Изобретение относится к устройству для цельного литья монолитных бетонных конструкций и, в частности, к автоматизированному устройству, предназначенному для формовки пятисторонних конструкций.
Предпосылки к созданию изобретения
В прошлом формовка коробчатых модульных бетонных изделий осуществлялась с помощью ручных и полуавтоматических систем с использованием съемных форм, которые собирают для заливки бетона и разбирают для освобождения из форм отлитого продукта.
В некоторых системах формы собирают вручную. Один пример ручной системы описан в патенте США N 3841596, выданном Калу. В патенте Кала показан пустотообразователь и наружная форма, соединенные шпильками с резьбой и болтами. Разборные угловые формы соединяют внутренние панели вместе с помощью ряда зажимов, образуя пустотообразователь. Винтовые домкраты используются в качестве регулируемых предающих жесткость стоек, расположенных между внутренними панелями и основанием.
В других системах перемещение форм и панелей осуществляется с помощью различных автоматизированных и ручных устройств, включающих гидравлические поршни и винтовые толкатели. В перечисленных ниже патентах описаны применяемые до сих пор системы литья модульных бетонных изделий.
В патенте США N 3680824, выданном Кестингу, описывается система литья, содержащая внутреннюю форму и наружную форму. Наружная форма образуется наружными панелями, прикрепленными к строительным лесам шарнирными направляющими серьгами, установленными на кронштейнах. Аналогичным образом внутренняя форма содержит панели, прикрепленные к внутренней раме множеством шарнирных соединительных звеньев. Предусмотрены гидравлические цилиндры, предназначенные для перемещения внутренних и наружных панелей из положения литья в положение освобождения и обратно.
В патенте США N 3822853, выданном Шелли, описана система литья, которая содержит несколько вариантов расширения и стягивания пустотообразователя, но для наружных форм которой используются простые раскосные элементы. В большинстве вариантов пустотообразователь образован складными L-образными элементами, которые перемещаются с помощью винтовых домкратов или гидравлических поршней. В патенте Шелли описана также уголковая форма, которая приводится в действие винтовым толкателем, чтобы перемещаться вместе с внутренними панелями. Наружные формы просто катятся вдоль основания.
В патенте США N 3853452, выданном Дельмоните, описывается машина, в которой на надстройку опирается множество образующих наружную и внутреннюю стенку панелей и угловые панели, которые скрепляются вместе. Внутренний и наружный гидравлические цилиндры, установленные на надстройке, сдвигают и раздвигают внутренние и наружные панели.
Применявшиеся до сих пор системы не обеспечивают получения эффективной, надежной системы литья, обладающей достаточной конструкционной целостностью с тем, чтобы гарантировать, что формовочные элементы не допускают образования на бетонном изделии грубых и некрасивых швов. Кроме того, в прежних технических решениях имеется тенденция к просачиванию раствора (т.е. цементирующего стока избыточной воды, вяжущего элемента, песка и т.п.) в формы и его схватыванию на частях формы, что препятствует освобождению отливки. Как можно предположить, эта недостаточная конструкционная целостность форм создает особенно значительные проблемы при литье крупных, монолитных бетонных изделий. Прежние системы не обладали достаточной способностью противостоять высокому давлению, связанному со слишком большими размерами литых бетонных изделий.
Сущность изобретения
Настоящее изобретение относится к системе, предназначенной для литья монолитных, бесшовных бетонных изделий с внутренними полостями. Система содержит наружную рубашку и внутренний формовочный пустотообразователь, каждый из которых может переходить из открытого положения в положение закрывания и обратно.
В соответствии с одним из аспектов настоящего изобретения предусмотрено наличие находящихся в основании соединительных исполнительных механизмов, связывающих между собой рубашку и пустотообразователь формы с целью стягивания формы и уменьшения протечек вдоль нижней части формы. Эти исполнительные механизмы крепятся к пустотообразователю с целью перемещения с панелями пустотообразователя по направлению к наружной рубашке и от не. Находящиеся в основании соединительные исполнительные механизмы избирательно взаимодействуют с наружными элементами панелей с целью стягивания и раскрывания формы. Предпочтительно каждый из исполнительных механизмов содержит вращающееся крюковое соединение, предназначенное для того, чтобы захватывать и/или упираться в скобу, закрепленную на наружной панели.
В соответствии с другим аспектом настоящего изобретения система содержит угловые соединительные исполнительные механизмы, стягивающие соединения, проходящие по углам панельных элементов рубашки с целью повышения конструкционной целостности наружной рубашки. В предпочтительном варианте конструкции угловые соединительные исполнительные механизмы устанавливаются на одном из наружных панельных элементов для перемещения вместе с ним и избирательно соединяются с прилегающей панелью.
В соответствии с еще одним аспектом настоящего изобретения система содержит крышку для выполнения литья пятисторонних конструкций. В этой конструкции система содержит также нижний поддон, на который опирается отлитое изделие. Поддон может перемещаться по вертикали между положением литья и положением освобождения изделия с помощью исполнительных механизмов, установленных на основании. Подъем поддона после затвердевания отлитого изделия позволяет отделить изделие от крышки.
В соответствии с другим аспектом изобретения система содержит ряд гидро- и пневмоцилиндров, совместно приводимых в действие для перемещения различных элементов формы в положение, обеспечивающее эффективное, надежное, прочное литье, позволяющее решить проблему нежелательных утечек, а также для вывода из этого положения. Эта система скоординирована таким образом, чтобы свести к минимуму количество действий, выполняемых вручную.
Эти и другие цели, преимущества и особенности настоящего изобретения будут более понятны и оценены на основании изучения приведенного далее описания и прилагаемых чертежей.
Краткое описание чертежей
На фиг. 1 показан вид сверху в плане являющейся предметом настоящего изобретения системы формования с компонентами, находящимися в закрытом положении для литья, показанной без крышки;
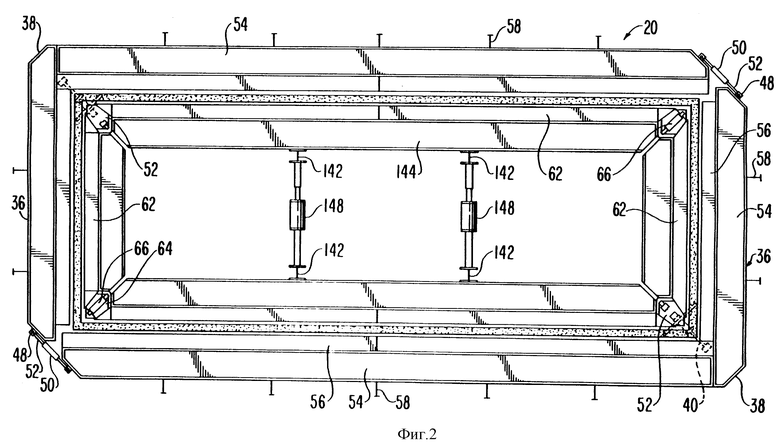
на фиг. 2 показан вид сверху, аналогичный показанному на фиг. 1, но с компонентами, находящимися в открытом положении для освобождения изделия, и без крышки;
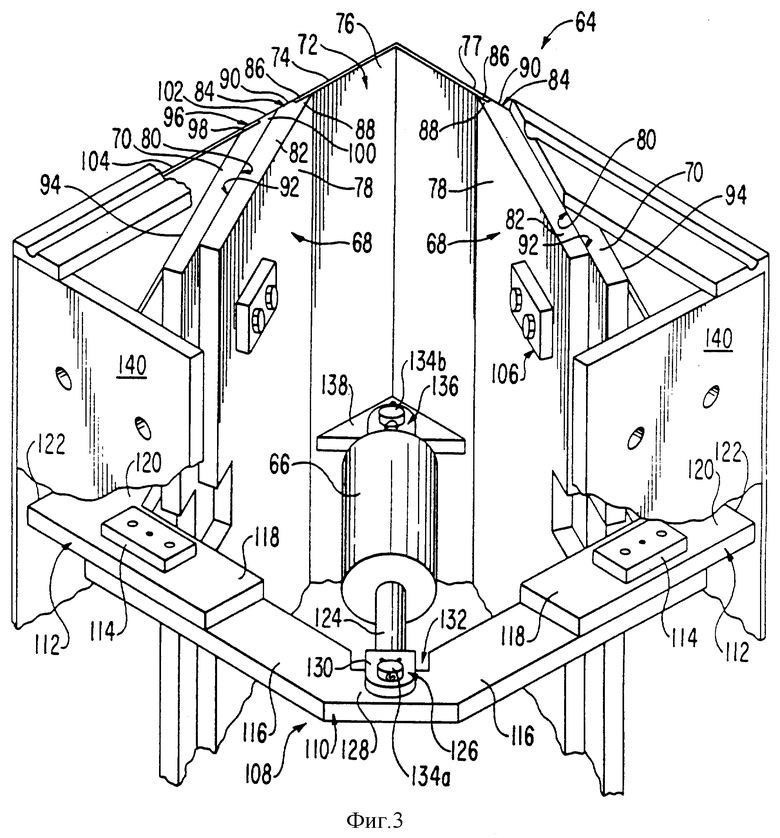
на фиг. 3 показано детальное местное трехмерное изображение внутренней части углового компонента по фиг. 1, показанного в раздвинутом положении;
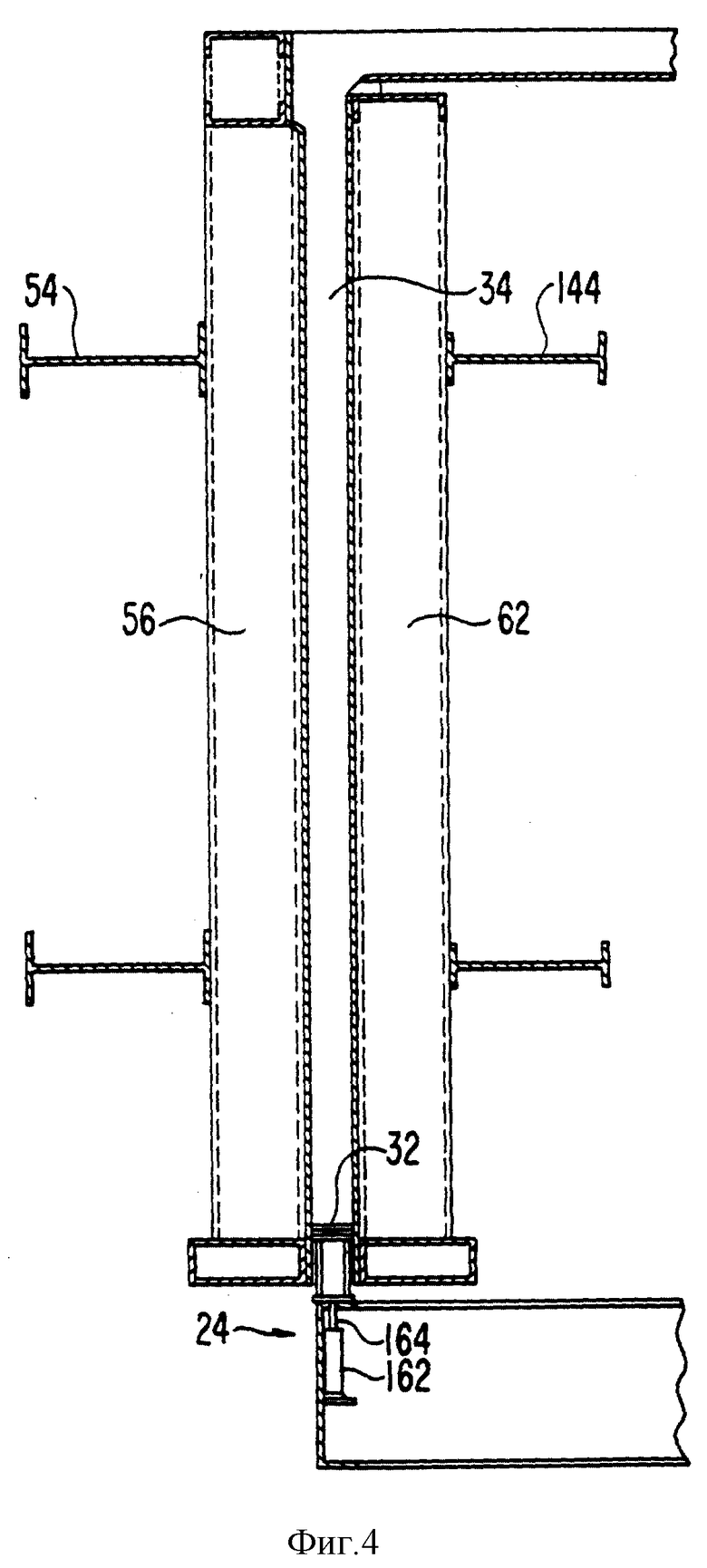
на фиг. 4 показан поперечный разрез системы, выполненный по линии 4-4 с фиг. 1 и демонстрирующий только формовочные панели, крышку и основание;
