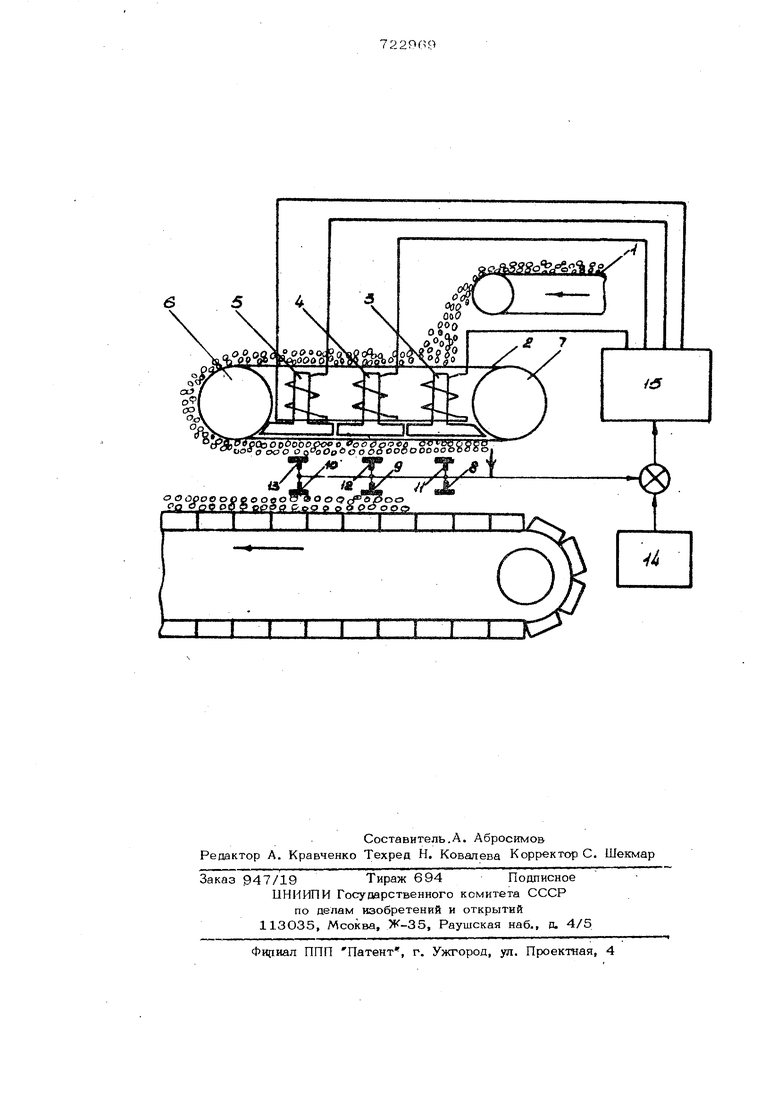
Изобретение относится к подготовке сырья в металлургической промышленности, а именно к технике загрузки обжиговых конвейерных машин. Наиболее близким предлагаемому по технической сущности и ожидаемому эффекту является способ регулирования потока окатышей, поступающих на паллеты обжиговой конвейерной машины, при помощи системы, состоящей из сборного, компенсирующего и загрузочного конвейеров. При этом грохоченные окатыши подают на . сборный конвейер, снабженный весоизмери телем, регистрирующим значение веса сырых окатышей, производимых окомкователями. Это значение веса автоматически сравнивают с заданным и в случае рассог ласования компенсирующий койвейер начинает автоматически перемещаться, совершая возвратно-поступательное движение в зависимости от знака сигнала рассогласования, обеспечивая таким образом доста точно постоянный сход окатыщей на загру зочный конвейер и, следовательно, постоянную загрузку обжиговой машины при условии, что изменение веса сырых окатышей на сборном конвейере не превышает 2О% в течение 1О мин. Однако, как показала практика эксплуатации обжиговых конвейерных машин, изменение веса на сборном конвейере колеблется в боле.е широких пределах и в отдельных случаях в течение 5-1О мин выход сырых окатыщей по отношению к шихтовой нагрузке на входе грануляторов достигает пределов 50-150% 1. Недостатком способа является недостаточная продолжительность процесса по-стоянкой загрузки паллет, вызванная небольшим запасом сырых окатышей на загрузочном конвейере. Цель изобретения - расширение диапазона ликвидируемых возмущений и повышение точности стабилизации. Указанная цель достигается тем, что окатыши подают на конвейер, где их накапливают на холостой ветви, удерживая магнитным полем с регулируемым магнитиым потоком, величину которого изменяют в зависимости от значений величины сигналов датчиков количества окатышей. Предлагаемый способ поясняется чертежом. Сырые окатыши со сборного конвейера 1 подают на конвейер 2, над холостой ветвью которого установлены секции 3-5 магнитной системы с регулируемым магнитным потоком. Барабаны 6 7 конвейера выполнены магнитными. Количество окатышей на паллетах и на холостой ветви конвейера измеряют, например, датчиками 8-1О и 11-13 высоты слоя соответственно. Задатчиком 14 устанавливают необз одимое значение высоты слоя окатышей на паллетах. Многоканальный р гулятор 15 формирует сигнал управления магнитными потоками секций магнитной системы. При транспортировке сырые окатыши со сборного конвейера 1 поступают на конвейер 2. Перемешаясь по рабочей ветви конвейера, окатыши попадают в зону магнитного барабана 6 и затем в зону магнитной системы, образованной секциями 3-5. При этом окатыши на холостой ветви удерживаются магнитными полями, создаваемыми барабаном и магнитными секциями. При необходимости сырые окатыши или некоторая их часть могут быть возвращены на рабочую ветвь конвейера, так как барабан 7 выполнен магнитным. Таким образом, запас окатышей создается как на рабочей, так и на холостой вет ви конвейера. Загрузку паллет обжиговой машины осушествляют с холостой ветви конвейера. Сигналы от датчиков, например, 8 высоты слоя окатышей на паллетах, датчика 11 высоты слоя на холосто ветви конвейера и задатчика 14 высоты слоя подают на вход регулятора 15. В случае, если масса окатышей, находящихся