Изобретение относится к устройствам для стыковой сварки стержней, преимущественно электродов автосвечей.
Известны автоматы для стыковой сварки стержней, в которых подача стержней осуществляется при помощи изолированных одна от другой поворотных револьверных головок. Недостатком их является низкая производительность.
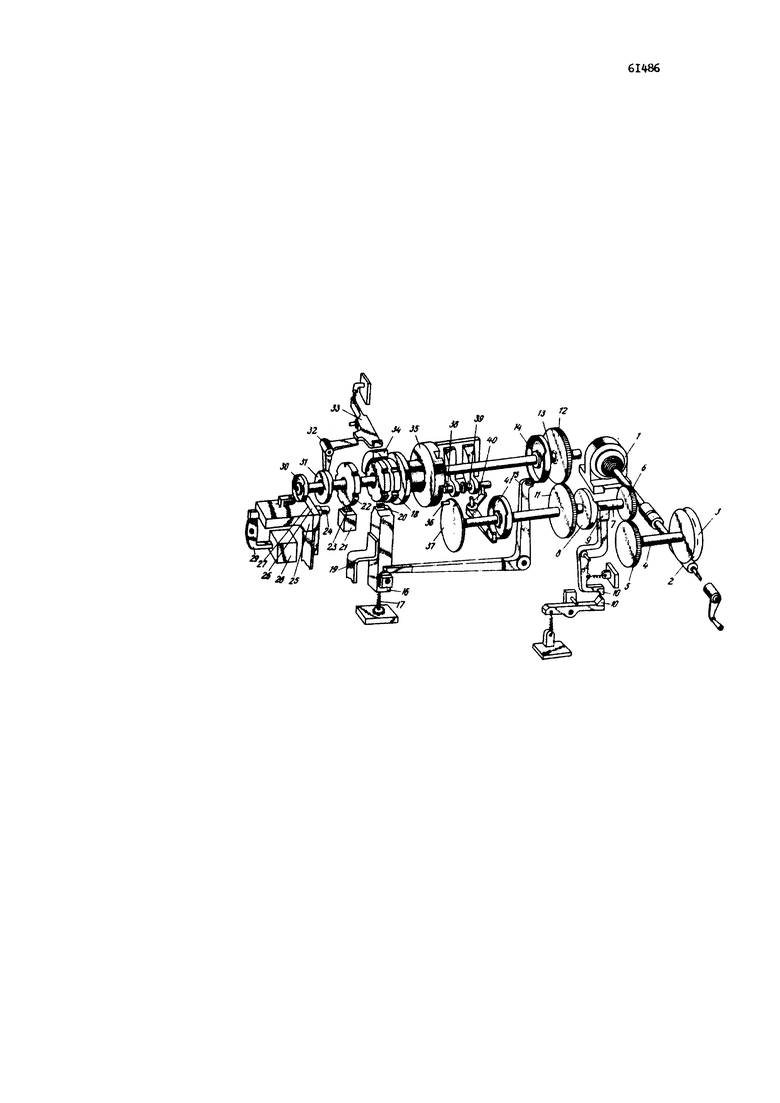
С целью устранения указанного недостака, в предлагаемом автомате предусмотрены два автоматически перемещающихся суппорта, поджимающие свариваемые стержни в гнездах револьверных головок, один из которых снабжен токоподводящим контактом, используемым также для зажатия одного стержня, а другой - установленным на пружине упором, поджимающим второй стержень с возможностью аксиального перемещения его в гнезде револьверной головки в направлении к первому стержню под действием второго токоподводящего контакта, установленного на горизонтально движущемся суппорте. На чертеже изображена кинематическая схема автомата.
На валу мотора 1 насажен червяк 2, связанный с червячной шестерней. 3. На другом конце вала 4 червячного редуктора 2-3 насаживается сменная шестерня 5, связанная с шестерней 6 вспомогательного вала 7. На этом вспомогательном валу насажен кулачок 8, связанный с рычагом 9, который в строго определенный момент цикла производит включение тока сварочной цепи посредством синхронного прерывателя 10. На том же валу 7 имеется шестерня 11, связанная с шестерней 12, которая заставляет вращаться главный вал 13 автомата. На валу расположен кулачок 14, который, действуя на изогнутый рычаг 15, производит перемещение вертикального суппорта 16 вверх и вниз. Пружина 17 прижимает суппорт и с ним один из стержней (на чертеже не показан) по образующей к гнезду револьверной головки 18. К вертикальному суппорту присоединен один конец вторичного витка 19 сварочного трансформатора, а на его верхней торцовой части установлена токоподводящая эльконайтовая вставка 20.
