагнетателя, заилю
чающийся в консольном закреплении .заготовки в изгибе свободногоее конца по профильному копиру, о т л и ч а rout и а с я тем, что, с целью повышения производительности и качества лопаток, 5 используют четное количество заготовок, контактирующих попарно свободными концами на длине, определяемой требуемьи ращнусом нагиба, а гибку
осуществляют при повороте заготовок вокруг общей оси в противоположные стороны.
Источники информации, приняты во внимание при экспертизе:
1. Авторское свидетельство СССР 30903, кл. В 21 D 53/78, 05.07.32.10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления направляющих лопаток гидромашины | 1980 |
|
SU996007A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОЧНОГО ЭЛЕМЕНТА И РЕШЕТОЧНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2115179C1 |
| Устройство для гибки труб | 1977 |
|
SU733786A1 |
| ЗАТРАВКА ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК КРИВОЛИНЕЙНОГО ТИПА | 2000 |
|
RU2224620C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1972 |
|
SU446156A1 |
| Устройство для гибки обкаткой | 1988 |
|
SU1558531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
