Изобретение относится к электродуговой односторонней сварке стыковых еоединеиий и быть применено 0 раз,чнчнььч областях народного хозяйства при сварке в основном листовых металлических конструкций.
Известно устройство для формирования обратной стороны шва, содерлощее желоб, заполненный флюсом, и механизм его гр.ижнма 1 Устройство не позволяет достичь качест-. венного формирования обратной стороны шва, так как не обеспечивает равномерного поджатия флюса к свариваемым кромкам из-за непостоянства гранулометрического состава флюса.
Известно и другое устройство для формирования обратной стороны шва при сварке плавлением, содержащее металлический желоб с механизмом его прижима и размещенные в желобе слой флюса и подд гржи вающий слой {2.
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако известное устройство не позволяет формировать обратную сторойу шва достаточно высокого качества по всей .его
, так как слой состоит из частиц разjjnnfiofi формы 1.1 размеров, что приводит к нестабильной удельной плотности подстилающего слоя П9 длине устройства. Кроме того, слои флюса и подстилающего материала не отделены друг от друга, в результате чего они перемешиваются.
Цель изобретения - повышение качества формирования обратной .стороны-шва по всей его длине.
Для этого в предлагаемом устройстве желоб снабжен термостойкой эластичной прок.тадкой, размещенной между слоем флюса я поддерживающим слоем, при этом поддерживающий слой выполнен из металлических частиц одинакового размера, например, из сварочной проволоки длиной, равной диа.здетру проволоки.
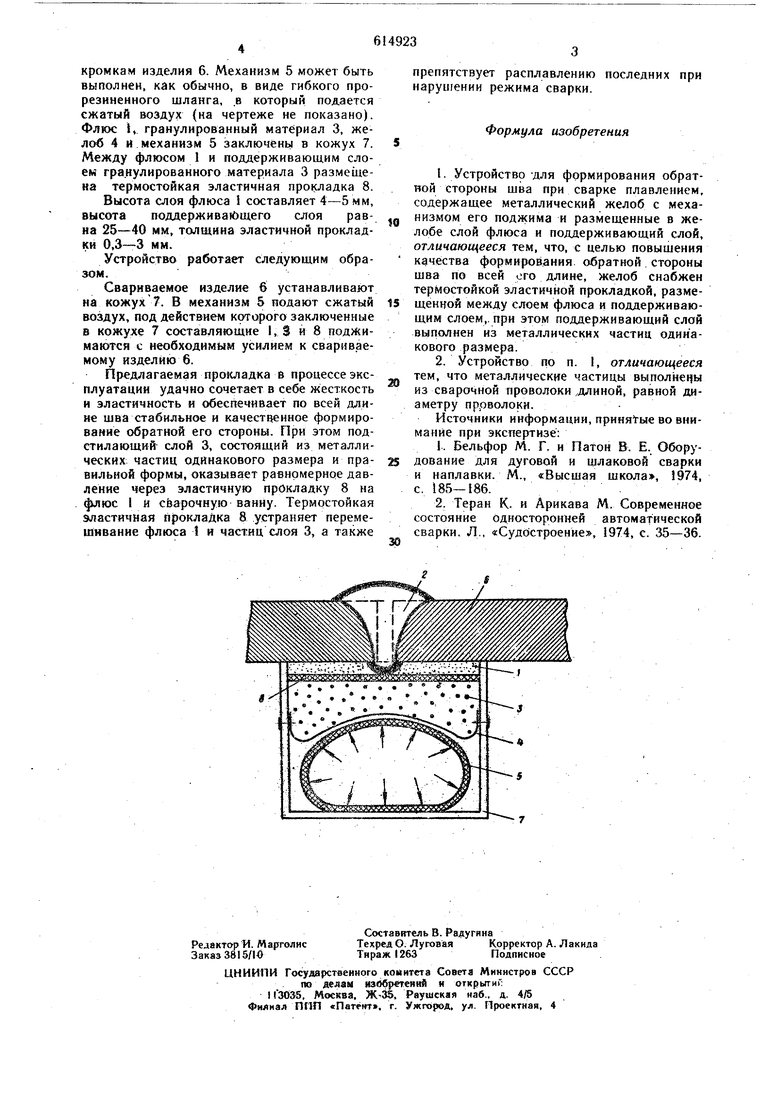
На чертеже изображена схема описываемого устройства.
Устройство состоит из слоя флюса i для формированкя обратной стороны шва 2 и подстн.нающего слоя 3 6 виде металлических частиц одинакового размера и правильной формы. Флюс н поддерживающий слой расположены в металлическом желобе 4, под которым установлен механизм 5 поджима для поджатия подкладки к свариваемым
кромкам изделия 6. Механизм 5 может быть выполнен, как обычно, в виде гибкого прорезиненного шланга, .в который подается сжатый воздух {на чертеже не показано). Флюс I, гранулированный материал 3, желоб 4 и механизм 5 заключены в кожух 7. Между флюсом 1 и поддерживающим слоем гранулированного материала 3 размешена термостойкая эластичная прокладка 8.
Высота слоя флюса 1 составляет 4-5мм, высота поддерживающего слоя равна 25-40 мм, толщина эластичной прокладки 0,3-3 мм.
Устройство работает следующим образом.
Свариваемое изделие 6 устанавливают на кожух 7. В механизм 5 подают сжатый воздух, под действием которого заключенные в кожухе 7 составляющие I, S и 8 поджимаются с необходимым усилием к свариваемому изделию 6.
Предлагаемая прокладка в процессе эксплуатации удачно сочетает в себе жесткость и эластичность и обеспечивает по всей длине шва стабильное и качественное формирование обратной его стороны. При этом подстилающий слой 3, состоящий из металлических частиц одинакового размера и правильной формы, оказывает равномерное давление через эластичную прокладку 8 на флюс I и сварочную ванну. Термостойкая эластичная прокладка 8 устраняет перемешивание флюса 1 и частиц слоя 3, а также
«г , , г я
препятствует расплавлению последних при нарушении режима сварки.
Формула изобретения
1.Устройство -для формирования обратной стороны шва при сварке плавлением, содержащее металлический желоб с механизмом его поджима и размещенные в желобе слой флюса и поддерживающий слой, отличающееся тем, что, с целью повышения качества формирования обратной стороны щва по всей его длине. Желоб снабжен термостойкой эластичной прокладкой, размещенной между слоем флюса и поддерживающим слоем,, при этом поддерживающий слой выполнен из металлических частиц одинакового размера.
2.Устройство по п. I, отличающееся тем, что металлические частицы выполнены из сварочной проволоки .длиной, равной днаметру пррволоки.
Источники информации, пpиняtыe во внимание при экспертизе:
1.Бельфор М. Г. и Патон В. Е. Оборудование для дуговой и щлаковой сварки и наплавки. М., «Высшая школа, 1974, с. 185-186.
2.Теран К. и Арикава М. Современное состояние Односторонней автоматической сварки. Л., «Судостроение, 1974, с. 35-36.
3
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1988 |
|
SU1524986A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| Устройство для формирования обратной стороны продольных швов | 1990 |
|
SU1802776A3 |
| Подкладка для формирования обратной стороны шва при односторонней сварке стыковых соединений | 1980 |
|
SU903009A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРНЯ СВАРНОГО ШВА | 2003 |
|
RU2252850C1 |
| Устройство для формирования корня кольцевого шва | 1989 |
|
SU1593872A1 |
| Устройство для формирования обратной стороны шва | 1984 |
|
SU1551507A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