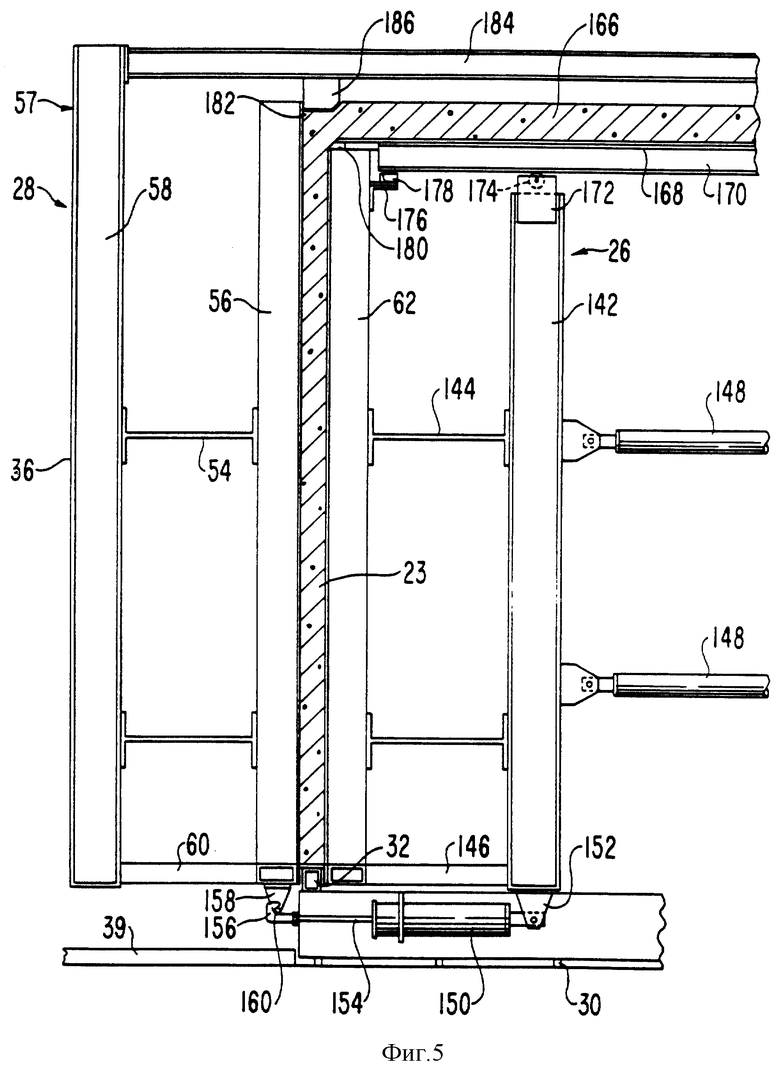
на фиг. 5 показан поперечный разрез системы, выполненный по линии 5-5 с фиг. 1;
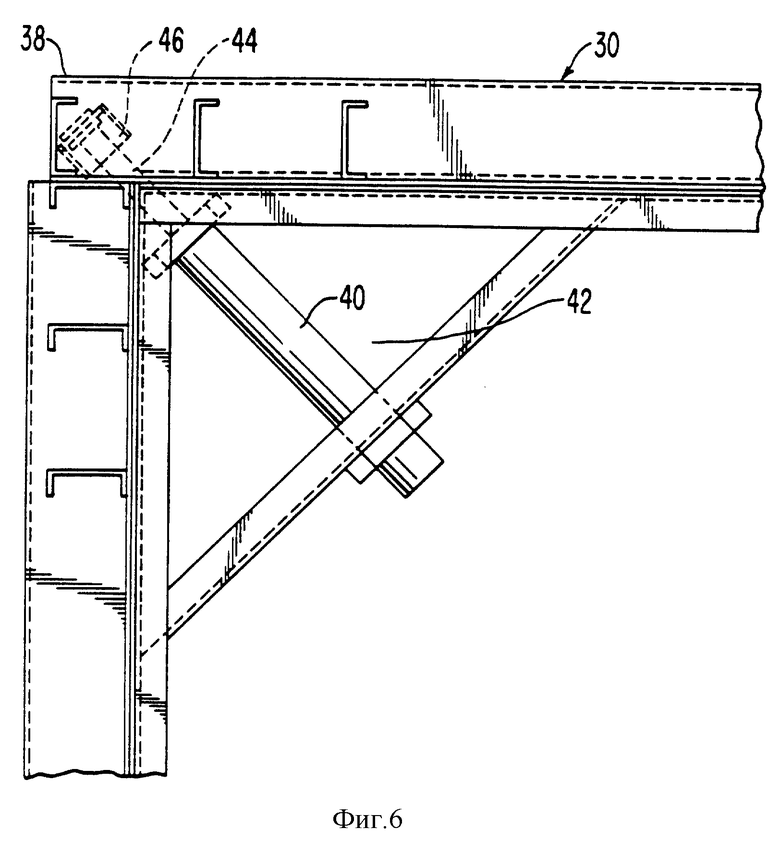
на фиг. 6 показано частичное изображение в разрезе сверху углового цилиндра рубашки в основании системы с фиг. 1;
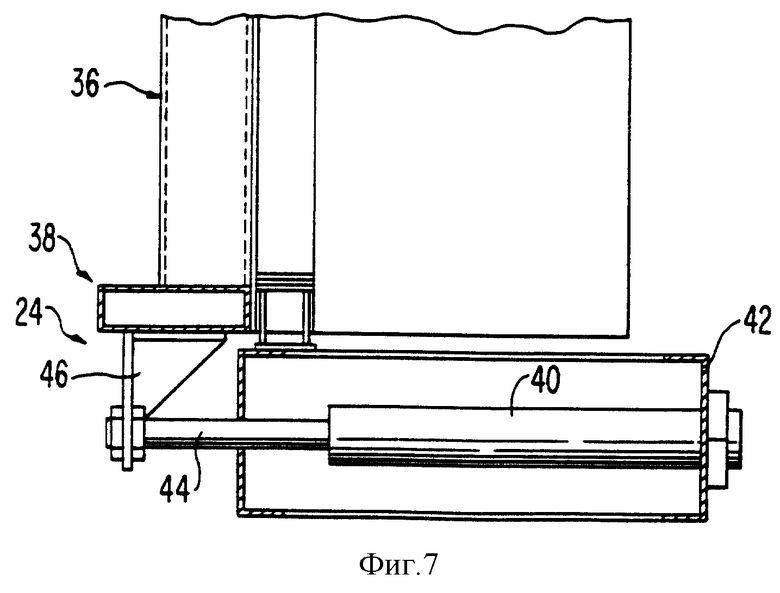
на фиг. 7 показано частичное изображение в разрезе сверху углового цилиндра рубашки с фиг. 6;
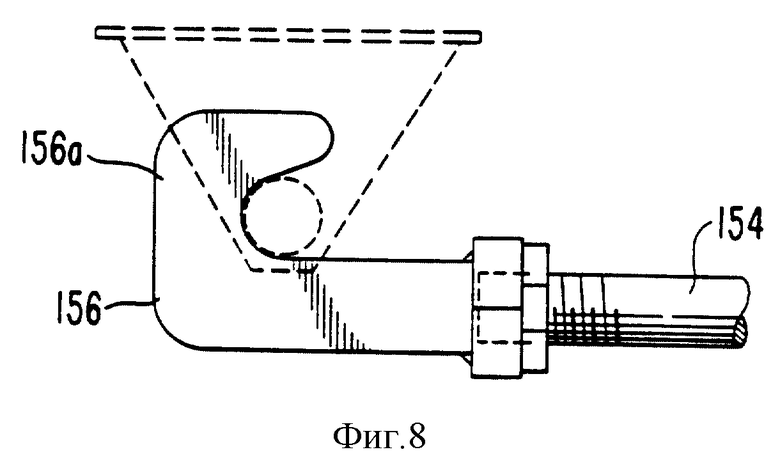
на фиг. 8 показано детальное изображение соединительного затвора по фиг. 5, показанного в положении зацепления;
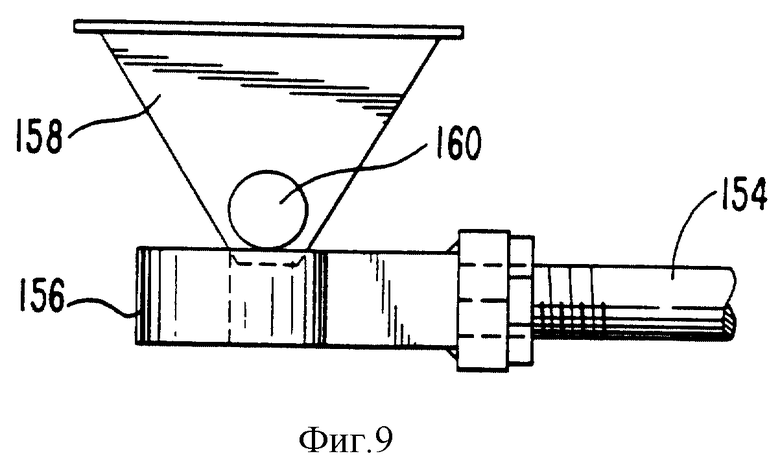
на фиг. 9 показано детальное изображение соединительного затвора с фиг. 8, показанного в положении расцепления;
