1
Изобретение относится к металлообработке, в частности к приспособлениям для нарезания резьбы преимущественно па коордииатно- и горизонтально-расточных станках.
Известны резцовые головки, применяемые для расточки и нарезания резьбы, позволяющие перемещать ползун только в радиальном направлении. В этом случае осуществляется процесс резания с одновременным участием в резании обеих режущих кромок и верщины резца.
Цель изобретения - повыщение производительности за счет врезания резца вдоль образующей профиля резьбы после радиального врезания на первом проходе.
Это достигается тем, что корпус головки установлен на оправке, оснащенной конусом Морзе, с помощью подщинников и дополнительно снабжен червяком, а на оправке закреплено червячное колесо, с которым зацепляется червяк в корпусе головки.
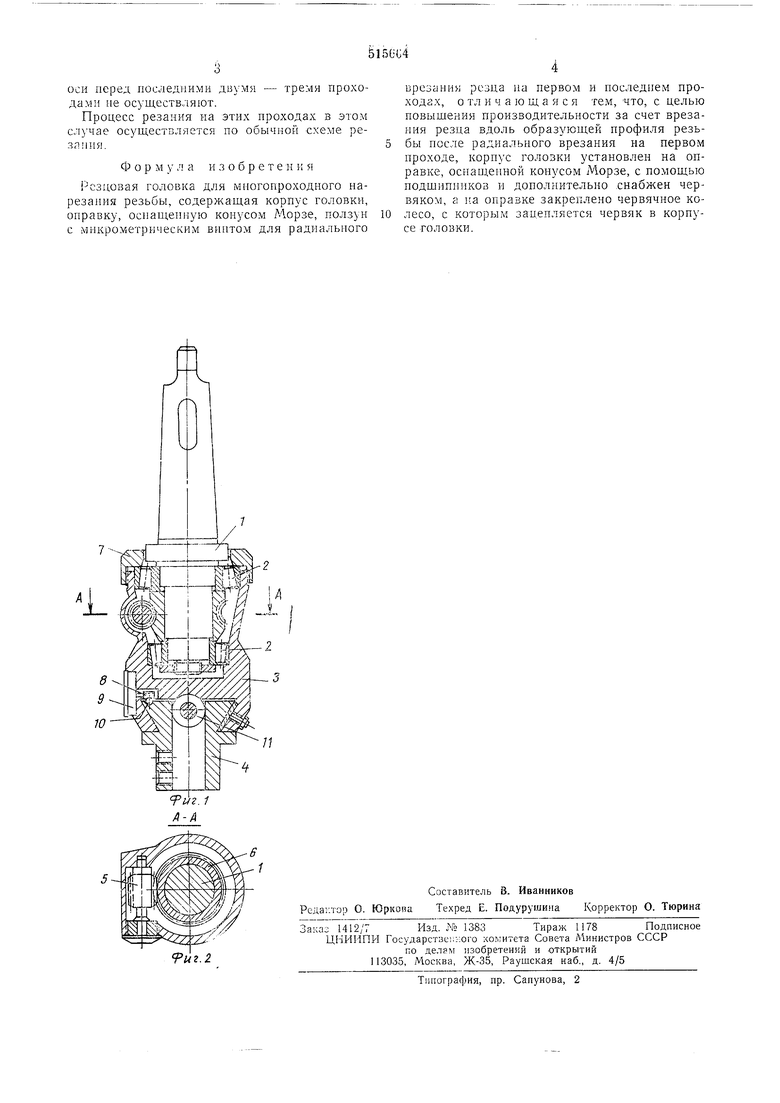
На фиг. 1 показана предлагаемая головка, осевое сечение; на фиг. 2 - сечение по А-А на фиг. 1.
Предлагаемая головка включает оправку I с коническим хвостовиком. Па шейках оправки установлены подщипники 2, на которых смонтирован корпус 3 головки. Корпус имеет паз для ползуна 4. Червяк 5 установлен в корпусе и находится в зацеплении с червячным
колесом 6, закрепленным на оправке. Сверху корпус головки затягивается накидной гайкой 7. Шестерня 8 индикатора 9 часового типа находится в зацеплении с рейкой 10, закрепленной на ползуне 4, и при его перемещении с помощью ходового винта 11 приводит во вращение механизм индикатора. Резец крепится в ползуне 4.
С помощью винта 11 ползун с резцом перемещается в радиальном направлении для снятия припуска первого прохода. После выполнения первого прохода резец выводится из резьбы тем же виитом II, и шппндель возвращается в исходное положение.
