изобретение относится к обработке металлов давлением, в частности к изготовлению труб методом экструдирования.
Известен способ работы прессового Инструмента при экструдировании полых слитков, при котором в полость слитка вводят иглУ и движением шплинтоиа .с Л ёсс-шайбоЯ вперед распрессовьшают слиток, а затем вьщавливают его материал в кольцевой зазор, образованный иглой и калибрунедим каналом матрицы И
Однако положение иглы относительно канала матрицы при экструдировании в значительной мере зависит от точности центровки оси шплинтона относительно осей контейнера и матрицы, а также от разностенности экструдируемого слитка, что в итоге приводит к разнотолщинности готовых труб 10%
Известен также способ работы npeqсового инстр-умента при экструдировании полых слитков, эаключанвдийся в том, что в полость слитка подают конусную бутылочную иглу и движением шплинтона с пресс-шайбой вперед распрессовьшают слиток и выдавливают его в кольцевой зазор, образованный
оправкой иглы и калибрукяцим каналом матрицы с заходнымконусом р
Этот способ позволяет получать готовые трубы с минимальной разнотолщинностью,-однако вследствие неизбежного образования пробки при раепрессовке уменьшается выход годного при экструдировании.
Для увеличения выхода годного при экструдировании полых изделий и для уменьшения разностенности готовьос изделий конусную бутылочную иглу подают до упора ее конуса в заходный конус матрицы, а после распрессовки слитка иглу отводят назгш до выхода конуса иглы из конуса матрицы, останааливают ее в рабочем положении, после чего осуществляют выдавливание
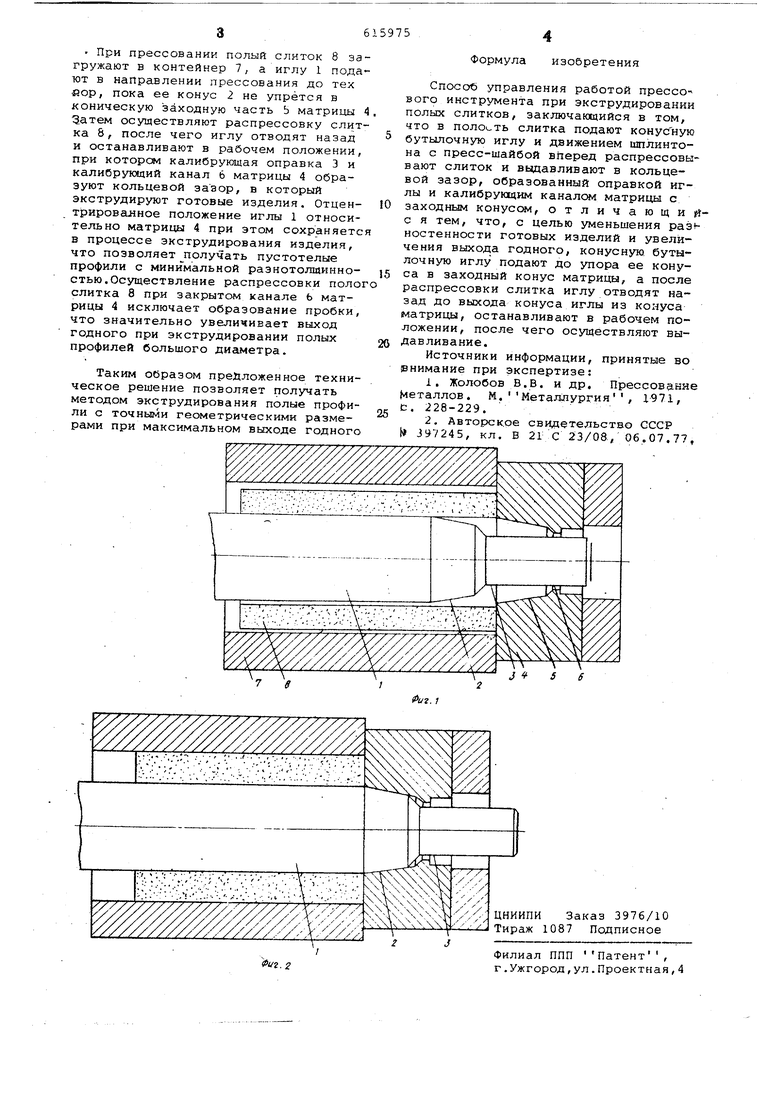
На фиг.1 изображен прессовой 1инструмент в разрезе, общий вид; на фиг.2 показано положение деталей инструмента после распрессовки слитка ,
Прессовой инструмент имеет бутылоч.;ую иглу 1 с конусом 2 и калибрующей оправкой 3, матрицу 4 с конической заходной частью, 5 и калибрующим каналом 6, контейнер 7.