на фиг. 10 показано изображение сверху поддона для системы по фиг. 1;
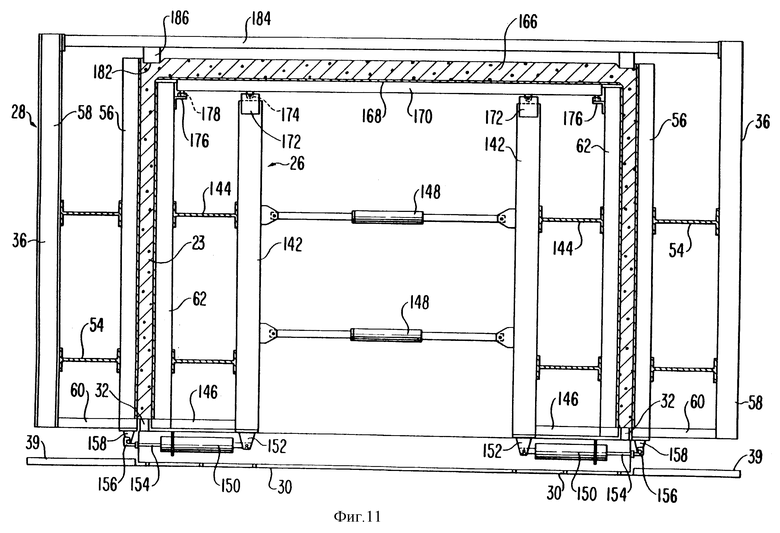
на фиг. 11 показано изображение системы в поперечном разрезе, выполненное по линии 11-11 на фиг. 1, при системе, находящейся в закрытом положении;
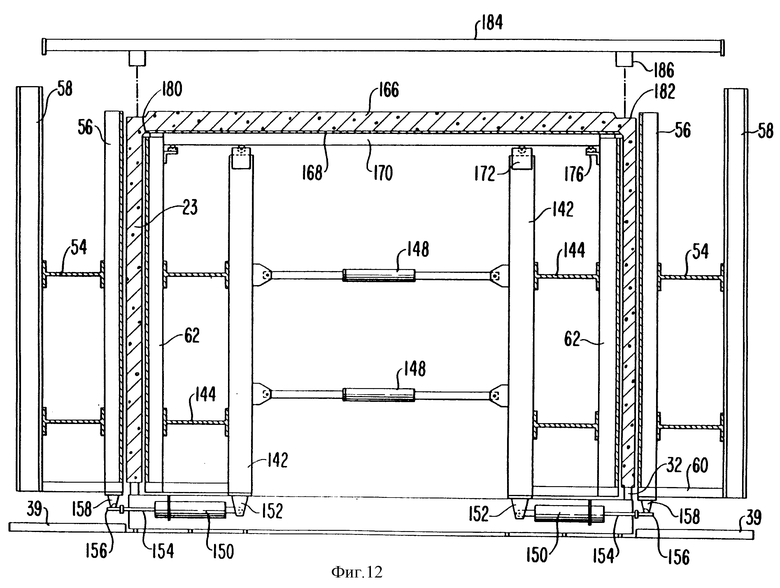
на фиг. 12 показано изображение в поперечном разрезе, подобное фиг. 11, однако при системе, находящейся в открытом положении освобождения изделия;
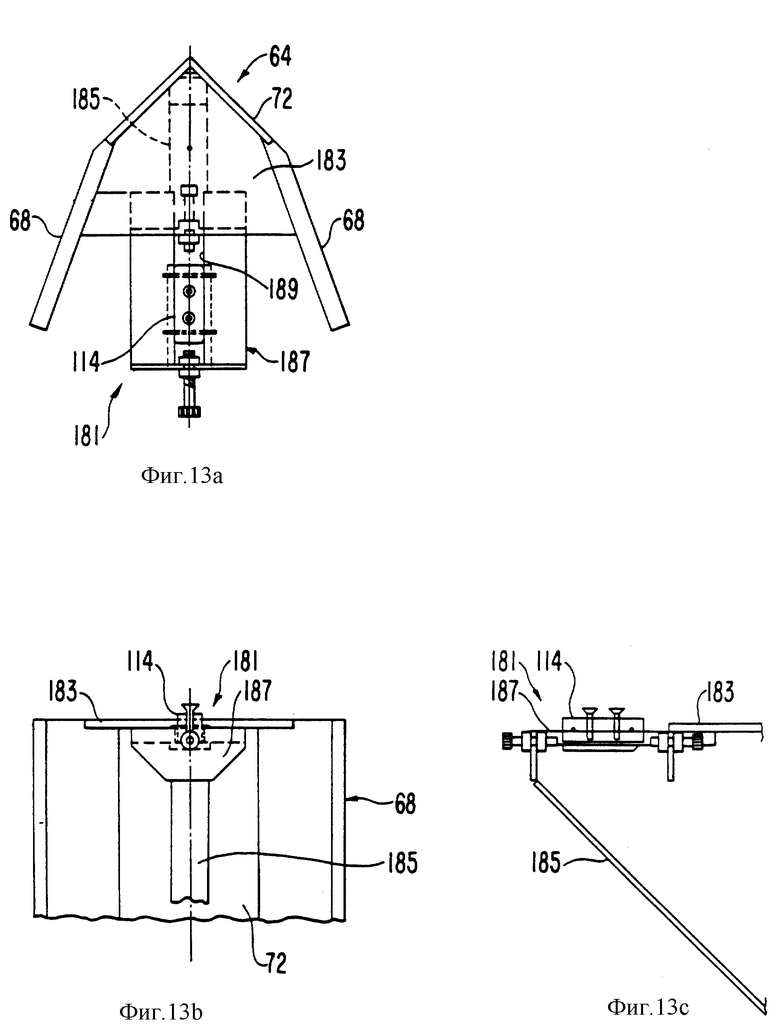
на фиг. 13a показано детальное изображение сверху механизма замка крышки, показанное вместе с отдельными компонентами внутреннего угла по фиг. 3;
на фиг. 13b показано изображение спереди механизма замка крышки по фиг. 13a;
на фиг. 13c показано изображение сбоку механизма замка крышки по фиг. 13a.
