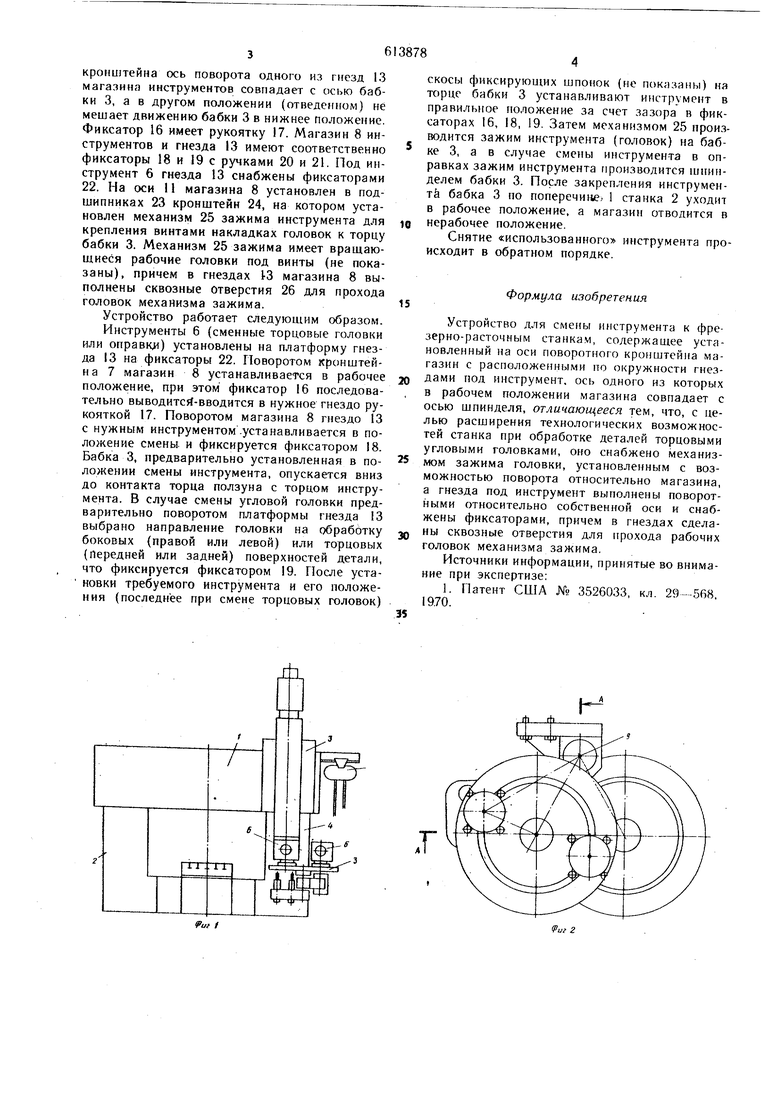
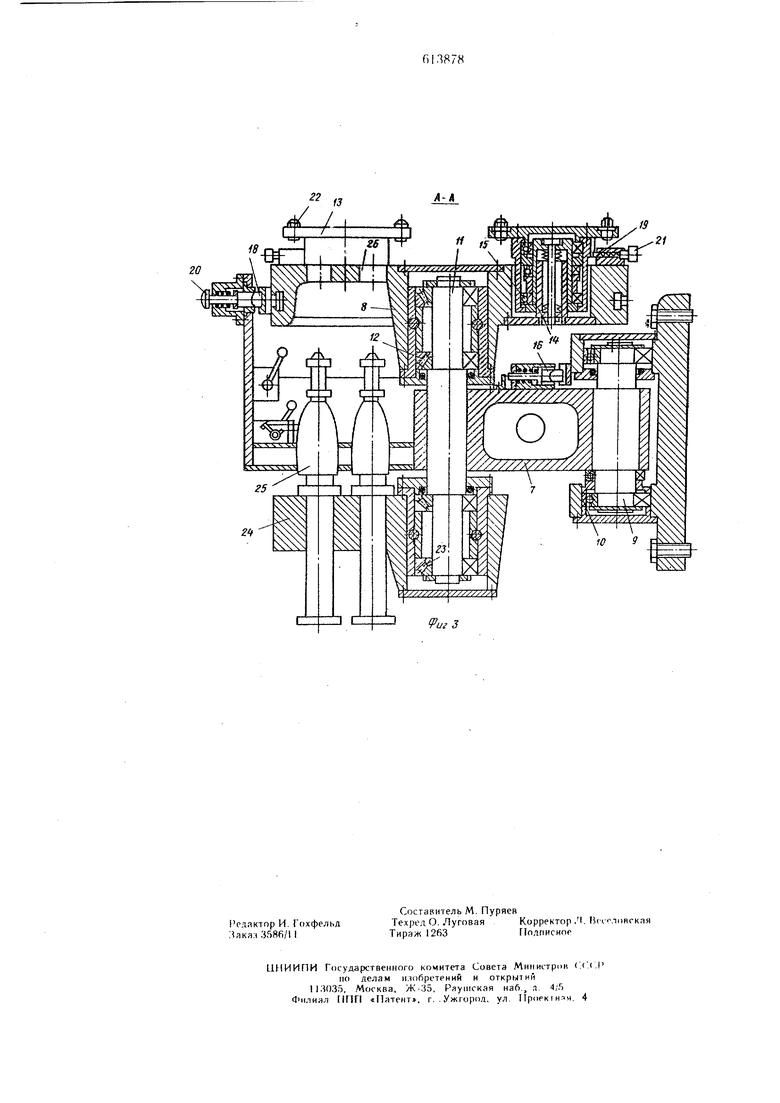
(54) УСТРОЙСТВО ДЛЯ СМЕНЫ ИНСТРУМЕНТА кронштейна ось поворота одного из пгсзд 13 магазина инструментов совпадает с осью бабки 3, а в другом положении (отведенном) не мешает движению бабки 3 в нижнее положение. Фиксатор 16 имеет рукоятку 17. Магазин 8 инструментов и гнезда 13 имеют соответственно фиксаторы 18 и 19 с ручками 20 и 21. Под инструмент 6 гнезда 13 снабжены фиксаторами 22. На оси П магазина 8 установлен в подшипниках 23 кронштейн 24, на котором установлен механизм 25 зажима инструмента для крепления винтами накладках головок к торцу бабки 3. Механизм 25 зажима имеет вращающиеся рабочие головки под винты (не показаны), причем в гнездах 1-3 магазина 8 выполнены сквозные отверстия 26 для прохода головок механизма зажима. Устройство работает следующим образом. Инструменты 6 (сменные торцовые головки или onpaBK i) установлены на платформу гнезда 13 на фиксаторы 22. Поворотом кронштейна 7 магазин 8 устанавливается в рабочее положение, при этом фиксатор 16 последовательно выводится-вводится в нужное гнездо рукояткой 17. Поворотом магазина 8 гнездо 13 с нужным инструментом .устанавливается в положение смены и фиксируется фиксатором 18. Бабка 3, предварительно установленная в положении смены инструмента, опускается вниз до контакта торца ползуна с торцом инструмента. В случае смены угловой головки предварительно поворотом платформы гнезда 13 выбрано направление головки на обработку боковых (правой или левой) или торцовых (передней или задней) поверхностей детали, что фиксируется фиксатором 