Основная причина сравнительно слабого развития центробежного литья заключается в трудности получения отливок с внутренними фасонными очертаниями.
Известны попытки осуществить такие отливки путем регулирования сечения струи металла, вытекающего из жолоба, но устройства такого рода имеют недостаток, заключающийся в трудности точной регулировки и связанной с этим недостаточной четкости внутренних контуров.
Настоящим изобретением предлагается способ получения центробежных отливок с внутренними фасонными очертаниями также путем регулирования количества вытекающего металла на различные участки формы, но это регулирование осуществляется за счет сообщения разливочному жолобу переменной скорости перемещения вдоль оси формы. Чем медленнее передвигается жолоб, тем толще получается отливка по внутренней .поверхности, чем быстрее тем тоньще. Скорость передвижения жолоба регулируется в предлагаемом изобретении тем, что на конец его (жолоба) действует передвигаемый перпендикулярно к оси формы копир с заранее
рассчитанной кривизно -;, чем обеспечивается получение отливки с определенными внутренними очертаниям -: и плавными переходами.
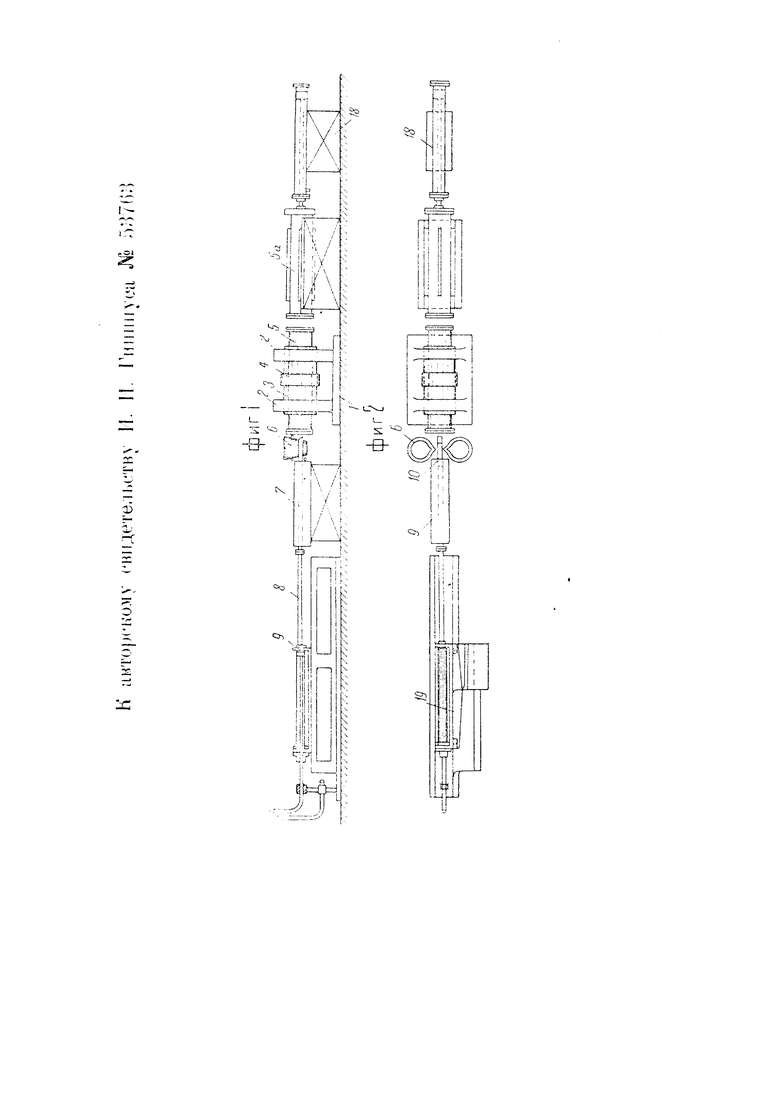
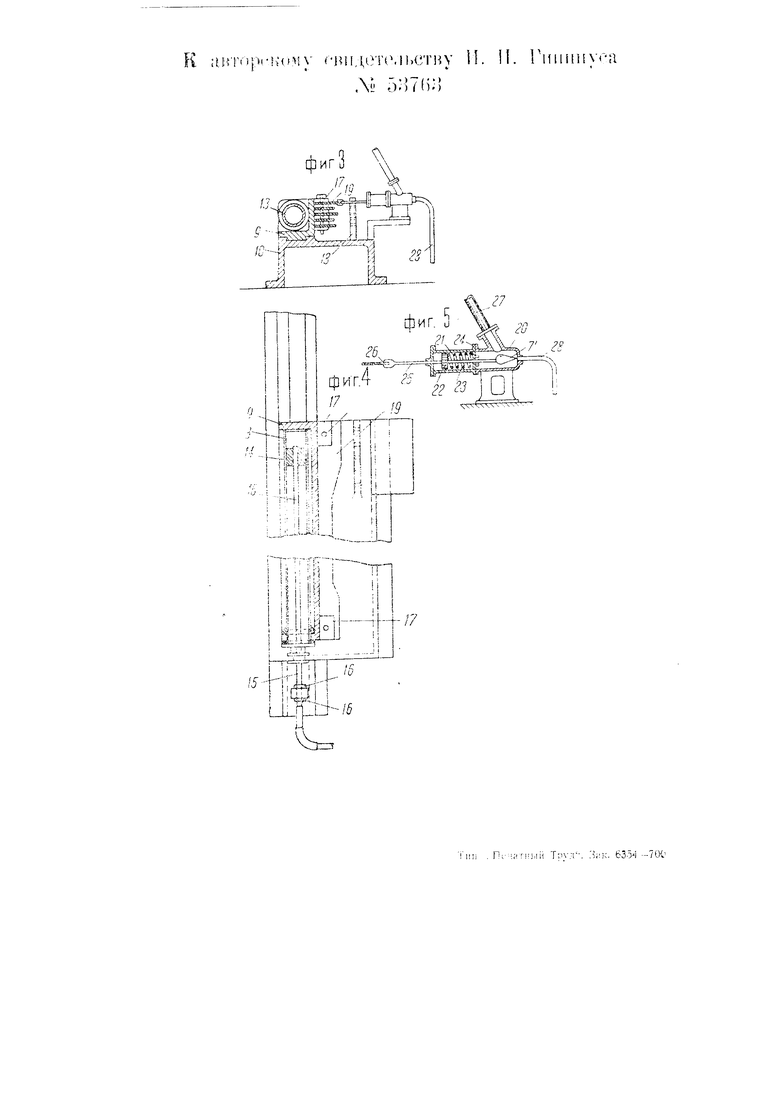
На чертеже фиг. 1 изображает общий вид центробежной установки: фиг. 2-вид его в плане; фиг. 3 и 4- вид устройства для движения копиров в двух проекциях; фиг. 5-клапан гидравлической передачи к жолобу.