Детальное описание предпочтительного варианта реализации изобретения
В предпочтительном варианте реализации формовочная система 20, предназначенная для литья монолитного бетонного изделия 22, ограничивается основанием 24, пустотообразователем формы 26, наружной рубашкой 28 и поддоном 32. Основание 24 образует сплошной фундамент, на который опирается пустотообразователь машины. Для того, чтобы обеспечить литье строго по горизонтали, основание 24 снабжено резьбовыми установочными винтами 30. Настоящая система предназначена, в частности, для литья четырех- или пятисторонних изделий. Изделия отливают таким образом, чтобы они имели четыре боковых стенки 23, образующие прямоугольник, и возможно верхнюю, или пятую сторону. Несмотря на это, должно быть понятно, что за счет соответствующей регулировки компонентов системы можно получить изделие любой нужной формы.
По всему описанию встречаются упоминания закрытого положения литья и открытого положения освобождения. Закрытое положение литья относится к конфигурации системы, в которой все компоненты передвинуты таким образом, чтобы образовать полость формы 34, в которую может быть залит бетон (фиг. 1, 4, 5 и 11). Открытое положение освобождения относится к конфигурации системы, в которой компоненты отодвинуты от отлитого изделия с тем, чтобы отделить панели и извлечь изделие из формовочной системы (фиг. 2 и 12).
Наружная рубашка 28 предпочтительно состоит из двух L-образных панелей элементов 36, имеющих вместе прямоугольную конфигурацию. Вершины 38 панельных элементов 36 располагаются в противоположных по диагонали углах наружной рубашки 28. Панельные элементы 36 опираются на ролики (нет показаны), предназначенные для перемещения вдоль опор 39 между открытым и закрытым положениями. Пара цилиндров 40 в углах основания, предпочтительно являющихся гидравлическими, простирается от неподвижного основания 24 к вершине 38 каждого панельного элемента 36. Цилиндры 40 в углах основания показаны пунктиром на фиг. 1 и 2, и лучше всего изображены на фиг. 6 и 7. Каждый цилиндр 40 в углах основания предпочтительно крепится по диагонали к углу основания 24 и скобе 42. Цилиндр 40 содержит поршневой шток 44, прикрепленный к скобе 46, установленной в вершине 38 панельного элемента 36. Каждый панельный элемент 36 переводится из открытого положения освобождения в закрытое положение литья и обратно с помощью возвратно-поступательных движений поршневого штока 44.
Два остальных расположенных против друг-друга по диагонали угла наружной рубашки 28 образуются подрезанными торцевыми частями панельных элементов 30 (фиг. 1 и 2). Торцевые части избирательно соединяются между собой рядами размещенных по вертикали гидравлических угловых соединительных цилиндров 50. Угловые соединительные цилиндры 50, предпочтительно являющиеся гидравлическими, прикрепляются к одному из панельных элементов 36 и избирательно соединяются с другим панельным элементом затворами 48. Затворы 48 предпочтительно представляют собой серьгу и штифт с головкой, позволяющие легко рассоединять и соединять панельные элементы 36. Возможно использование и других видов затворов. Угловые тяговые штоки 52 угловых соединительных цилиндров 50 содержат каждый на своем свободном конце скобу, предназначенную для соединения с затвором 48. Как только цилиндры 40 в углах основания стянут панельные элементы 36 рубашки 28 в закрытое положение, каждую скобу закрепляют, вставив штифт с головкой и скрепив таким образом панельные элементы 36 между собой. После этого приводятся в действие угловые соединительные цилиндры 50, притягивая углы друг к другу. Движение панельных элементов, вызванное приведением в действие угловых соединительных цилиндров, является чисто номинальным, и в предпочтительном варианте реализации составляет от 1/4 до 3/8 дюйма (6,3-9,5 мм). Такое решение эффективно препятствует любым нежелательным утечкам раствора через наружные углы.
Конструкция наружной рубашки 28 (фиг. 5) содержит формовочные панели 56 и наружную раму 57. Рама 57 содержит ряд расположенных через определенные интервалы по вертикали наружных схваток 54 и наружные колонны 58, причем в качестве тех и других предпочтительно используются двутавровые балки. Наружные схватки 54 располагаются между наружными формовочными панелями 56 и колоннами 58. Возле основания наружные скрепления 60 соединяют также основания наружных колонн 58 с основанием наружных формовочных панелей 56.
Пустотообразователь 26 содержит множество внутренних панелей 62, связанных четырьмя внутренними угловыми формами 64, конструкции которых подробно описаны в патенте США N 5230907, все содержание которого включено сюда в качестве ссылки. В качестве примера представлена фиг. 3, на которой подробно иллюстрируется одна из внутренних угловых форм 64. Каждая угловая форма 64 состоит из множества скользящих пластин 68, 70 и V-образной угловой обшивки 72. Все эти пластины 68, 70, 72 простираются по всей высоте угловой формы 64 и в своем взаимодействии образуют внутренние поверхности стенок на всех углах пустотообразователя 28. Угловая обшивка 72 является V-образным элементом, обладающим наружной поверхностью 74 и внутренней поверхностью 76. Угловая обшивка 72 может иметь иную конфигурацию в том случае, если потребуется иная форма внутреннего угла. В любом случае угловая обшивка 72 прочно крепится по своим краям 77 c парой разнесенных в стороны, сходящихся внутренних скользящих пластин 68.
Каждая внутренняя скользящая пластина 68 имеет внутреннюю стенку 78 и наружную стенку 80, верхнюю кромку 82 и переднюю стенку 84. Передняя стенка 84 предпочтительно ориентирована под углом приблизительно 25o к внутренней стенке 78. Кроме того, в передней стенке 84 выполнен вырез с образованием углубленного участка 86, уступа 88 и формовочной поверхности 90. Углубленный участок 86 приспособлен для вмещения кромок 77 угловой обшивки 72. Размеры уступа 88 подобраны таким образом, чтобы по существу равняться толщине угловой обшивки 72, так что наружная поверхность 74 обшивки 72 по существу выравнивается с формовочной поверхностью 90, образуя относительно гладкую, чистую поверхность внутренней стенки для литья бетона. Угловая обшивка 72 обычно приваривается к углубленному участку 76 передней стенки 84. Каждая наружная скользящая пластина 70 образует внутреннюю стенку 92, наружную стенку 94 и переднюю стенку 96. В передней стенке 96 выполнен вырез с образованием углубленного участка 98, уступа 100 и формовочной поверхности 102. Углубленный участок 98 и уступ 100 приспособлены для вмещения кромки боковой обшивки 104, которую предпочтительно приваривают.
