Иаобретение огнйсится к области обработки металлов павЛением, преимущест венно к листовой штамповке.
Известен штамп дпя вытяжки коробчатых изделий, содержащий эпасттлчкую мвт рицу, пуансон и прижим с прямоугольным рабочим отверстием 1 .
Недостатком известного штампа явля. ется возможность Образования rcxjipOB и скпадок в угловых зонах изделия.
С целью пов ышэния качества Издетгай в предлагаемом штампе прижим выполнен с канавками на рабочей поверхности, при мыкакяцями к рабочему отверстию в его угповых зонах, при этом глубина канавоц увеличивается: в направлении рабочего от верстия прижима.
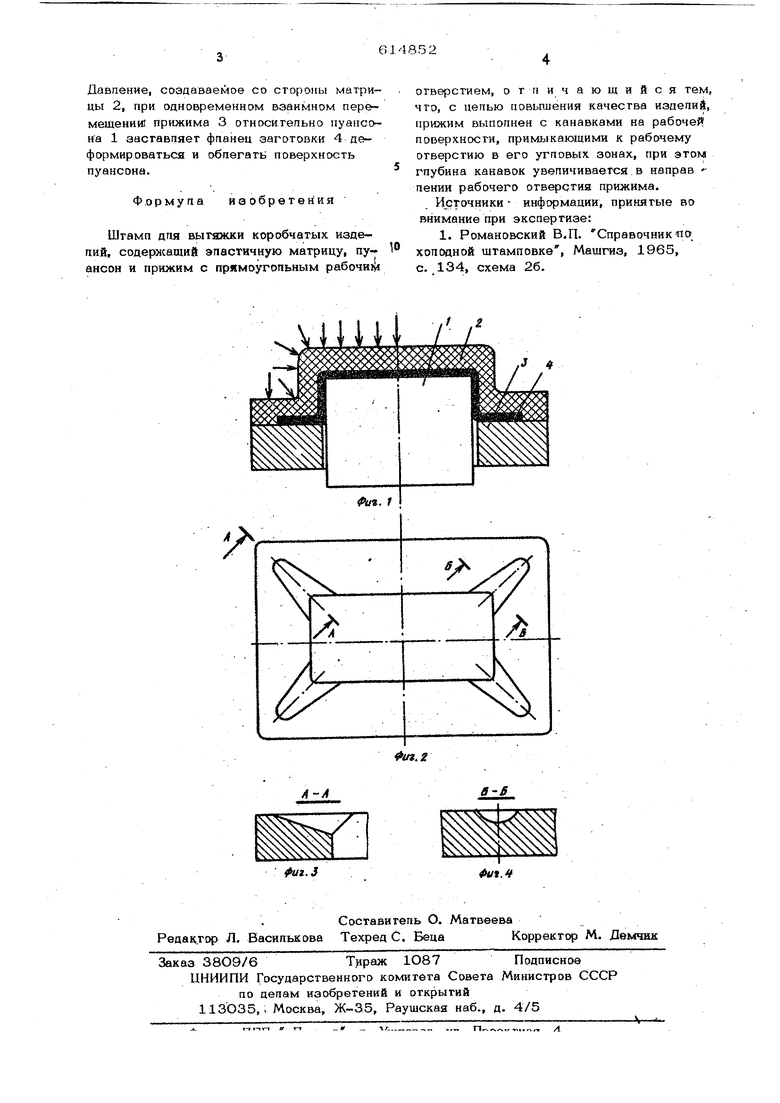
На фиг. 1 изофаж н прилагаемый штамп для Шз1тяжки в момент обтяжки пуансона заготовкой; на фиг. 2 - прижим вид сверху; на фиг. 3 - речение по А-А иа фаг. 2; на фаг. 4 - сечение по Б-Б ва фиг,2.
Штамп для вытяжки коробчатых азде ПИЙ иа пистового матервапа состоит вз
пуансона 1, наружные контуры которого соответствуют внутренним размерам штампуемой детали, эластичной матрицы 2, в которую внедряется пуансон, и прижима 3 с прямоугольным рабочим отверстием и канавками, примыкающими к рабочему отверстию в его угловых зонах.
Деффмированное состояние при коробок :характ изуется неодис(н стъю по периметру фпанца заготовки 4. При этом наибольшую степень деформашш испытывают угловые участки заготовки 4, которым свойственны сжимающие напряжения в окружном и растягивакицие в радиальном направлениях. Наличие канавок в угповых зонах прижима приводит к снижению величины сжимающих иапря- жений на участке сбега фланца авгогоо ки, что снижает скпадкос азовакие на боковых п оверхностях вытягиваемой дета- пи и создает возможен оста дпя повышения степени вытяжки.
Для осуществление процесса клтажкй плоскую заготовку 4 помещают между прижимом 3 я эпастячной матрицей 2. 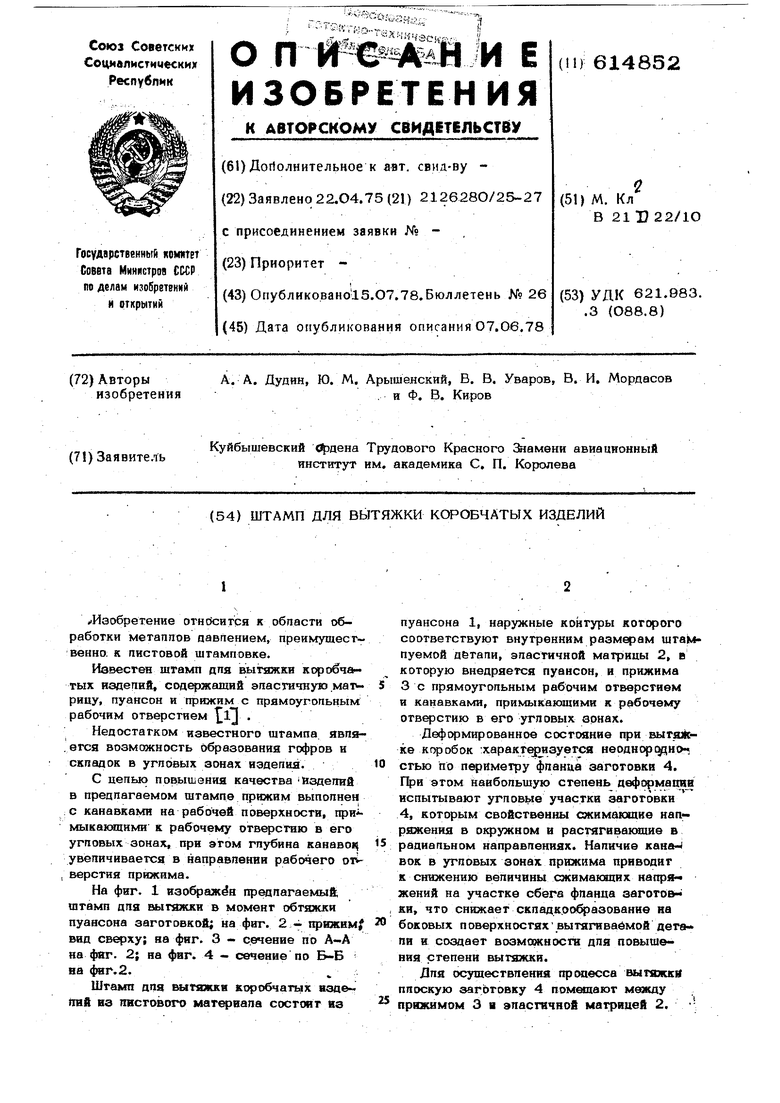
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |
| Штамп для вытяжки углов коробчатых деталей | 1979 |
|
SU856620A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Штамп для поэлементной вытяжки | 1979 |
|
SU863077A1 |
