Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении горячей объемной штамповкой поковок с отростками корпусов арматуры газотурбинных двигателей.
Известен способ безоблойной штамповки детали с внутренней полостью, уступами и отростками с приливами (патент РФ №2292979, В21К 21/08, опубликовано 10.02.2007), при котором внутреннюю полость формируют в последнем переходе, боковые отростки формируют до последнего перехода, а приливы и уступы формируют в последнем переходе одновременно с формированием внутренней полости.
Недостатком известного способа является невозможность изготовления поковок сложной формы, а также необходимость поддержания постоянной температуры, как заготовки, так и инструмента для проведения штамповки детали с отростками в изотермических условиях на гидропрессе.
Известен способ изготовления поковок с отростками (патент РФ №2255831, В21К 1/74, опубликовано 10.07.2005), взятый в качестве прототипа, включающий осадку заготовки, формирование полуфабриката, окончательную штамповку, при этом в процессе осадки перемещают металл за торец заготовки и формируют отростки длиной в пределах 0,1-1,2 длины окончательно отштампованных отростков, шириной и толщиной в пределах 0,2-1,0 соответственно ширины и толщины окончательно отштампованных отростков.
Недостатком известного способа является невозможность осуществить штамповку деталей сложной формы, таких как несимметричных деталей, с отростками в средней части стержня (так называемых нетехнологичных деталей). Формирование отростков известным способом возможно только с перемещением металла за нижний или верхний торец заготовки.
Задача изобретения - создание простого способа изготовления несимметричных поковок сложной формы с отростками с одновременным обеспечением высокого качества штамповки.
Технический результат, получаемый при решении поставленной задачи, состоит в упрощении способа изготовления поковки корпуса арматуры газотурбинного двигателя с максимальным приближением к геометрии готовой детали при одновременном обеспечении высокого качества полученной поковки.
Указанный технический результат достигается тем, что способ изготовления поковки корпуса арматуры газотурбинного двигателя, выполненного в виде стержня с двумя разновеликими цилиндрическими отростками и сферической головкой на одном торце, двумя равновеликими отростками прямоугольного профиля в средней части, расположенными под углом 150° друг к другу, и полостью на другом торце, включает осадку исходной цилиндрической заготовки с получением заготовки в виде стержня с двумя разновеликими отростками, имеющими в нижней части форму полуцилиндра, формирование из полученной заготовки полуфабриката, в процессе которого на торце стержня одновременно формируют сферическую головку и изменяют форму двух разновеликих отростков на цилиндрическую, и окончательную штамповку полуфабриката в штампе, имеющем выталкиватель, с базированием сферической головки и наружной поверхности разновеликих отростков в выталкивателе, при этом в процессе окончательной штамповки в средней части заготовки в плоскости, перпендикулярной оси заготовки, одновременно формируют два равновеликих отростка прямоугольного профиля, расположенных под углом 150° друг к другу, и полость на торце полуфабриката.
Технический результат достигается тем, что при осадке заготовки формируют разновеликие отростки, имеющие в нижней части форму полуцилиндра, а при формировании полуфабриката на торце стержня одновременно формируют сферическую головку и изменяют форму двух разновеликих отростков на цилиндрическую. Такая последовательность способа формирования разновеликих отростков и сферической головки позволяет максимально приблизить выполнение поковки корпуса арматуры газотурбинного двигателя к геометрии готовой детали, что повышает точность выполнения поковки.
В процессе окончательной штамповки в средней части заготовки в плоскости, перпендикулярной оси заготовки, одновременно формируют два равновеликих отростка прямоугольного профиля, расположенных под углом 150° друг к другу, и полость на торце полуфабриката, что позволяет получить поковку с максимальным приближением к геометрии готовой детали при одновременном обеспечении высокого качества полученной поковки.
Осуществление окончательной штамповки в штампе, имеющем матрицу с фильерами для формирования двух равновеликих отростков прямоугольного профиля, каждая из которых выполнена с компенсационной полостью, позволяет, за счет пластического деформирования и перераспределения определенного объема металла в компенсационные полости, получить поковку с максимальным приближением к геометрии готовой детали при одновременном обеспечении высокого качества поковки.
Способ может быть использован при изготовлении корпусов арматуры газотурбинных двигателей из труднодеформируемых металлов и сплавов.
Предложенный способ изготовления поковки корпуса арматуры газотурбинного двигателя, выполненного в виде стержня с двумя разновеликими цилиндрическими отростками и сферической головкой на одном торце, двумя равновеликими отростками прямоугольного профиля в средней части, расположенными под углом 150° друг к другу, и полостью на другом торце, позволяет получить за три перехода штамповки поковку сложной формы, по сравнению с прототипом. Что позволяет упростить способ изготовления поковки и максимально приблизить поковку к геометрии готовой детали с одновременным обеспечением высокого качества полученной поковки.