На фиг. 3 внутренняя угловая форма 64 показана в раздвинутом положении, т.е. в закрытом положении для литья. Наружная поверхность 74 угловой обшивки 72, формовочная поверхность 90 внутренней скользящей пластины 68, формовочная поверхность 102 наружной скользящей пластины 70 и боковая обшивка 104 по существу все совмещены таким образом, что может быть образована относительно гладкая и чистая внутренняя бетонная стенка. Кроме того, боковая обшивка 104 будет по существу выровнена с прилегающей внутренней панелью 62. Для того, чтобы облегчить требующиеся движения по раздвиганию и стягиванию внутренней угловой формы 64, предусмотрена возможность скольжения внутренней и наружной скользящих пластин 68, 70 относительно друга-друга. Внутренняя стенка 92 наружной скользящей пластины прилегает к наружной стенке 80 внутренней скользящей пластины 68. Взаимодействующие скользящие пластины 68, 70 скреплены между собой прямоугольным скользящим выступом, вставленным в пазы (не показаны) в скользящих пластинах 68, 70 для того, чтобы обеспечить выравнивание пластинчатых элементов и ограничить относительные скользящие движения двух пластин.
Для управления и выполнения движения скользящих пластин 68, 70 предусмотрен по меньшей мере один приводной узел 108. Предпочтительно к каждой группе скользящих пластин 68, 70 будет прикрепляться ряд приводных узлов, причем один приводной узел крепится в верхней части пластин 68, 70, и один - возле их нижней части, при любом нужном количестве приводных узлов между ними. Каждый приводной узел содержит поперечный рычаг 110, две скобы 112, два скользящих выступа 114 (которые схожи со скользящими выступами, применяемыми между скользящими пластинами 68, 70) и исполнительный механизм или цилиндр 66 угловой формы. Поперечный рычаг 110 является по существу L-образным элементом, который содержит два взаимно перпендикулярных плеча 116, 118. К дальнему концу каждого плеча 116 присоединена по существу L-образная скоба 112, содержащая плечо с двумя участками 118 и 120. Первый участок 118 перекрывает одно из плеч 116 поперечного рычага 110, а второй участок 120 сходится на конус к дальнему концу (не показан). Наружная кромка 122 скобы 112 касается и соединяется, предпочтительно с помощью сварки, с установленной боковой обшивкой 104. Внутренний сходящийся на конус край (не показан) второго плеча 116 скобы 112 скреплен, также предпочтительно с помощью сварки, с наружной стенкой 94 наружной скользящей пластины 68. Как известно из предыдущего опыта, скобы 112 крепятся к крепежным пластинами 140, которые с помощью болтов крепятся к дополнительным крепежным пластинам (не показаны) внутренних панелей 62. Взаимно перекрывающиеся участки скобы 112 и поперечного рычага 110 - а именно, первый участок 118 и дальний конец плеча 116 поперечного рычага 110 - снабжены парой совпадающих пазов (не показаны). Так же, как в случае скользящих пластин 68, 70, рассмотренном выше, пазы и соответствующие скользящие выступы 114 ограничивают относительное перемещение и обеспечивают правильную ориентацию поперечного рычага 110 со скобами 112.
Внутренняя угловая форма 64 раздвигается и стягивается цилиндром угловой формы 66, которым предпочтительно является гидравлический цилиндр. Дальний конец поршневого штока 124 снабжен серьгой 126, между парой противоположных элементов 130 которой помещается основание 128 поперечного рычага 110. Предпочтительно в поперечном рычаге 110 делают углубление 132 с тем, чтобы облегчить установку серьги 126. В совмещенные отверстия в парной серьге 126 и поперечном рычаге 110 вставлен шарнирный палец 134а. Аналогичным образом цилиндр 66 угловой формы снабжен также серьгой 136, которая надевается на передний клиновидный элемент 138. Клиновидный элемент 138 имеет в общем треугольную форму и приварен к внутренней поверхности угловой обшивки 72. Шарнирный палец 134b вставлен в совмещенные отверстия, чтобы соединить клиновидный элемент 138 и угловую обшивку 72 с цилиндром 66 угловой формы. В процессе использования угловой формы 64 возвратно-поступательные движения штока 124 перемещают обшивку 72 назад и вперед, из закрытого положения литья (т. е. полного раздвигания) в открытое положение освобождения (т.е. полного стягивания) при относительном движении скользящих выступов в соответствующих пазах как в скользящих пластинах, так и в поперечных рычагах и скобах.
Остальные устройства пустотообразователя 26 содержат внутренние формовочные панели 62, внутренние колонны 142 (фиг. 5, 11 и 12). Формовочные панели описывают четыре стенки, проходящие между углами. Между внутренними панелями 62 и колоннами 142 имеется ряд расположенных через определенные интервалы по вертикали внутренних схваток 144. В качестве внутренних схваток 144 и колонн 142 предпочтительно используются двутавровые балки. Подобно наружной рубашке возле основания внутренние скрепления 146 соединяют также основания внутренних формовочных панелей 62 и основания внутренних колонн 142.
Срединную часть пустотообразователя 26 раздвигают предпочтительно две группы срединных цилиндров 148, предпочтительно гидравлических (фиг. 1, 2, 5, 11 и 12). Срединные цилиндры 148 и их штоки прикреплены к противоположным внутренним колоннам 142 таким образом, что возвратно-поступательное движение срединных цилиндров ведет к перемещению противоположных колонн и внутренних панелей вперед и назад. Срединные цилиндры 148 совместно с цилиндром 66 в угловых формах 64 служат для раздвигания и стягивания пустотообразователя 26 между открытым положением освобождения и закрытым положением литья. Длина перемещения каждой из противоположных внутренних панелей в предпочтительном варианте реализации равна приблизительно 13/16 дюйма (21 мм). Как и угловые соединительные цилиндры 50, ряды срединных цилиндров 148 располагаются через определенные интервалы по вертикали в срединной части пустотообразователя 26 (фиг. 5, 11 и 12). Как и в случае с угловыми соединительными цилиндрами 50, количество рядов срединных цилиндров 148 может варьироваться.
Вдоль основания системы формовки 20 через определенные интервалы расположено множество опирающихся на основание соединительных цилиндров 150, предпочтительно являющихся гидравлическими. Соединительные цилиндры 150 основания крепятся к основанию внутренних колонн 142 скобами 152 таким образом, что они перемещаются при стягивании и раздвигании пустотообразователя. Соединительные цилиндры 150 основания подвижно поддерживаются соответствующей рамой основания. Каждый из штоков 154 этих соединительных цилиндров 150 основания снабжен на своем свободном конце вращающимся соединительным затвором 156, предназначенным для избирательного взаимодействия со скобой рубашки 158. С другой стороны, возможно применение других регулируемых соединителей. Каждая скоба 158 рубашки отходит вниз от основания наружной формующей панели 56.