15
Перед вторым и каждым последующим проходами резец вместе с ползуном перемещается в радиальном направлении и с номощью червячной пары вместе с корпусом головки
поворачивается вокруг оси. Сочетание эти.х двух (радиального и углового) обеспечивает возможность осуществления процесса резания при нарезаиии резьбы с иаиравлением врезания вдоль образующей профиля резьбы, что создает бОоТее благоприятные услов1 я резания и позволяет повысить производительность за счет форсироваиня режимов резаиия.
При необходимости нарезания резьбы высокой точности поворот головки относительно
оси перед последними двумя - тремя проходами ие осуществляют.
Процесс резаиия на этих проходах в этом с.чучае осуществляется по обычной схеме резлпия.
Форм у л а и 3 о б р е т е и и я
Г- сзцовая головка для многопроходного нарезания резьбы, содержащая корпус головки, оправку, оснащенную конусом Морзе, ползун с микрометрическим впнтом для радиального
врезания резца па первом и последнем проходах, отличающаяся тем, что, с целью повыщения производительности за счет врезания резца вдоль образующей профиля резьбы после радиального врезания на первом проходе, корпус голозки установлен на оправке, оснащ,енной конусом Морзе, с помощью нодщипников и дополнительно .снабжен червяком, а па оправке закреплено червячное колесо, с которым зацепляется червяк в корпусе головки.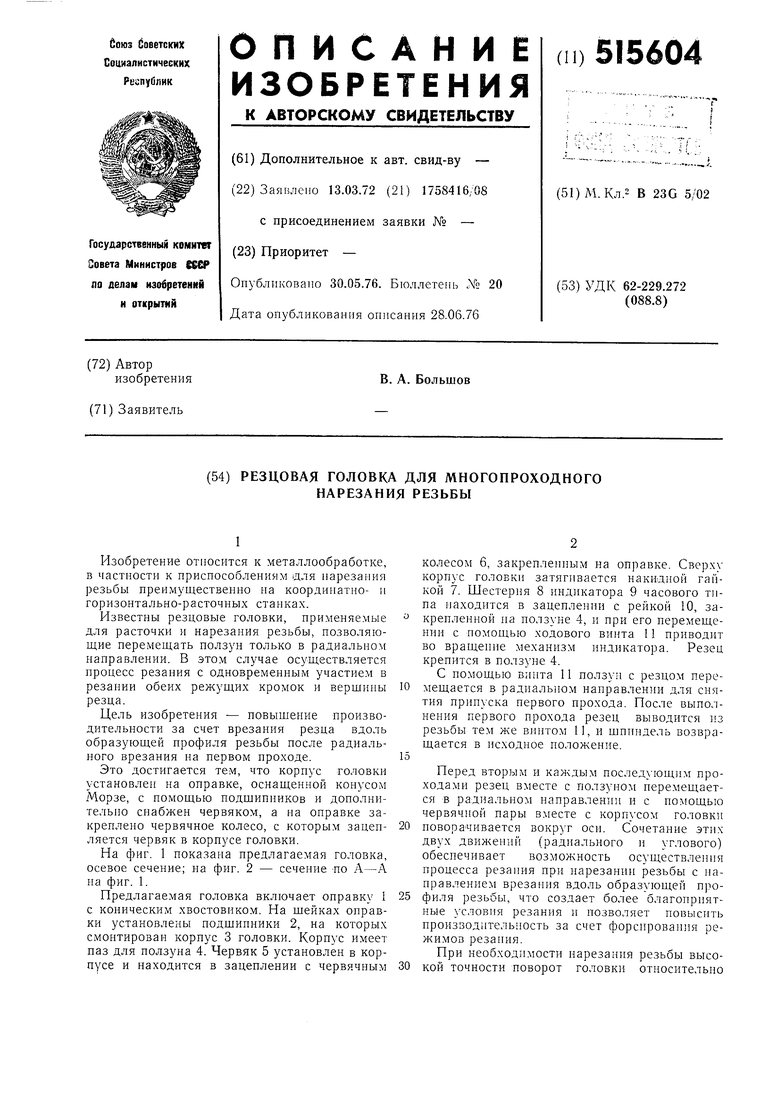
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьботокарный полуавтомат | 1974 |
|
SU490586A1 |
| Головка для обработки отверстий | 1981 |
|
SU994216A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Зуборезная головка | 1990 |
|
SU1787714A1 |
| ГОЛОВКА ДЛЯ ПОДРЕЗКИ ТОРЦОВ | 1973 |
|
SU380395A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ определения оптимального припуска по проходам при нарезании резьбы резцом | 1990 |
|
SU1815031A1 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
