(54) УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки труб | 1977 |
|
SU740340A1 |
| Устройство для двусторонней гибки змеевиков | 1979 |
|
SU871892A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Инструмент для гибки труб | 1974 |
|
SU509325A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU411941A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Установка для навивки змеевиков | 1980 |
|
SU919781A1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
1
Изобретение относится к машиностроению, в частности к устройствам для гибки труб.и может быть использовано в трубогибочном производстве при изготовлении плоских змеевиков.
Известно устройство для гибки змеевиков, содержащее станину с установленными на ней гибочным;- шаблоном и связанными с приводом гибочным и калибрующим роликами 1.
Однако это устройство не обеспечивает гибку змеевиков с малыми радиусами изгиба, а при гибке змеевиков с прямыми участками требует сложной манипуляции с заготовкой при установке ее в исходное положение для очередной гибки.
Наиболее близким к описываемому по технической сущности является уст ройство для гибки труб, содержащее гибочный пуансон и симметрично расположенные относительно пуансона поворотные рычаги с буферными элементами и с гаарнирно-закрепленными на их концах полуматрицами, выполненными в виде секторов с центральным углом 180° и связанньми с пуансонсмл зубчатым зацеплением 2.
Недостаток этого устройства заключается в том, что оно не обеспечивает гибку змеевиков на малый радиус изгиба, а пси гибке на большой радиус вследствие движения пуансона и перемещения центра изгиба затрудняет осуществление механизации подачи заготовки и усложняет технологию гибки в результате сложных передвижений заготовки от одного перехода к другому.
10
Цель изобретения - расширение диапазона радиусов гибки и упрощения технологии изготовления змеевиков и повышение производительности.
. Это достигается тем, что в предла15гаемой конструкции пуансон выполнен в виде дв.ух роликов, установленных на общей оси с возможностью осевого перемещения, а секторы выполнены в виде Т-образных в продольном сечении
20 элементов с выступающими на торцах сегментами, имеющими профильные ручьи для трубы.
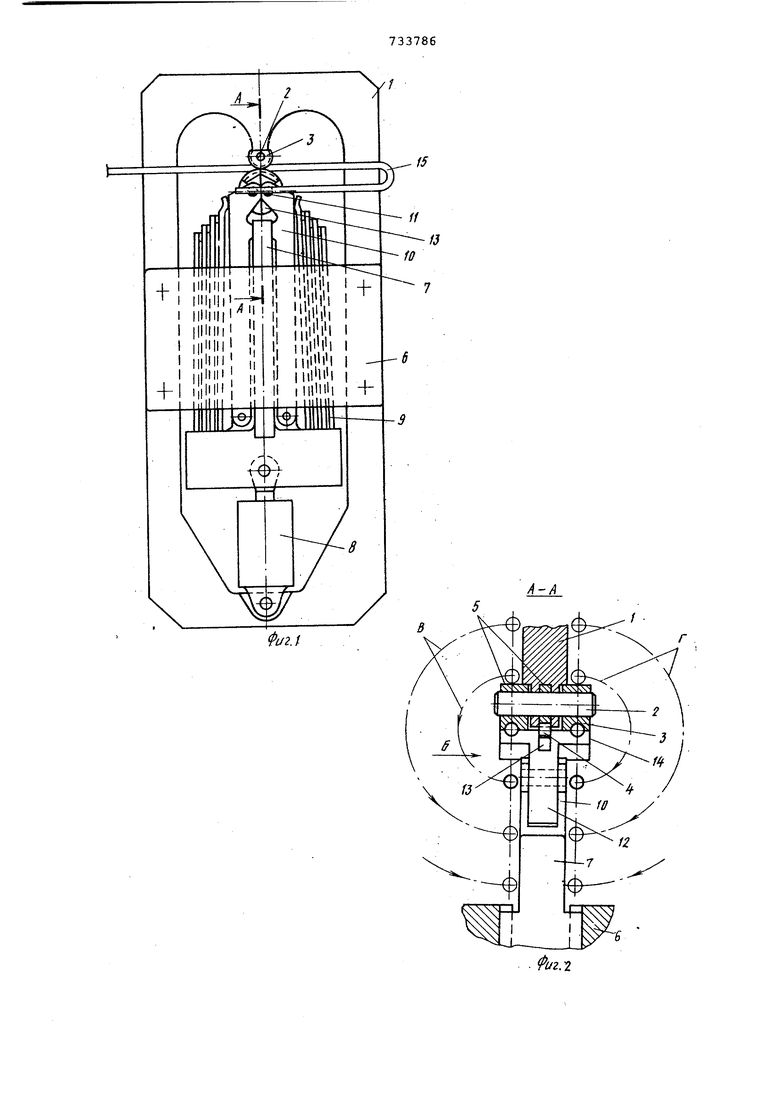
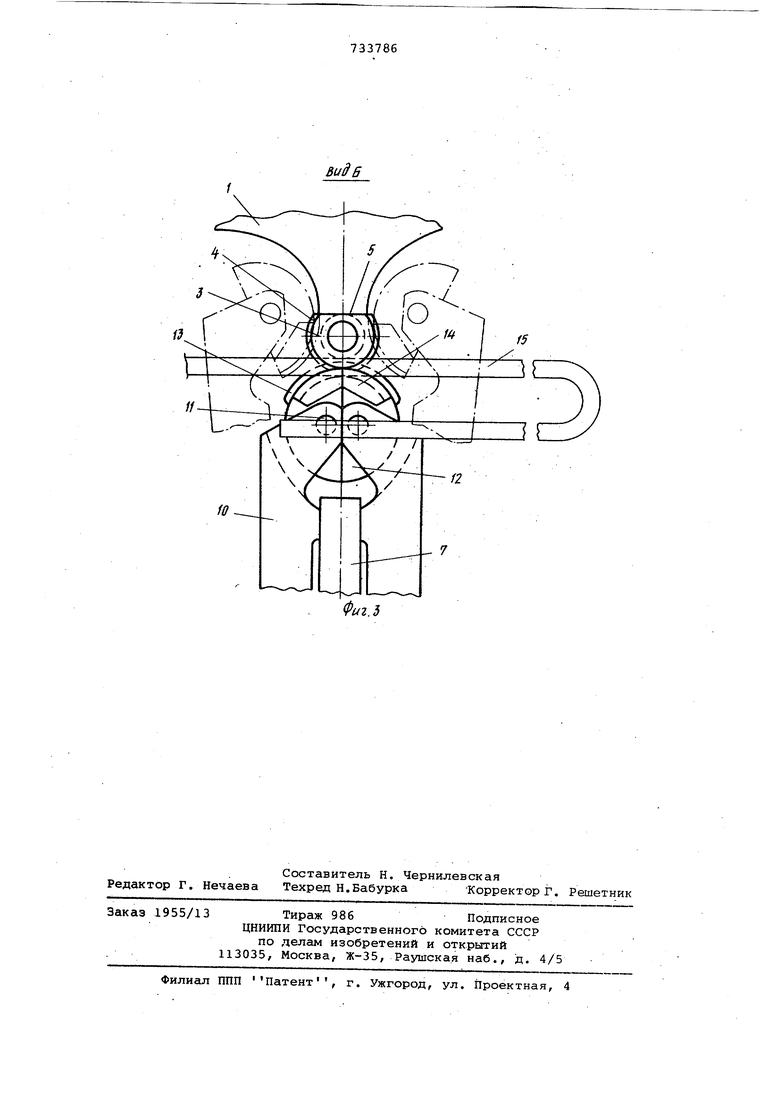
На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же, раз25рез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг.. 2..