19. После уста ковки требуемого инструмента и его положения (последнее при смене торцовых головок) косы фиксирующих шпонок (не показаны) на орце бабки 3 устанавливают инструмент в равильное положение за счет зазора в фикаторах 16, 18, 19. Затем механизмом 25 произодится зажим инструмента (головок) на бабе 3, а в случае смены инструмента в опавках зажим инструмента производится шпинелем бабки 3. После закрепления инструменй бабка 3 по поперечине. 1 станка 2 уходит в рабочее положение, а магазин отводится в нерабочее положение. Снятие «использованного инструмента происходит в обратном порядке. Формула изобретения Устройство для смены инструмента к фрезерно-расточным станкам, содержащее установленный на оси поворотного кронштейна магазин с расположенными по окружности гнездами под инструмент, ось одного из которых в рабочем положении магазина совпадает с осью шпинделя, отличающееся тем, что, с целью расширения технологических возможностей станка при обработке деталей торцовыми угловыми головками, оно снабжено механизмом зажима головки, установленным с возможностью поворота относительно магазина, а гнезда под инструмент выполнены поворотными относительно собственной оси и снабжены фиксаторами, причем в гнездах сделаны сквозные отверстия для прохода рабочих головок механизма зажима. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 3526033, кл. 29-568, 19.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смены рабочих головок | 1980 |
|
SU933374A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Инструментальный магазин | 1977 |
|
SU663535A1 |
т-г
fuf f
Уиг г
