16 И 7/ 15 ФигЛ
Изобретение относится к сварочному производству и может быть использовано для сварки кольцевых стыков труб или других цилиндрических деталей с обратным формированием корня шва.
Цель изобретения - снижение трудоемкости обслуживания путем удаления флюсовой подушки после сварки без выведения устройства из рабочей зоны.
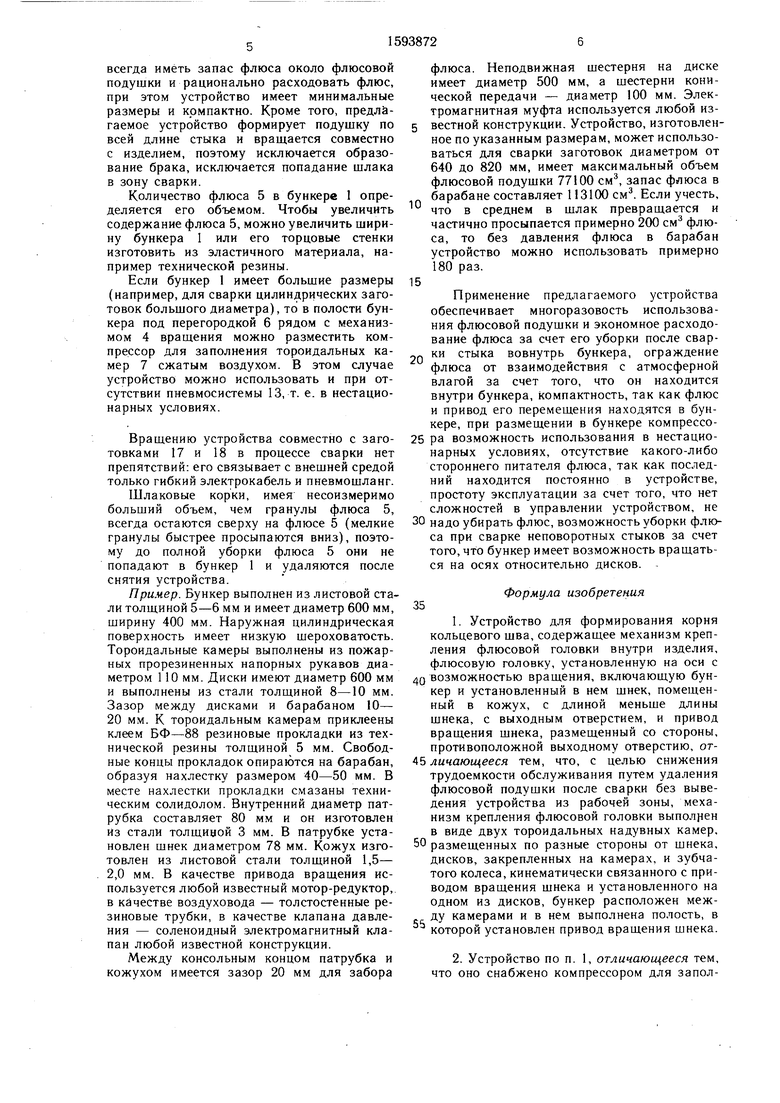
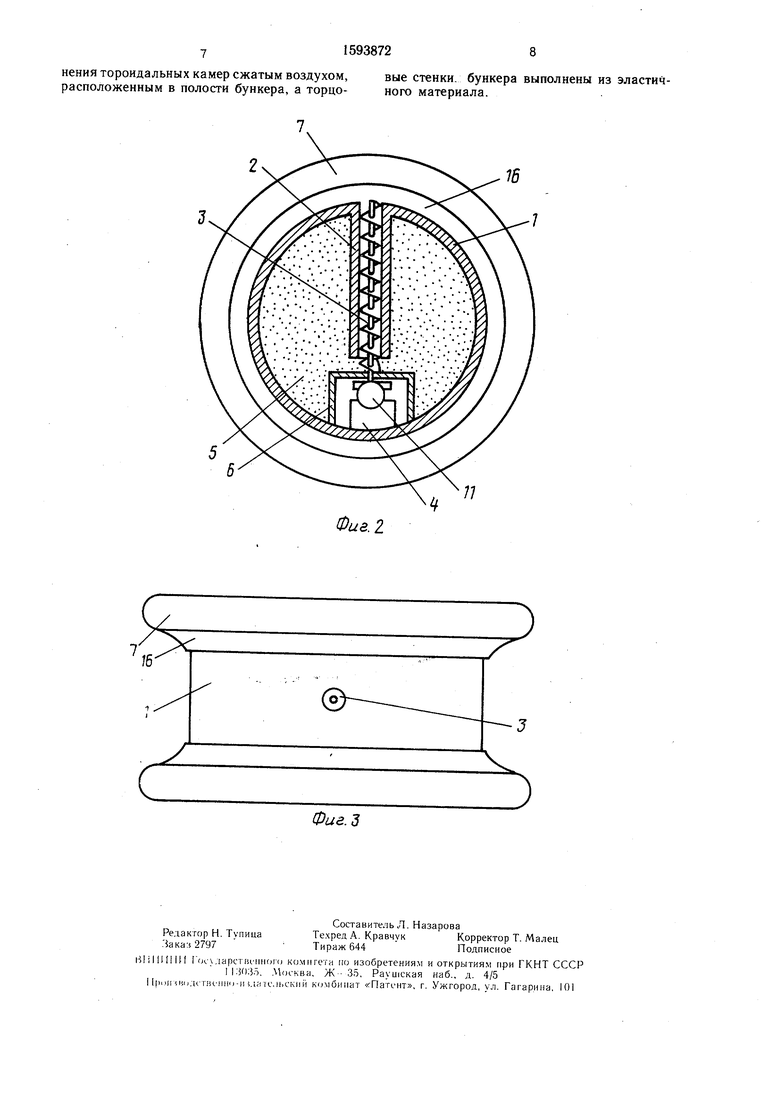
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид с торца; на фиг. 3 - то же, вид сверху.
Устройство состоитр из бункера 1, который имеет жесткую конструкцию, например металлическую, и представляет собой цилиндрическую емкость. В бункере 1 имеется отверстие, расположенное на его цилиндрической поверхности, к которому жестко прикреплен, например приварен, кожух 2, который направлен внутрь бункера 1. Внутри кожуха 2 соосно ему установлен шнек 3, консольный конец которого находится на одном уровне с цилиндрической поверхностью бункера 1, а другим он связан с приводом 4 вращения, размещенным также внутри бункера 1, со стороны, противоположной расположению отверстия на цилиндрической поверхности бункера 1. Внутренний объем бункера 1 заполнен флюсом 5. Чтобы флюс 5 не попадал на привод 4 вращения, последний закрыт перегородкой 6. Кожух 2 имеет длину несколько меньшую, чем шнек 3, поэтому между перегородкой 6 и кожухом 2 образуется зазор для забора флюса 5. По обе стороны от бункера 1 установлены тороидальные камеры 7, закрепленные неподвижно на дисках 8. В центрах дисков 8 имеются оси 9, на которых с возможностью вращения установлен бункер 1. На одном из дисков 8 закреплено неподвижно зубчатое колесо 10, зубчатый