Устройство имеет корпус 1 с закрепленной в нем осью 2, пуансон, выполненный в виде двух установленных
30 на этой оси роликов 3, и закрепленное на той же оси зубчатое колесо 4, имеющее лыски 5, контактирующие с соответствующими площадками на корпусе и фиксирующие их от проворачивания, В направляющих 6 корпуса установлен ползун 7, соединенный с гидроцилиндром 8. На ползуне смонтированы буферные элементы в виде пружин 9 и шарнирно закреплены рычаги 10, взаимодействующие с буферными элементами. На осях 11, закрепленных на концах рычагов 10, установлены полуматрицы, выполненные в виде гибочных секторов 12 с жестко связанными с ними зубчатЕлми секторами 13, находящимися в зацеплении с-зубчатым колесом 4. Гибочные секторы выполнены Т-образной в сечении формы, и каждый из них имеет по сегменту 14 с каждого торца с .формующим профильным ручьем.
Устройство работает следующим образом.
Трубные заготовки 15 концами продвигают в зазоры, образованные ручьями гибочных секторов 12 и роликов 3 в исходное положение. При этом ползун 7 устанавливается таким образом, чтобы трубные заготовки свободно проходили в зазоры, а зубчатое колесо 4 и секторы 13 не выходили полностью из зацепления друг с другом.
Включение гидроцилиндра 8 на рабочий ход ползун 7 по направляющим 6 вместе с рычагами 10, гибочными секторами 12 перембацаются до касания гибочных секторов с роликами 3. При этом ролики, соприкасаясь своими ручьями с трубными заготовками и перемещаясь вдоль оси 2, будут самоустанавливаться по их поверхностям до полного охватывания их ручьями гибочных секторов 12 и роликов 3.
При дальнейшем перемещении ползуна 7 в сторону роликов 3 гибочные секторы 12 будут раздвигаться в противоположные стороны и, прижимаясь суммарным усилием от усилий пружин и гидроцилиндра к роликам я обкатывания их, изогнут трубы на необходимый угол с учетом уменьшения его после гибки за счет упругой деформации заготовок и займут положение, показанное на фиг. 3.
После отвода гибочных секторов 12 в исходное положение изогнутые трубы поворачивают вокруг роликов 3 на 90 так, чтобы длинные концы заготовок 15 снова находились в исходном положений ..
Затем перемещают каждую заготовку вдоль ее оси на шаг, определенный длиной змеевика.
Поворачивая каждую согнутую заготовку вокруг собственной оси на 180 согласно траекториям В и Г, показаннъал на фиг. 2, устанавливают их в исходное положение для следующего е перехода. С целью осуществления такого поворота, ролики 3 имеют лыски 5 с тыльной стороны, выполненные на глубину не менее глубины формующего ручья, вследствие чего ветви змеевиQ ков с этой стороны не охвачены формующими ручьями, а гибочные секторы 12 выполнены с выступающими на торцах сегментами 14 с формующими ручьями, которые свободно размещаются в пространстве между ветвями змеевика.
Эти движения повторяются от перехода к переходу, количество которых определяется количеством изгибов змеевика.
Предлагаемое изобретение позволяет
0 производкГтъ гибку змеевиков на малый радиус изгиба вследствие выполнения гибочных секторов с выступающими на их торцах сегментами, снабженными . профильными ручьями для заготовки,
5 при этом расширяет диапазон изгиба и упрощает технологию изготовления змеевиков.
Формула изобретения
Устройство для гибки труб, содержащее гибочный пуансон, связанный с ним зубчатым зацеплением и расположенные симметрично относительно него поворотные полуматрицы в виде двух секторов, имеющих смещенные относительно оси симметрии оси поворота, закрепленных на концах рычагов, взаимодействующих с буферными элементами,
а также фиксатор, отличающ е е с я тем, что, с целью увеличения производительности путем упрощения технологии гибки и расширения диапазона радиусов гибки, пуансон
выполнен в виде двух роликов, установленных на одной оси с возможностью осевого перемещения, а секторы выполнены в виде Т-образных в продольном сечении элементов с выступающими на
торцах сегмента1ми, имеющими профильные ручьи для труб.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР
№ 480690, кл. В 21 D 11/06, 1969.
2, Авторское свидетельство СССР по заявке № 2503268/25-27, кл. В 21 D 7/02, 01.07.77.
