(54) ЗАГРУЗОЧНОЕ УСТРОЙСТВО ОБЖИГОВОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Классификатор окатышей | 1979 |
|
SU846964A1 |
| Роликовый питатель-укладчик сырых окатышей | 1985 |
|
SU1310601A1 |
| Роликовый питатель-укладчик сырых окатышей | 1979 |
|
SU892171A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЫ | 1994 |
|
RU2089806C1 |
| Классификатор-окомкователь окатышей | 1987 |
|
SU1448188A1 |
| Способ производства окатышей на обжиговой конвейерной машине и машина для его осуществления | 1981 |
|
SU996484A1 |
| Способ стабилизации уровня ферромагнитного материала на конвейерной машине | 1978 |
|
SU722969A1 |
| Роликовый грохот-укладчик | 1983 |
|
SU1101651A1 |
| СПОСОБ СУШКИ ОКАТЫШЕЙ | 1970 |
|
SU287037A1 |
| Конвейерная обжиговая машина | 1972 |
|
SU441282A1 |
1
Изобретение относится к технике обжига магнетитовых окатышей и может быть реализовано на фабриках окомкования.
Известно загрузочное устройство, включающее укладчик и расположенный под ним Р9ЛИКОВЫЙ конвейер 1.
Недостатком известного устройства является нестабильный гранулометрический состав окатышей.
Цель изобретения - стабилизация гранулометрического состава окатышей.
Это достигается тем, что в предлагаемом устройстве ленточный конвейер выполнен с перегибом верхней рабочей ветви, восходяш,ий участок которого со стороны укладчика снабжен электромагнитами, расположенными под ветвью.
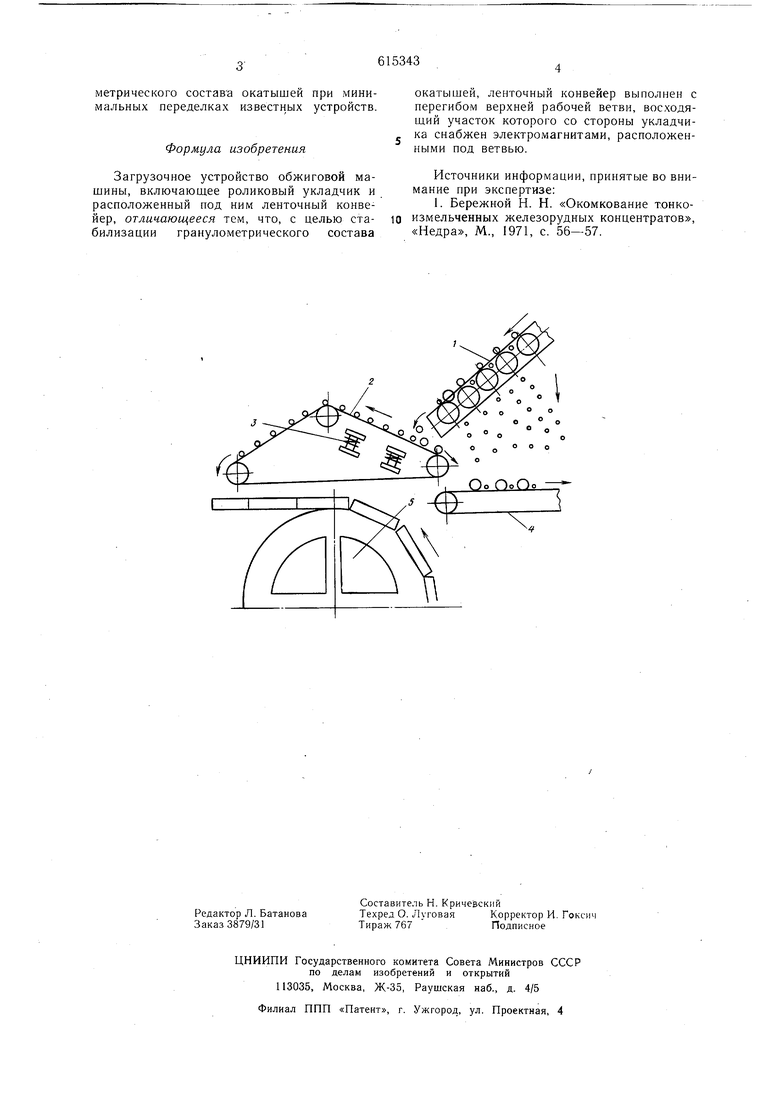
На чертеже изображено загрузочное устройство обжиговой машины, разрез.
Загрузочное устройство состоит из роликового укладчика 1, дополнительного ленточного конвейера 2 с перегибом рабочей ветви с системой магнитов 3, расположенной под его несущей поверхностью, конвейера 4 некондиционных классов и собственно конвейерной мащины 5.
Устройство работает следующим образом.
Смесь окатышей распределяется по ширине роликового укладчика 1, где одновременно происходит выделение мелкого класса на кон вейер 4. Годные и крупные окатыши попадают на восходящий участок конвейера 2 с перегибом рабочей ветви, где окатыши нужного размера под воздействием сил трения, усиленных магнитным воздействием системы магнитов 3, транспортируются вверх и поступают на обжиговую мащину 5. Крупные окатыши с меньшим коэффициентом трения скатываются вниз на конвейер 4 некондиционного класса, так как величина скатывающей силы у них больще, чем у окатыщей годного класса. Размер годных окатыщей регулируется соотношением силы тока в магнитах и скоростью дополнительного конвейера 2, чем обуславливается оперативная гибкость в управлении крупностью годных окатышей. При внезапном отключении тока в магнитах увеличение скорости конвейера с перегибом рабочей ветви исключает попадание годных окатышей в тракт циркуляционной нагрузки.
Технико-экономическая эффективность предлагаемого изобретения заключается в интенсификации процесса термообработки сырых окатышей и стабилизации гранулометрического состава окатышей при минимальных переделках известных устройств.
Формула изобретения
Загрузочное устройство обжиговой машины, включаюш.ее роликовый укладчик и расположенный под ним ленточный конвейер, отличающееся тем, что, с целью стабилизации гранулометрического состава
окатышей, ленточный конвейер выполнен с нерегибом верхней рабочей ветви, восходящий участок которого со стороны укладчика снабжен электромагнитами, расположенными под ветвью.
Источники информации, принятые во внимание при экспертизе:
