(54) РОЛИКОВАЯ ВОЛОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Рычажная роликовая волока | 1979 |
|
SU845926A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Роликовая волока | 2021 |
|
RU2786256C1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| РАЗРАВНИВАТЕЛЬ-УПЛОТНИТЕЛЬ ПОРОШКА В ЖЕЛОБЕ | 1996 |
|
RU2108203C1 |
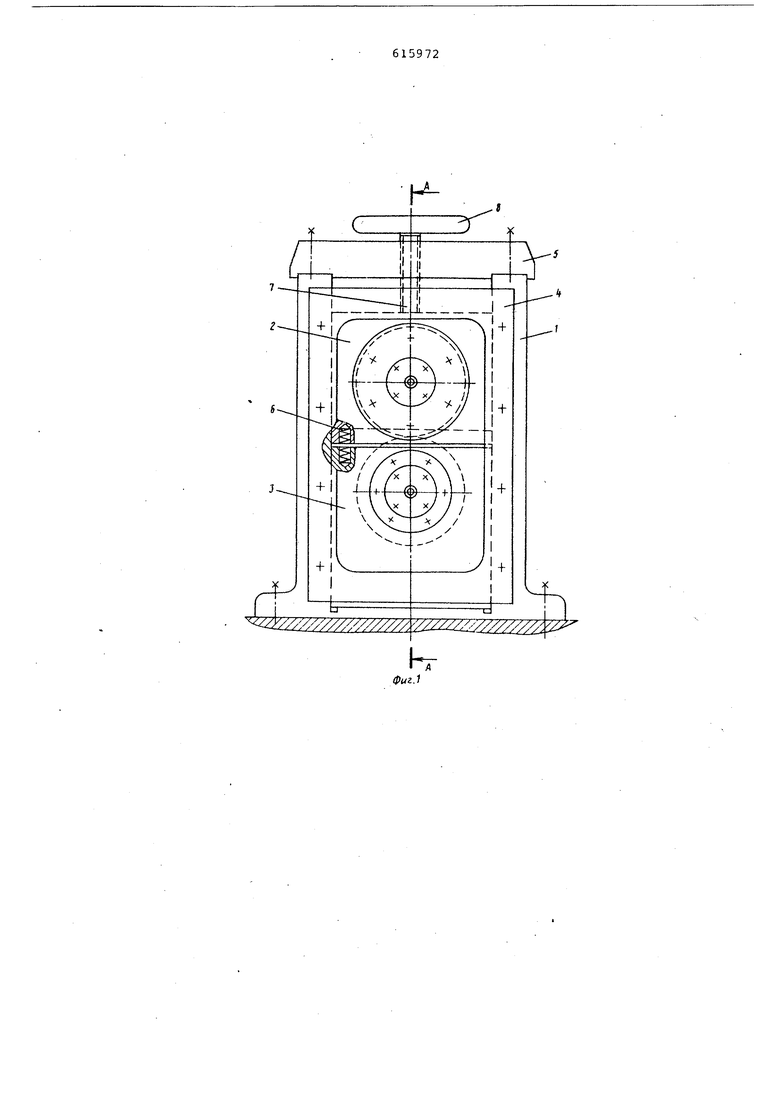
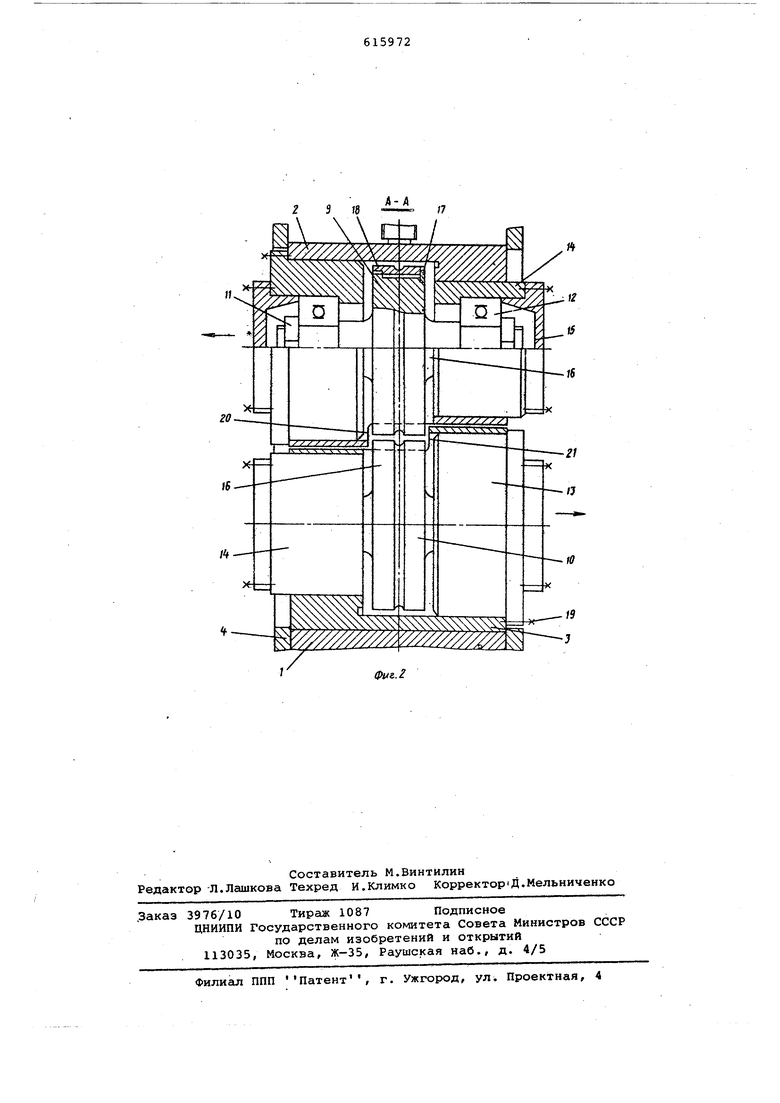
Изобретение касается обработки длинномерных материалов давлением и может быть использовано в линиях про изводства проволоки для предваритель ного обжатия заготовки перед волочением. Известна роликовая волока, содержащая две пары сопряженных роликОв, которые с двух сторон установлены на опоры в виде половин полого Вс1ла. За мена роликов осуществляется в этой волоке без разборок и сборок несущих опор l . Однако замена роликов требует зна чительного времени, так как необходи мо не только установить ролики, но и произвести их осевую (попарную) регу лировку путем пробных протягиваний, при которых возможна отбраковка значительных отрезков проволоки. К тому же, установка роликов треб ет синхронного сведения обоих центро и одновременного удержания при зтом ролика по оси волоки, что весьма, затруднительно и трудоемко. Применение двух консольных центров снижает жесткость оси ролика и увеличивает радиальное биение его бандажа. Цель изобретения - упрощение демонтажа и монтажа роликов и сокращение времени на их замену пут«м обеспечения возможности осевого съема и установки