на холостой ветви конвейера и удерживаемая магнитным полем секции 3, не достаточна для обеспечения заданной вы соты слоя на паллете, регулятор 15 формирует сигнал таким образом, чтобы вся масса окатышей, находящихся в зоне маг нитной секции 3, поступила на паллету. При нахождении этой паллеты под магнит ной секцией 4 несоответствие-между дей ствительной высотой слоя окатышей на паллете и заданной фиксируется датчиком 9. Сигналы от датчиков 9, 12 и задатчи ка 14 подают на второй вход регулятора 15. В зависимости от величины разбаланса и с учетом массы окатыше и, удерживаемых агннтным полем спкиии 4, регулятор 15 форирует сигнал управления, направленный на уменьшение магнитного потока этой секции на такую величину, чтобы масса окатышей, поступающих на паллету под секцией, была достаточной для устранения несоответствия между действительной высотой слоя на паллете и заданной. Если масса окатышей, удерживаемых магнитным полем секции 4, недостаточная для обеспечения заданной высоты слоя на паллете, то регулятор 15 по сигналам датчиков 10, 13 и задатчика 14 формирует соответствующий сигнал управления магнитной секции 5. Таким образом, за счет перемещающейся точки загрузки окатышей на паллеты заданная высота слоя обеспечивается укладкой отдельных уменьшающихся по высоте слоев. В случае, если масса окатыщей, удерживаемая магнитной секцией 3, больще, чем необходимо для обеспечения заданной высоты слоя, регулятор 15 формирует сигнал на уменьшение магнитного потока этой секции таким образом, чтобы масса окатышей, поступающих на паллету под этой секцией, обеспечила заданную высоту слоя. Оставшаяся на холостой ветви загрузочного конвейера масса окатышей перемещается на рабочую ветвь конвейера. Повышение качества стабилизации высоты слоя позволит увеличить производительность и качество окатышей. Формула изобретения Способ стабилизации уровня ферромагнитного материала на конвейерной машине, включающий контроль уровня и изменение расхода материала, поступающего с расположенного над машиной соосного с ней конвейера, отличаюшийс я тем, что, с целью повышения точности стабилизации, материал удерживают на внешней поверхности нижней ветви конвейера магнитным полем, напряженность которого в вертикальных сечениях уменьшают в зависимости от разбаланса между заданным и текущим значениями высоты слоя в этих сечениях конвейерной машины. Источники информации, принятые во внимание при экспертизе 1. Бюллетень Черметинформации, № 1 (669), 1972.
S g 6 SgSёSBo oo S
ooopooooeooooa QOQff bboo og OQOoogopoo PoO e о о oe ooo
I I I,
JI
I 1 f I 1 III
Ai.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления загрузкой обжиговойКОНВЕйЕРНОй МАшиНы | 1977 |
|
SU810838A1 |
| Способ управления загрузкой обжиговой конвейерной машины | 1980 |
|
SU908871A1 |
| Способ управления термообработкой фосфоритных окатышей | 1986 |
|
SU1381182A1 |
| Способ управления процессом об-жигА ОКАТышЕй | 1979 |
|
SU815056A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |
| Способ защиты тележек обжиговой машины от перегрева | 1987 |
|
SU1406190A1 |
| Устройство для отбора проб гранулированного ферромагнитного материала | 1980 |
|
SU917041A1 |
| Роликовый питатель | 1977 |
|
SU729426A1 |
| Система управления процессом спекания шихты на аглоленте | 1980 |
|
SU937527A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1988 |
|
SU1553519A1 |