00 00 СЛ
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании полых изделий на горизонтальных прессах,
Цель изобретения - повышение качества изделий и выхода годного за |счет обеспечения качественной распрес |совки слитка.
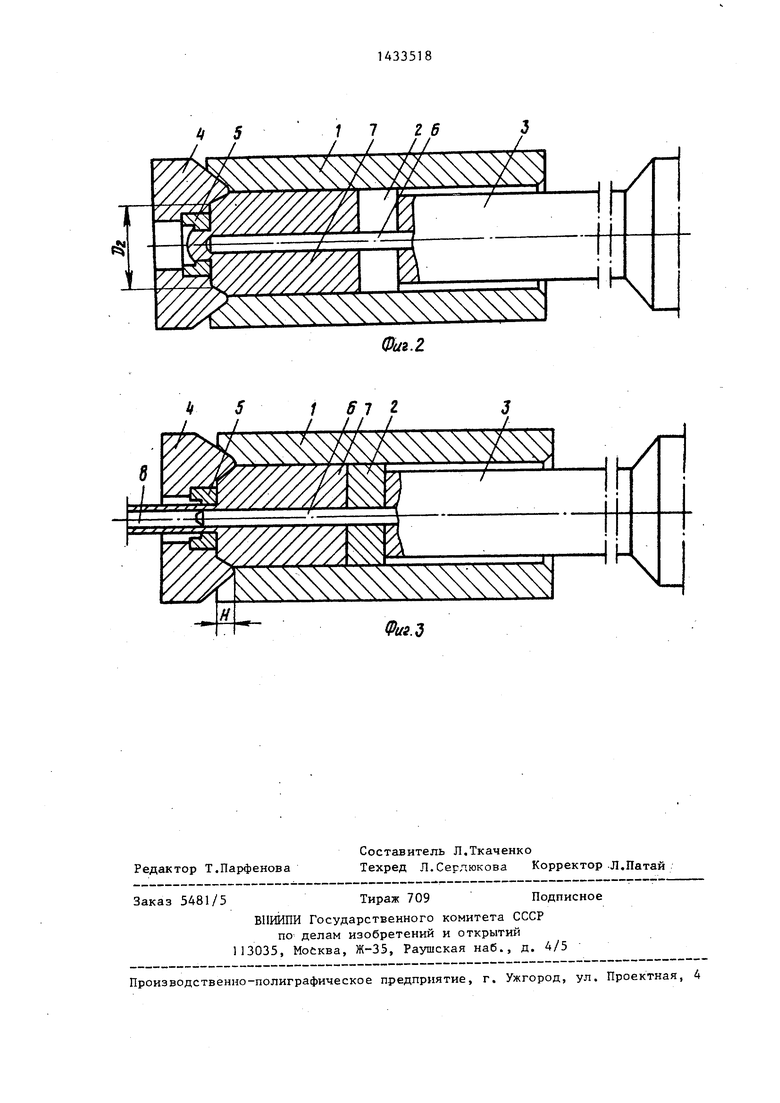
i На фиг.1 показан предлагаемый инструмент, продольный разрез и схема размещения слитка в контейнере; на кг,2 - инструмент в процессе распрес совки и прошивки слитка; на фиг.З - ртроцесс прессования изделия, I Инструмент для прессования полых Изделий содержит рабочую втулку 1, Пресс-шайбу 2, шплинтон 3, матрице- ержатель 4 с матрицей 5 и иглу 6, а торце матрицедержателя 4 выполне - а конусная полость, заходный диа- Иетр которой равен диаметру рабочей асти втулЛи, а диаметр-у основания :и ее высота составляют 0,85-0,97 и. 0,04-0,3 диаметра рабочей части втул :и соответственно. Позициями 7 и 8 обозначены слиток и изделие соответс |венно,
; Инструмент работает следующим образом,
; Механизмом подачи (не показан) рлиток 7 подают в рабочуй часть втул (СИ 1 . Затем подается пресс-шайба 2 и С помощью юплинтона 3 слиток 7 вдвигется в конусную полость матрицедержа теля 4, т,е, производится центровка слитка 7 в рабочей части втулки 1. Далее осуществляется распрессовка
слитка 7. В результате центровки слитка 7 за счет конусного захода в матри- цедержателе 4 при распрессовке работая часть втулки 1 полностью заполняется металлом 7, После окончания рас- прессовки слиток 7 . прошивается иглой 6 и осуществляется прессование изделия 8 в очко между матрицей 5 и иглой 6, При этом игла не смещается относительно оси пресса, за счет чего получается качественное . по разно- стенное ти изделие 8,
Применение предлагаемого инструмента для прессования полых профилей позволяет снизить поле допуска на разно- стенное ть труб на 1-3,5%,
Формула изобретения
Инструмент для прессования полых изделий, содержащий рабочую втулку контейнера, заходящие в нее пресс- шайбу и иглу, а также установленный во втулке контейнера со стороны, противоположной шплинтону, матрицедер- жатель с матрицей, отличающийся тем, что, с целью повышения качества изделий и выхода годного за счет обеспечения качественной рас- прессовки слитка, со стороны рабочего торца матрицедержатель выполнен с конусной полостью, заходный диаметр которой равен диаметру рабочей части втулки, диаметр у основания и высота заходной полости составляют 0,85-0,97 и 0,04-0,3 диаметра рабочей втулки соответственно.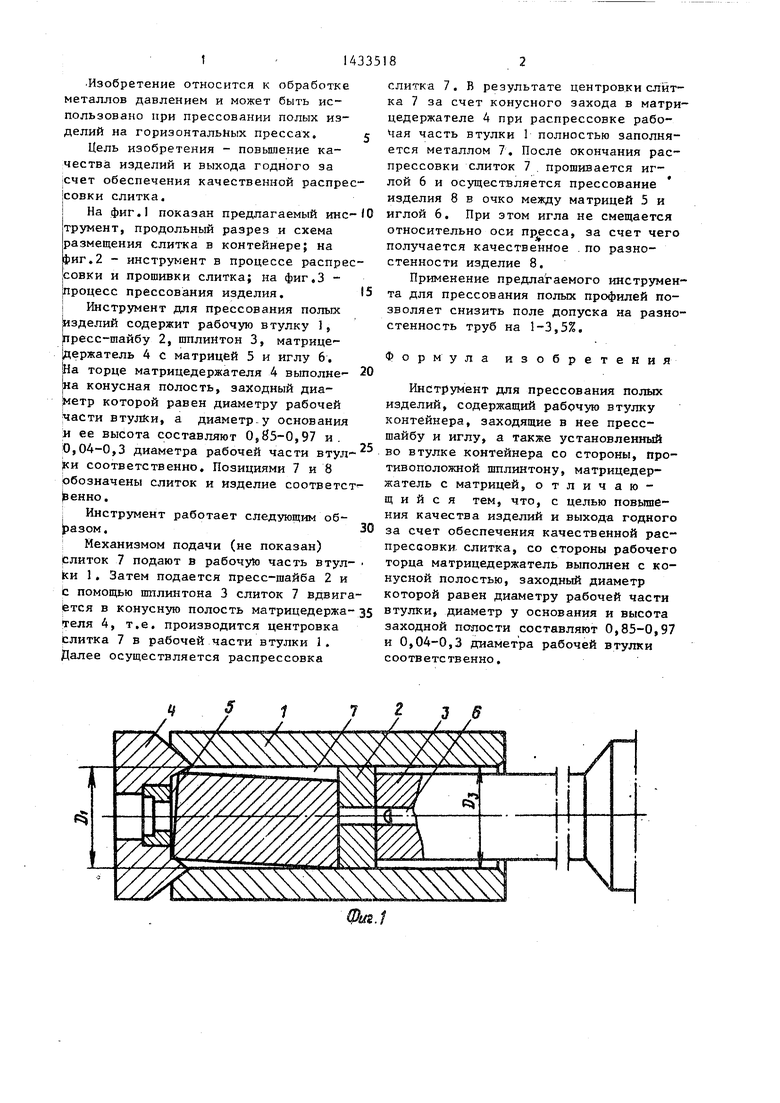
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделий с рубашкой | 1987 |
|
SU1488057A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Контейнер устройства для прессования труб и полых профилей | 1986 |
|
SU1375371A1 |
| Способ изготовления профилей | 1983 |
|
SU1230709A1 |
| Способ управления работой прессового инструмента при экструдировании полых слитков | 1976 |
|
SU615975A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФ.ь^ЛЕЙ | 1973 |
|
SU397245A1 |
| Инструмент для армирования прессованных труб с утолщениями | 1988 |
|
SU1637896A1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании полых иэ- делий на горизонтальных прессах. Цель изобретения - повышение качества изделий и выхода годного за счет обес- печения качественной распрессовки слитка. В инструменте на рабочем торце матрицедержателя выполнена конусная полость. Ее заходный диаметр равен диаметру рабочей части втулки (РЧВ). Диаметр ,у основания и ее высота составляют 0,85-0,97 и 0,04-0,3 диаметра РЧВ соответственно. После распрессовки полость РЧВ целиком заполнена металлом. Поэтому при последующей прошивке иглой и прессовании профиля смещения иглы с оси прессования не происходит. 3 ил. (Г л
Фаг.г
Фиг.Ъ
| Жолобов В.В., Зверев Г.И | |||
| Прессо- вание металлов | |||
| М.: Металлургия, i 1971,с.12 |