предварительно собранных и отрегулированных роликов и отдельно их бандажей. Для этого в известной роликовой волоке, содержащей по меньшей мере пару сопряженных роликов, выполненных в виде бандгикей, жестко насаженных на оси, установленные с двух сторон в опорах, размещенных в гнездах подушек, наружные размеры опор с одной стороны ролика выполнены большими, чем диаметр ролика, а наружные размеры опор с другой стороны - меньшими, чем внутренний диаметр бандажа, причем по одну сторону роликов опоры с большими размерами чередуются с опорами меньших размеров. На фиг.1 изображена роликовая волока, общий вид; на фиг.2 - разрез А-А н а фи г.1. Роликовая волока имеет /корпус 1 в котором помещены подушки 2 и 3 с возможностью их перемещения относительно друг друга. Подушки i, 3 с двух сторон удерживаются закреплвиными на корпусе 1 рамками 4. В верхней части корпуса закреплена краака 5. В отверстиях подушек 2 и 3 помещены. пружины б. Перемещение подушек осуществляется пружинами б и зинтом 7 ,с маховичком 8.Винт 7 упирается торцом в подушку 2 верхнего ролика 9. На осях роликов 9 и 10 с двух сторон гайками 11 закреплены подшипники 12, помещенные в обоймах 13, 14 и закрепленные в них крьшками 15. Оси роликов 9, 10 для сохранения жесткости опор выполнены за. одно целое с их ступицами 16, на которых планками.17 закреплены бандажи 18. Ролики 9, 10 в сборе с подшипниками 12, гайками 11 обоймами 13, 14, крышками 15, бандажами 18 и планками 17 помещены и закреплены болтами 19 в гнездах подушек 2, 3 .
Для обеспечения возможности извлечения роликов 9, 10 в сборе с указанными деталями из гнезд подушек 2,3 в осевом направлении гнезда и обоймы 13 имеют больший диаметр, чем наружный диаметр роликов 9, 10 с бандажами 1 8 .
Для последующего съема бандажей 18 со ступицы 16 в осевом направлении гнезда и обоймы 14 выполнены с меньшим диаметром, чем внутренний диаметр бандажей 18.
Для обеспечения- сопряжения роликов 9, 10 гнезда и обоймы 13 большего диаметра расположены против гнезд и обойм 14 меньшего диаметра, а на обращенных друг к другу поверхностях подушек 2, 3 выполнены уступы 20, 21, образующие свободное пространство для помещения периферии роликов 9, 10.
Для демонтажа роликов 9, 10 в сборе с обоймами 13, 14 и другими указанными деталями при отсутствии проволоки в ручьях достаточно отвернуть болты 19 и извлечь ролики из гнезда подушек 2 и 3. Верхний ролик 9 извлекается влево, а нижний ролик 10 вправо (на фиг.2 показано стрелками). Подушки 2, 3 демонтировать не требуется .
При наличии проволоки в ручьях сопряженных роликов, перед их .съемом необходимо переместить подушку 2 вверх вращениег винта 7 маховичком-8.
В демонтированных роликах 9 и 10 в случае необходимости могут заменяться бандажи 18 без снятия обойм. Для этого необходимо снять планки 17, эатем снять бандажи 18 в осевом направлении через обоймы 14 с меньшим диаметром.
Вместо снятых ставятся другие, заранее собранные с обоймами ролики.
При этом осевое положение сопрягаемых роликов фиксируется упором буртов обойм 13 с большим диаметром в торцы подуШек 2 и 3. Поставленные ролики в сборе с обоймами вновь закрепляются болтами 19. 5
Затем через зазор между разведенными роликами 9, 10 пропускается проволока и помещается в ручей нижнего ролика. Маховичком 8 и винтом 7 опускается подушка 2 до получения необходимого калибра между ручьями, и
роликовая волока готова к работе.Величина калибра при протягивании через нее проволоки контролируется известными приборами.
Возможность осевого съема роликов в сборе с обоймами без съема подушек и возможность установки новых,, предварительно собранных и отрегулированных роликов, значительно упрощает демонтаж и монтаж роликов и сокращает время, необходимое для их замены.Пос ле установки роликов осевой регулировки ручьев не требуе-тся. Выполнение 5 осей роликов за одно целое с их сту.пицами повышает жесткость опор сту-. пиц и уменьшает возможность их радиального биения.
Экономический эффект от использоQ ванил роликовой волоки с применением изобретения в одной лин.ии производства проволоки 2-3 мм составит 20 тыс.руб.
Формула изобретения
Роликовая волока, содержащая по меньшей мере пару сопряженных роли- . ков, выполненных в виде бандажей, жестко насаженных на оси, установленные с двух сторон в опорах, размещенных в гнездах подушек, отличающаяся тем, что, с целью упрощения монтажа и демонтажа роликов и
сокращения времени на их замену, наружные размеры опор с одной стороны ролика выполнены большими, чем диаметр ролика, а наружные размеры опор с дру1Ой стороны - меньшими, чем внутренний диаметр бандажа, причем по
одну сторону от роликов опоры с больuи и размерами чередуются с опорами меньших размеров,
Источники информации, принятые во внимание при экспертизе:
(.Z