На фиг. 8 и 9 показаны соединительный затвор 156 и скоба 158 рубашки в сцепленном и расцепленном положениях. Каждый соединительный затвор 156 предпочтительно содержит крюк 156a, предназначенный для зацепления штифта 160, простирающегося горизонтально от скобы 158 рубашки. Для установки формовочной системы 20 в закрытое положение литья соединительный затвор 156 поворачивает таким образом, чтобы крюк 156a мог захватить штифт 160. Сразу после выполнения соединения шток 154 втягивается соединительным цилиндром 150 основания, создавая уплотняющее или стягивающее усилие между наружной рубашкой 28 и путотообразователем 26 формы. Когда по периметру формовочной системы 20 располагаются последовательные ряды соединительных цилиндров 150 основания, каждый с соответствующим соединительным затвором 156 и скобой 158 рубашки, дополнительное стягивающее или закрывающее усилие обеспечивает улучшение конструкционной целостности, что позволяет устранить нежелательные проблемы с протечкой раствора. Стягивание или сжатие наружной рубашки с пустотообразователем формы, выполняемое таким образом, не вызывает заметного перемещения конструкций в направлении друг к другу, но обеспечивает повышение прочности системы. Литейная полость 34 усиливается за счет действия соединительных цилиндров 150 основания, что обеспечивает способность наружных формующих панелей 56 и внутренних формующих панелей 62 противостоять давлению залитого бетона. Количество соединительных цилиндров 150 основания, применяемых в формовочной системе 20, будет меняться в зависимости от размеров отливаемого изделия и от других факторов.
В дополнение к четырем боковым стенкам, формовочная система 20 обладает способностью к отливке в качестве интегральной части верхней стенки или пятой стороны, которая обозначена здесь позицией 166. Формовочная система 20 содержит крышку 168, опирающуюся на внутренние панели 62 и опорные балки 170 крышки, установленные на роликах 174, 178 (фиг. 5, 11 и 12). Противоположные внутренние колонны 142, которые взаимодействуют со срединными цилиндрами 148, снабжены на своих верхних концах роликовыми подшипниками 172, на которых размещаются ролики 174. Соответствующие внутренние панели 62 также содержат установленные на консолях роликовые подшипники 176, снабженные роликами 178. Несколько опорных балок 170 крышки перекрывают пространство между внутренними панелями 62 и каждая из них опирается на роликовый подшипник и роликовое устройство. Крышка 168 снабжена по краям фаской, предпочтительно под углом 45o.
Для того, чтобы обеспечить неподвижность крышки 168, несмотря на движение различных компонентов пустотообразователя 26, в особенности внутренних угловых форм 64, на каждом углу пустотообразователя 26 предусмотрен механизм замка крышки 181 (фиг. 13a-13c). Лучше всего механизм замка крышки 181 можно понять, изучая фиг. 3, 11 и 12. Для того, чтобы облегчить объяснения, на фиг. 13a-13c механизм замка крышки 181 проиллюстрирован в относительной изоляции от компонентов угловой формы 64. Каждый механизм 181 крепится к угловой обшивке 72 и внутренним скользящим пластинами 68 клиновидным элементом 183 и связью типа раскоса 185. Центровочный желоб скольжения 187 замка крышки образует канал 114, направляющий введенный в него скользящий выступ 114. При втягивании угловой формы 64 скользящий выступ 114 скользит внутрь по каналу 189 и под крышкой 168, которая, конечно, имеет на своей нижней поверхности (не показана) соответствующий путь или направляющую для взаимодействия со скользящим выступом 114. Каждый механизм замка 181 содержит механизм упора, предназначенный для ограничения степени перемещения выступа 114. Когда механизм замка крышки 181 размещаются на каждом углу, внутренние угловые формы 64 могут быть раздвинуты до нужной точки, а точно такая же степень расширения может быть повторена в последующих операциях.
В некоторых случаях бывает желательно выполнить в процессе литья каналоподобный контур 182 на верхней, или пятой стороне 166 по периферии ее обращенной вверх поверхности. В отлитом изделии контур 182 приспособлен для помещения в него боковых стенок 23 аналогичного литого изделия, помещенного выше, а также иных конструкционных изделий, с целью облегчить складирование и применение в строительстве. Контур 182 используется также как средство измерения размеров и определения взаимной перпендикулярности сторон, поскольку размеры контуров готовых изделий из одной отлитой партии должны быть идентичными. Для формирования контура 182 на залитый бетон помещают решетку 184 из брусьев с обращенными вниз брусьями 186 для формирования контура, так чтобы формовочные брусья совпадали с периферией литого изделия. Часть такой решетки 184 из брусьев и формовочный брус показаны на фиг. 5, 11 и 12. Решетку 184 из брусьев опускают на формовочный блок сразу после заливки бетона и крепят к колоннам 58 любым подходящим способом, предпочтительно болтами. Размеры решетки брусьев 184 предпочтительно бывают по ширине и длине на 3/16-1/4 дюйма (4,8-6,3 мм) меньше пространства, ограниченного наружными колоннами 58. За счет этого при затягивании болтов наружные колонны 58 очень незначительно втягиваются внутрь. Сразу после затвердевания изделия решетку 184 из брусьев отделяют от колонн, ослабив болты. При ослаблении болтов наружные колонны снова возвращаются в строго вертикальное положение, после этого решетку поднимают лебедкой или снимают иным образом, оставляя при этом в отлитом изделии контур 182.
На основании установлены цилиндры 162 поддона, которые являются предпочтительно гидравлическими. Они установлены таким образом, что их штоки 164 крепятся к поддону своими свободными концами. Пример цилиндра поддона лучше всего показан на фиг. 4. Поддон 32 образует основание для приема залитого бетона. Когда поддон 32 опускается к основанию для литья, штоки 164 цилиндров поддона предпочтительно втягиваются в цилиндры 162 до крайнего нижнего положения. Во время подготовки и процесса заливки цилиндры поддона остаются в крайнем нижнем положении. Когда система приводится в действие для перевода в положение литья, наружная и внутренняя панели прижимаются к сторонам поддона. После затвердевания литого продукта и отвода внутренней и наружной панелей цилиндры поддона приводятся в действие для подъема отлитого изделия и отделения верхней, или пятой стороны 166 от крышки 168.