На двух парных стойках 2 (фиг. 1 и 2). укрепленных на станине 7 центробежной литейной машины, расположены ролики, нз которых вращается ротор 3, приводимый во вращение ременной передачей, надетой на обод 4 ротора. Внутрь ротора 3 вставляется форма-кокиль .5, Рядом показана форма-кокиль 5а, приготовленная к вкладыванию в ротор 5. Металл в заливочный жолоб / поступает из дозировочных ковшей 6. из которых один служит запасным. Жолоб 7 снабжен тягой 8, которая укреплена на торце ползуна 9.
Устройство для движения копиров (фиг. 3 и 4) состоит из станины 10, по направляющим которой движется ползун 9, несущий копиры 19. На ползуне 9 неподвижно укреплен цилиндр J3. внутри которого находится
поршень 14, uiTOK /5 которого выполнен в виде трубы и используется для подачи напорной воды в переднюю часть цилиндра. Шток /5 крепится к станине 10 гайками /б. При подаче воды в переднюю часть цилиндра 13 последний, вместе с ползуном 9, движется вдоль станины W. На концах ползуна имеются приливы /7 с прорезами, куда вставляются копиры 19. На передней части станины 10 установлена стойка 18 с прорезами, расположенными на одном уровне с прорезами в приливах 17 и предназначенными для шпинделей клапанов гидравлической передачи к жолобу.
Последний (фиг. 5) состоит из корпуса 20 клапана, соединенного с цилиндром 21, внутри которого ходит поршень 22, отжимаемый (по чертежу влево) пружиной 23. Пружина упирается в заднюю стенку 24 цилиндра 21. Клапан 7 сидит на шпинделе 25, на котором жестко закреплен поршень 22. Конец шпинделя 25 выполнен в виде вилки, на оси которой вращается ролик 26. Вода поступает по трубе 27 и выходит по трубе 28, подающей воду в двигатель передвижения жолоба.
Копир 19, надвигаясь при своем движении на ролик 26 шпинделя 25, или передвигает клапан вправо, вследствие чего перекрывается отверстие в корпусе клапана или, наоборот, дает возможность клапану, под воздействием пружины 23, отодвигаться влево. В первом случае коли-ество воды, подаваемое в двигатель
передвижения жолооа, уменьшится, отчего соответственно уменьшится и
скорость передвижения жолоба, что, в свою очередь, будет иметь следствием увеличение количества вылиБаемого металла на соответствуюш,ем участке формы-кокиля, т. е. отливка получит в этом месте утолцдение. Во втором случае, наоборот, количество поступающей воды увеличится, и жолоб будет двигаться быстрее, отчего отливка на соответствующек
участке будет получаться тоньше. Подобрав нужным образом кривизну копира, длина которого равна длине
отливки, получают отливки с заранее заданным фасонными очертаниями.
Предмет изобретения.
1.Способ получения центробежных отливок с внутреннигЖ фасонными очертаниями путем регулирования количества металла, подаваемого на различные участки вдоль отливки в соответствии с требуемым очертанием, отличающийся тем, что указанное регулирование подачи металла осуществляют за счет сообщения разливочному жолобу переменной скорости перемещения вдоль оси формы.
2.Устройство для осуществления способа по п. 1, отличающееся применением распопоженного вне формь; копира 19, предназначенного при своем продольном перемещении вместе с жолобом 7 воздействовать на клапан 7 (фиг. 5) гидравлической передачи к .жолобу.
&
s -
Й5Й)
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина карусельного типа для центробежной отливки | 1940 |
|
SU61435A1 |
| Устройство для извлечения отливки из ротора центробежной машины | 1978 |
|
SU749557A1 |
| Станок для центробежной отливки | 1935 |
|
SU44008A1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| Способ центробежного литья | 1937 |
|
SU53255A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО КАНТОВАНИЯ СЛИТКОВ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ | 1935 |
|
SU48421A1 |
| Устройство для извлечения отливок | 1980 |
|
SU933220A1 |
JZ
.--J I
к ;.иГГ)рсЬ(Му (НИДО Ч 1ЬеТИУ 11. I у ,3 и
/ 1 I iW- ; j- I Hi
мИНй 1 1 : i
. ГИ11П11 Г;1
До (i;