венец которого связан с конической передачей 11 через электромагнитную муфту 12 с приводом 4 вращения. Одна из тороидальных камер 7 связана с пневмосистемой 13. Кроме того, тороидальные камеры 7 связаны между собой воздуховодом 14 через клапан 15 давления. К внутренним поверхностям тороидальных камер 7 прикреплены, например приклеены эластичные прокладки 16, опирающиеся на цилиндрическую поверхность бункера 1, предупреждающие просыпание флюса 5 в зазоры между дисками 8 и торцовыми стенками бункера 1. Таким образом, наружная цилиндрическая поверхность бункера 1, эластичные прокладки 16 и тороидальные камеры 7 образуют желоб флюсовой подущки, в которую флюс 5 подается вращающимся щнеком 3 из внутреннего объема бункера 1.
Устройство работает следующим образом. В исходном положении воздух в тороидальных камерах 7 отсутствует, флюс 5 находится внутри бункера 1. Перед использованием устройство разворачивают так, что отверстие в корпусе бункера 1 располагается
сверху. Затем устройство вводят в цилиндрическую заготовку 17, наполовину заглубляя в нее, и через пневмосистему 13 заполняют воздухом ту тороидальную камеру 7, которая находится внутри заготовки 17. Это позволяет зафиксировать устройство относительно торца заготовки 17. Далее пристыковывают вторую заготовку 18 к первой, образуя кольцевой стык, и, повысив давление воздуха в пне1вмосистеме 13, вызывают сра- батывание клапана 15 (клапан 15 настроен на определенное давление), что открывает доступ к воздуховоду 14, через который происходит заполнение воздухом второй тороидальной камеры 7. Это вызывает выравни- вание стыка и фиксацию заготовок 17 и 18 одну относительно другой.
Включив привод 4, начинают вращать Шнек 3, который перемещает флюс 5 по кожуху 2 вверх, флюс через отверстие поступает на внешнюю поверхность бункера 1. Благодаря тому, что бункер 1 имеет внещнюю цилиндрическую поверхность, флюс 5 ссыпается вниз, заполняя объем флюсовой подущки. Вращение щнека 3 производится до тех пор, пока подушка (желоб под флюс 5) не 5 заполнится полностью флюсом 5. Дальнейшее вращение шнека 3 вызывает поступление в подущку дополнительной порции флюса 5, что позволяет его уплотнить за счет того, что давление флюса 5, как сыпучего материала, выравнивается по всему объе- 0 му подущки.
После окончания формирования флюсовой подущки начинают сварку кольцевого стыка. После сварки вновь включают привод 4 вращения, но в обратную сторону. При этом вращающийся шнек 3 перемещает 35 флюс 5 вовнутрь бункера 1 из флюсовой подушки. Когда частично флюс 5 убран, следовательно, оставшаяся часть уже не уплотнена, включают электромагнитную муфту 12. При этом коническая передача 11 начинает д0 вращаться, взаимодействуя с зубчатым колесом 10. Так как зубчатое колесо неподвижно, то происходит вращение бункера 1 на осях 9. При вращении бункера 1 отверстие для забора флюса 5 оказывается внизу, что позволяет производить дальнейщую 45 уборку флюса 5. Когда основная масса флюса 5 убрана, начинают стравливать роздух из тороидальных камер 7. Бункер 1 под действием собственного веса опускается, опираясь на оставшийся флюс 5, который вращающимся шнеком 33 удаляется из флюсо- 50 вой подущки. Когда весь флюс 5 убран во внутреннюю полость бункера 1, прекращают вращение шнека 3, устройство вынимают из сваренных заготовок 17 и 18 и используют повторно, при этом перед повторным использованием не требуется каких-либо под- готовительных работ по восстановлению устройства.
Устройство позволяет оперативно образовывать и удалять флюсовую подушку.
всегда иметь запас флюса около флюсовой подушки и рационально расходовать флюс, при этом устройство имеет минимальные размеры и компактно. Кроме того, предлагаемое устройство формирует подушку по всей длине стыка и вращается совместно с изделием, поэтому исключается образование брака, исключается попадание шлака в зону сварки.
Количество флюса 5 в бункере 1 определяется его объемом. Чтобы увеличить содержание флюса 5, можно увеличить ширину бункера 1 или его торцовые стенки изготовить из эластичного материала, например технической резины.
Если бункер 1 имеет большие размеры (например, для сварки цилиндрических заготовок большого диаметра), то в полости бункера под перегородкой 6 рядом с механизмом 4 вращения можно разместить компрессор для заполнения тороидальных камер 7 сжатым воздухом. В этом случае устройство можно использовать и при отсутствии пневмосистемы 13, т. е. в нестационарных условиях.
Вращению устройства совместно с заготовками 17 и 18 в процессе сварки нет препятствий: его связывает с внешней средой только гибкий электрокабель и пневмошланг.
Шлаковые корки, имея несоизмеримо больший объем, чем гранулы флюса 5, всегда остаются сверху на флюсе 5 (мелкие гранулы быстрее просыпаются вниз), поэтому до полной уборки флюса 5 они не попадают в бункер 1 и удаляются после снятия устройства.
Пример. Бункер выполнен из листовой стали толщиной 5-6 мм и имеет диаметр 600 мм, ширину 400 мм. Наружная цилиндрическая поверхность имеет низкую шероховатость. Тороидальные камеры выполнены из пожарных прорезиненных напорных рукавов диаметром 110 мм. Диски имеют диаметр 600 мм и выполнены из стали толщиной 8-10 мм. Зазор между дисками и барабаном 10- 20 мм. К тороидальным камерам приклеены клеем БФ-88 резиновые прокладки из технической резины толщиной 5 мм. Свободные концы прокладок опираются на барабан, образуя нахлестку размером 40-50 мм. В месте нахлестки прокладки смазаны техническим солидолом. Внутренний диаметр патрубка составляет 80 мм и он изготовлен из стали толщиной 3 мм. В патрубке установлен шнек диаметром 78 мм. Кожух изготовлен из листовой стали толщиной 1,5- 2,0 мм. В качестве привода вращения используется любой известный мотор-редуктор, в качестве воздуховода - толстостенные резиновые трубки, в качестве клапана давления - соленоидный электромагнитный клапан любой известной конструкции.