Кроме того, к суппорту 16 прикреплен дополнительный суппорт 21, осуществляющий поджатие второго стержня к диску 22, жестко связанному с револьверной головкой 18, но изолированному от нее. Суппорт 21 имеет пружину (на чертеже не показана), которая дает возможность регулировать зазор между диском 22 и упором 23 суппорта 21, который при перемещении вертикального суппорта 16 погружается в тело последнего, тем самым давая возможность второму стержню двигаться в аксиальном направлении. На торец второго стержня давит электрод 24 горизонтального суппорта 25, укрепленный в латунной токоподводящей колодке 26, к которой прикреплен второй конец вторичного витка 19 сварочного трансформатора.
Колодка 26 изолирована пресс-шпановой прокладкой 27 от горизонтального суппорта 25. К стержню горизонтальный суппорт придвигается посредством груза 28 через рычаг 29, отодвигается кулачком 30, сидящим на глав-нон валу 13 автомата.
На валу 13 расположен еще один кулачок 31 магазинного устройства (на чертеже не показано), действующий на рычаг 32 и придающий колебательные движения собачке 33 для подачи свариваемых стержней на магазинного устройства в револьверную головку 18. Последняя одета в кожух 34, который не допускает выпадения или перекоса свариваемых стержней в гнездах головки и диска 22. Прерывистое движение револьверной головки задается шестипазовым мальтийским крестом 35, сидящим на тонко шпинделя головки. Он приводится в движение пальцем кривошипа 36, насаженным на диски 37 вспомогательного вала 7. Этот палец, совершая круговое движение, погружается в пазы мальтийского креста и поворачивает его каждый раз на 60°.
Фиксация мальтийского креста, а следовательно, и револьверной головки, осуществляется конусным пальцем 38, который в момент останова головки погружается в конические впадины, утопленные с торцовой стороны мальтийского креста. Это погружение осуществляется пружиной 39, а возвращение пальца в исходное положение - рычагом 40, связанным с кулаком 41, сидящим на вспомогательном валу 7.
Детали, подлежащие сварке, из магазинного устройства под действием собственного веса опускаются в гнезда револьверной головки, которая в этот момент остается неподвижной. Когда револьверная головка будет загружена обеими деталями, происходит поворот всего шпиндельного устройства. Детали за время поворота переносятся головкой по кругу на 60°, после чего останавливается все устройство.
Из магазинного устройства подается еще одна порция деталей, которая попадает в следующие гнезда револьверной головки и т.д.
После того как первая порция деталей в результате поворотов револьверной головки займет положение, диаметрально противоположное первоначальному, вступают в работу суппорты. Сначала подходит вертикальный суппорт 16 и зажимает одну из деталей в гнезде.
Дополнительный суппорт 21, укрепленный на ходовой части вертикального суппорта 16, поджимает вторую деталь к диску 22, обеспечивая направление этой детали. Затем горизонтальный суппорт 25 подходит и упирается в торец второй детали, производя необходимую просадку этой детали до положения, обеспечивающего плотное прилегание торцов детали один к другому. Когда детали достаточно зажаты, происходит подача импульса тока через кулачок 8 с последующей сваркой.
После окончания сварки суппорты быстро отходят в исходное положение, а револьверная головка, освободившись от фиксирующего устройства, поворачивается на 60°. В этот момент сваренная деталь выбрасывается в приемник готовых изделий (на чертеже не показан).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| АВТОМАТ ДЛЯ ДЕЛЕНИЯ И УПАКОВКИ ФОТОПЛЕНКИ | 1968 |
|
SU212818A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Суппорт токарного станка с револьверной головкой | 1974 |
|
SU493299A1 |
| Токарный автомат | 1986 |
|
SU1355360A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| РЕВОЛЬВЕРНЫЙ СУППОРТ ТОКАРНОГО АВТОМТГА | 1973 |
|
SU380392A1 |
Автомат для стыковой сварки стержней, например электродов автосвечей, в котором подача стержней к месту сварки осуществляется изолированным одна от другой револьверными головками, отличающийся тем, что для пожатия свариваемых стержней в нем установлены два автоматически перемещающихся суппорта, один из которых снабжен токоподводящим контактом, используемым также для зажатия одного стержня, а другой - установленным на пружине упором, поджимающим второй стержень с возможностью аксиального перемещения его в гнезде револьверной головки в направлении к первому стержню под действием второго токоподводящего контакта, установленного на горизонтальном суппорте.