Работа предложенным способом осуществляется следующим образом.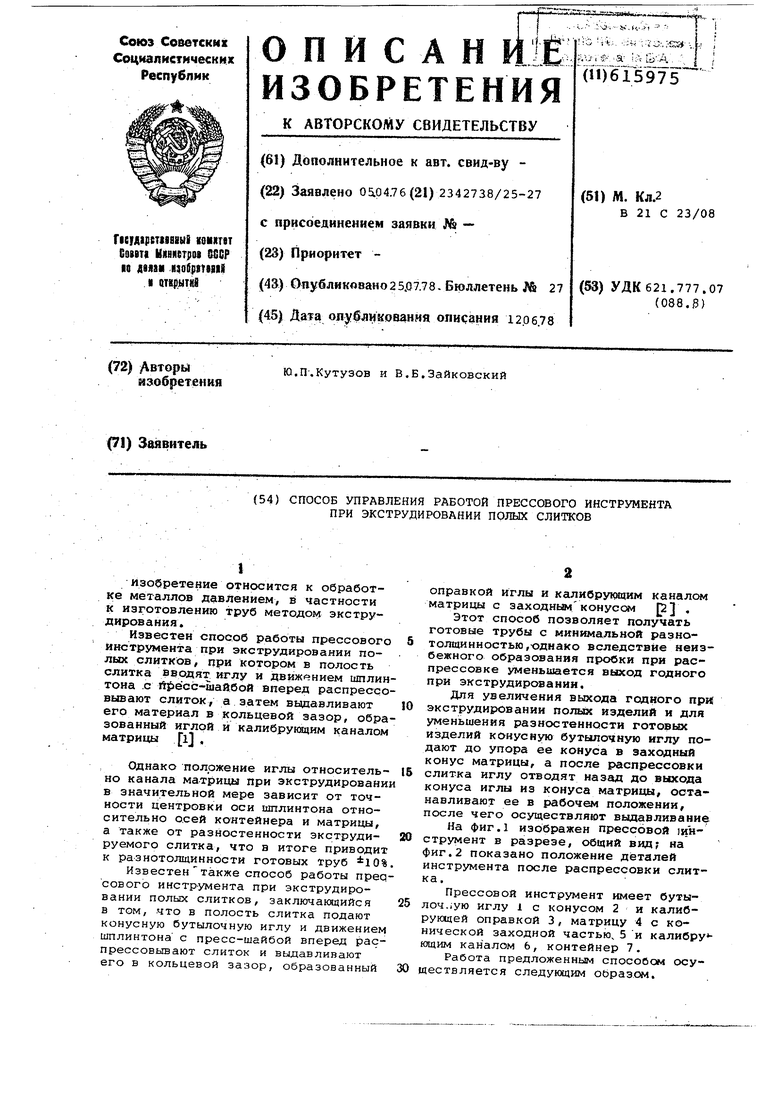
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер устройства для прессования труб и полых профилей | 1986 |
|
SU1375371A1 |
| Инструмент для прессования полых изделий | 1986 |
|
SU1433518A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Инструмент для прессования изделий с рубашкой | 1987 |
|
SU1488057A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФ.ь^ЛЕЙ | 1973 |
|
SU397245A1 |
| Инструмент для гидростатического экструдирования труб из круглых полых заготовок | 1974 |
|
SU695535A3 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЧНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2313412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