При подготовке формовочной системы к заливке основание 24 крепят и выравнивают по горизонтали, регулируя установочные винты 30. Поддон 32 опускают к основанию путем втягивания штоков 164 цилиндров поддона в цилиндры поддона 162. После этого производится полное раздвигание пустотообразователя 26 путем одновременного расширения срединных цилиндров 148 и цилиндров угловой формы 66, так что внутренние панели 62 и угловые пластины 72 внутренних угловых форм 64 упираются во внутренние поверхности поддона 32. Механизмы 181 замка крышки позволяют внутренним угловым формам раздвигаться и стягиваться в определенной степени, удерживая при этом крышку в стационарном положении. Таким путем можно в точности повторить при каждой последующей операции точное движение внутренних угловых форм. Полностью раздвинутое состояние цилиндров пустотообразователя предпочтительно соответствует их закрытому положению литья. Когда пустотообразователь 26 находится в закрытом положении литья, края крышки 168 совпадают с внутренними панелями 62. В то же время, когда пустотообразователь раздвигается, наружная рубашка 28 стягивается путем движения панельных элементов 36 по направлению внутрь за счет втягивания угловых цилиндров 40 основания. Панельные элементы 36 перемещаются вместе до тех пор, пока наружные формующие панели 56 не упрутся в наружную поверхность поддона 32. Рабочая жидкость цилиндров 40, 58 и 66 предпочтительно поступает из одного и того же источника и в одно и то же время, так что гидравлическая жидкость движется в точку с наименьшим сопротивлением. После этого запираются угловые затворы 48 и угловые соединительные цилиндры 50 втягиваются с целью герметизации поверхности раздела панельных элементов. Соединительные цилиндры 150 основания входят в зацепление со скобами 158 рубашки. Сразу после осуществления соединения соединительные цилиндры 150 втягиваются с целью упрочнения связи пустотообразования 26 с наружной рубашкой 28. Хотя втягивание соединительных цилиндров 50, 150 может вызвать лишь незначительное перемещение, их сжимающее усилие повышает целостность всей системы и устраняет протечки раствора. Теперь между наружными панелями 56 и внутренними панелями 62 образована литейная полость 34 для заливки бетона.
После этого в литейную полость 62 заливают бетон. Если требуются только четыре стороны, заливку бетона прекращают до того, как его уровень достигнет верхней поверхности панелей 62. Если требуется пятистороннее изделие, бетон заливают также на крышку 168. После заливки или закачивания бетона в литейную полость 34 обычными способами на верхней, или пятой стороне 166 могут быть добавлены крючья для последующего использования их с целью извлечения отлитого изделия 22 из формовочной системы. При желании сверху может быть опущена решетка 184 из балок с формовочными балками 186, расположенными так, чтобы образовывать контур 182 на верхней, или пятой стороне 166. Решетка из балок крепится к наружным колоннам 58, после чего бетону позволяют затвердеть.
Отделение отлитого изделия 22 от формовочной системы 20 осуществляется путем выполнения перечисленных выше операций в обратном порядке. Преимущество настоящего изобретения заключается в функционировании во время операции отделения соединительного затвора. После завершения заливки каждый соединительный затвор 156 отсоединяется от соответствующей скобы рубашки 158 путем небольшого выдвижения штока 154 соединительного цилиндра. Соединительный затвор может затем быть повернут таким образом, что он может не коснуться скобы рубашки 158 при отводе панельных элементов 36 рубашки в наружном направлении за счет раздвигания угловых цилиндров 40 основания. Другое преимущество изобретения касается отделения верхней, или пятой стороны 166 от крышки 168. После того, как снята решетка 184 из брусьев, а компоненты формовочной системы 20 находятся в открытом положении освобождения, происходит раздвигание угловых цилиндров основания 40, выталкивающих рубашки 54 в наружном направлении. Перемещение вверх под воздействием цилиндра 162 поддона 32, и таким образом отлитого изделия 22, отделяет нижнюю поверхность верхней, или пятой стороны 166 от крышки 168. После этого отливка может быть извлечена из формовочной системы 20 с помощью обычных приспособлений, таких как кабели или вставленные крюки, а формовочная система может быть легко подготовлена к повторному выполнению операции.
Все цилиндры в предпочтительном варианте реализации связаны с единым источником рабочей жидкости. Их управление осуществляется известным образом с помощью четырехсекционного пакетного клапана. Для привода угловых цилиндров основания 40, цилиндров 66 угловой формы и срединных цилиндров 148 используется единый источник энергии, так что рабочая жидкость при расширении и стягивании литейных форм в места наименьшего сопротивления. Эта конструкция позволяет исключить проблемы заедания между взаимодействующими группами цилиндров. Предполагается также возможность использования множественных источников энергии и соответствующей системы управления. Кроме того, все цилиндры могут быть сконструированы или отрегулированы до предельного положения на каждом конце хода с тем, чтобы обеспечить совпадение длины расширения и стягивания.
Приведенное описание относится к предпочтительному варианту реализации изобретения. Возможно внесение различных изменений и исправлений без отступления от существа и более широких аспектов изобретения, изложенных в формуле изобретения.
Система формовки для литья пятисторонних, монолитных, бесшовных бетонных изделий, которая содержит наружную рубашку, пустотообразователь формы вместе с основанием и подвижный поддон, предназначенный для облегчения освобождения готового изделия. Наружная рубашка содержит два L-образных панельных элемента, которые поддерживаются при перемещении между открытым и закрытым положениями парой установленных на основании угловых исполнительных механизмов, простирающихся от неподвижного основания к вершине каждого панельного элемента. Панельные элементы связаны также один с другим исполнительными механизмами, расположенными вдоль каждого из взаимно прилегающих двух углов рубашки. Пустотообразователь содержит четыре внутренние панели, соединенные четырьмя внутренними втягивающимися углами. Как минимум две группы исполнительных механизмов раздвигают также срединную часть пустотообразователя и совместно с исполнительными механизмами угловых устройств применяются для раздвигания и стягивания всего пустотообразователя. Опирающиеся на основание исполнительные механизмы прикреплены к пустотообразователю и каждый из них имеет регулируемый соединительный шток для избирательного взаимодействия с наружными панельными элементами, прилегающими к поддону, с целью создания дополнительного давления между пустотообразователем и наружными панельными элементами для усиления системы, технический результат - улучшение целостности формы. 3 с. и 18 з.п. ф-лы, 13 ил.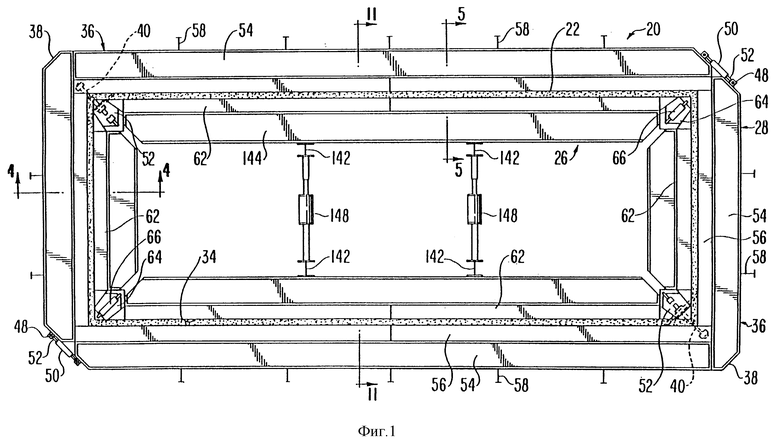
| US 3853452 A, 10.12.1974 | |||
| US 36808824 A, 01.08.1972 | |||
| US 5230907 A, 27.07.1993 | |||
| US 3934808 A, 27.01.1976 | |||
| Форма для изготовления железобетонных пустотелых блоков | 1987 |
|
SU1535736A1 |