Между консольным концом патрубка и кожухом имеется зазор 20 мм для забора
флюса. Неподвижная шестерня на диске имеет диаметр 500 мм, а шестерни конической передачи - диаметр 100 мм. Электромагнитная муфта используется любой известной конструкции. Устройство, изготовленное по указанным размерам, может использоваться для сварки заготовок диаметром от 640 до 820 мм, имеет максимальный объем флюсовой подушки 77100 см, запас флюса в барабане составляет 113100 см. Если учесть,
что в среднем в шлак превращается и частично просыпается примерно 200 см флюса, то без давления флюса в барабан устройство можно использовать примерно 180 раз.
Применение предлагаемого устройства обеспечивает многоразовость использования флюсовой подушки и экономное расходование флюса за счет его уборки после сварки стыка вовнутрь бункера, ограждение флюса от взаимодействия с атмосферной влагой за счет того, что он находится внутри бункера, компактность, так как флюс и привод его перемещения находятся в бункере, при размещении в бункере компрессора возможность использования в нестационарных условиях, отсутствие какого-либо стороннего питателя флюса, так как последний находится постоянно в устройстве, простоту эксплуатации за счет того, что нет сложностей в управлении устройством, не
надо убирать флюс, возможность уборки флюса при сварке неповоротных стыков за счет того, что бункер имеет возможность вращаться на осях относительно дисков.
35
Формула изобретения
. Устройство для формирования корня кольцевого щва, содержащее механизм крепления флюсовой головки внутри изделия, флюсовую головку, установленную на оси с
0 возможностью вращения, включающую бункер и установленный в нем щнек, помещенный в кожух, с длиной меньше длины шнека, с выходным отверстием, и привод вращения шнека, размещенный со стороны, противоположной выходному отверстию, от5 личающееся тем, что, с целью снижения трудоемкости обслуживания путем удаления флюсовой подущки после сварки без выведения устройства из рабочей зоны, механизм крепления флюсовой головки выпол}1ен в виде двух тороидальных надувных камер,
0 размещенных по разные стороны от шнека, дисков, закрепленных на камерах, и зубчатого колеса, кинематически связанного с приводом вращения шнека и установленного на одном из дисков, бункер расположен между камерами и в нем выполнена полость, в
5
которой установлен привод врашения шнека.
2. Устройство по п. 1, отличающееся тем, что оно снабжено компрессором для заполнения тороидальных камер сжатым воздухом, расположенным в полости бункера, а торцовые стенки, бункера вьлполнены из эластичного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Устройство для формирования корня кольцевого шва | 1987 |
|
SU1542764A1 |
| Устройство для оборудования флюсовой подушки | 1980 |
|
SU884922A1 |
| Устройство для формирования обратной стороны шва при электродуговой сварке | 1974 |
|
SU538849A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Автомат для сварки под флюсом горизонтальных стыков на вертикальной плоскости | 1984 |
|
SU1201085A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Устройство для сварки продольныхшВОВ | 1978 |
|
SU795832A1 |
| Устройство для сварки под слоем флюса | 1954 |
|
SU98738A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1965 |
|
SU172432A1 |
Изобретение относится к сварочному производству и может быть использовано для сварки кольцевых стыков труб с обратным формированием корня шва. Цель изобретения - снижение трудоемкости обслуживания. Устройство для формирования корня кольцевого шва содержит две тороидальные надувные камеры 7, диски 8, закрепленные на камерах 7, бункер 1, установленный посредством осей 9 на дисках 8 с возможностью вращения. В полости бункера 1 установлены кожух с отверстием на поверхности бункера, размещенный в нем шнек 3, и привод вращения 4 шнека 3, который кинематически через электромагнитную муфту 12 связан с зубчатым колесом 10, размещенным на одном из дисков 8. В полости бункера 1 установлен компрессор для заполнения тороидальных камер. Цель достигается путем удаления флюсовой подушки после сварки без выведения устройства из рабочей зоны. 1 з.п. ф-лы, 3 ил.
Фиг. г
Фиг.д
75
/;
| Устройство для образования флюсовой подушки | 1952 |
|
SU97336A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