Предложенный способ изготовления поковки корпуса арматуры газотурбинного двигателя проводили с применением кривошипно-коленного пресса, что позволило упростить процесс получения сложной несимметричной поковки, сократить затраты на изготовление штамповой оснастки и, тем самым, обеспечить более низкую стоимость штамповки.
Наличие совокупности указанных признаков позволяет сделать вывод о новизне заявленного способа изготовления поковки корпуса арматуры газотурбинного двигателя.
Сравнение заявленного решения с прототипом и другими решениями в данной области техники показывает, что изложенная совокупность признаков не известна из существующего уровня техники, на основании чего можно сделать вывод о соответствии заявленного решения критерию изобретения «изобретательский уровень».
Соответствие заявленного решения критерию изобретения «промышленная применимость» показано на примере конкретного выполнения способа изготовления поковки корпуса арматуры газотурбинного двигателя.
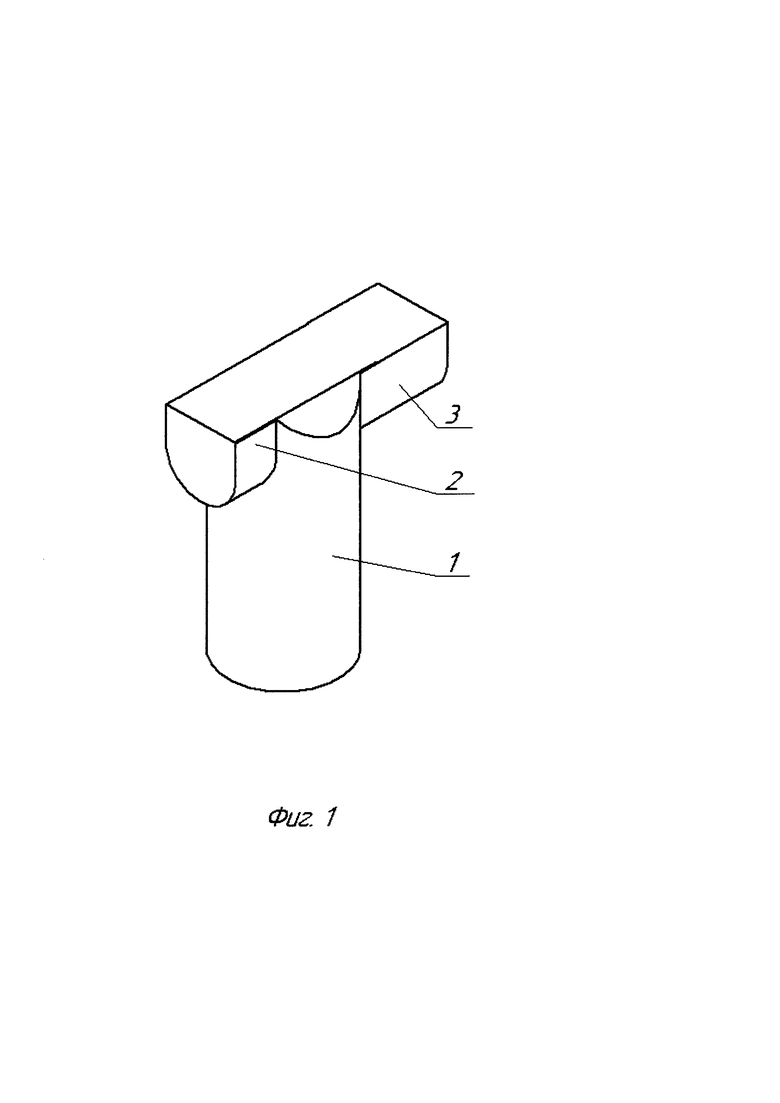
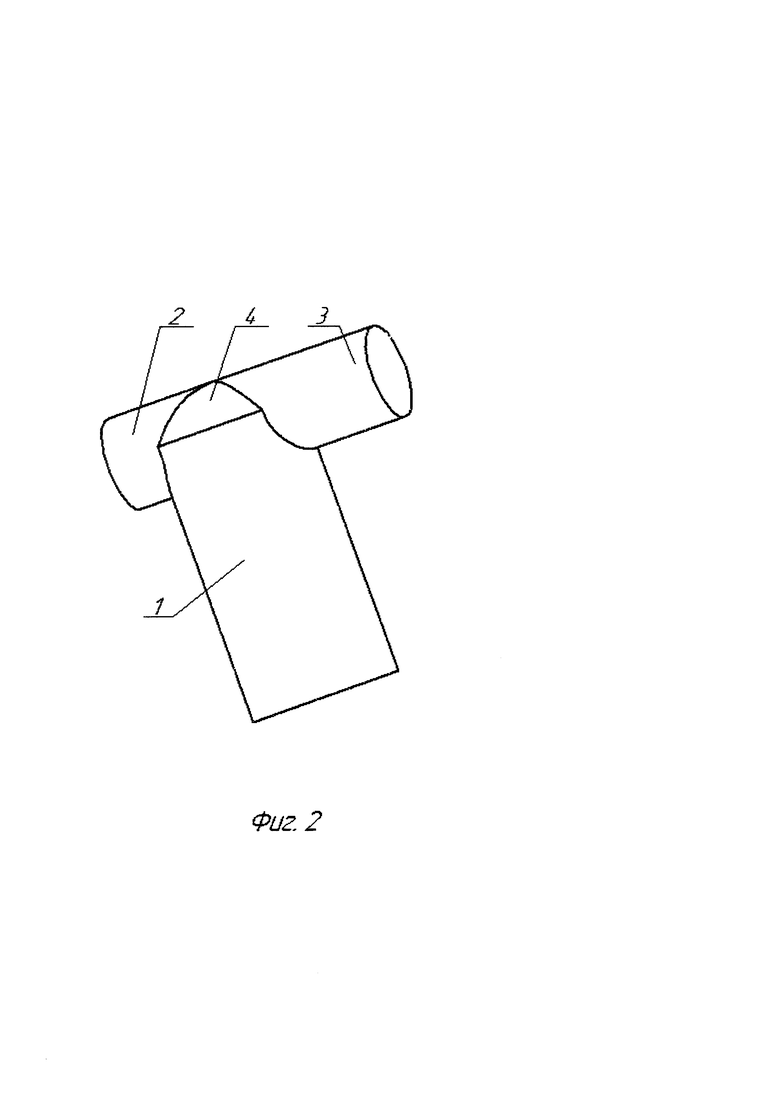
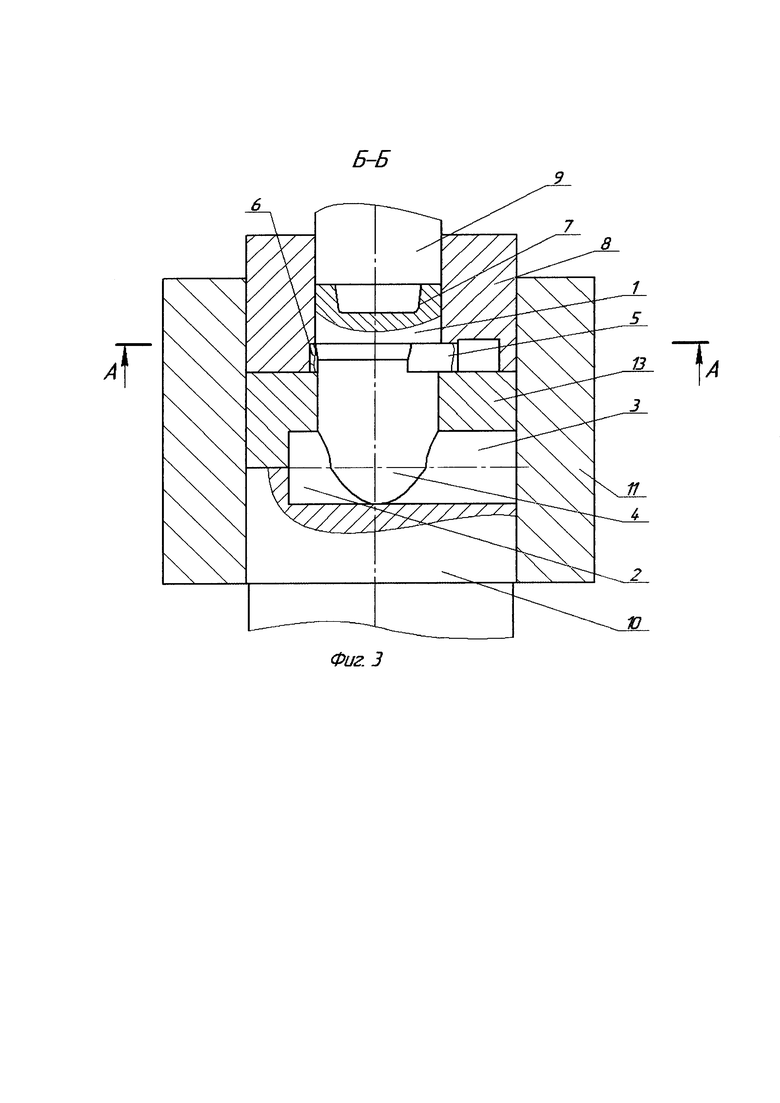
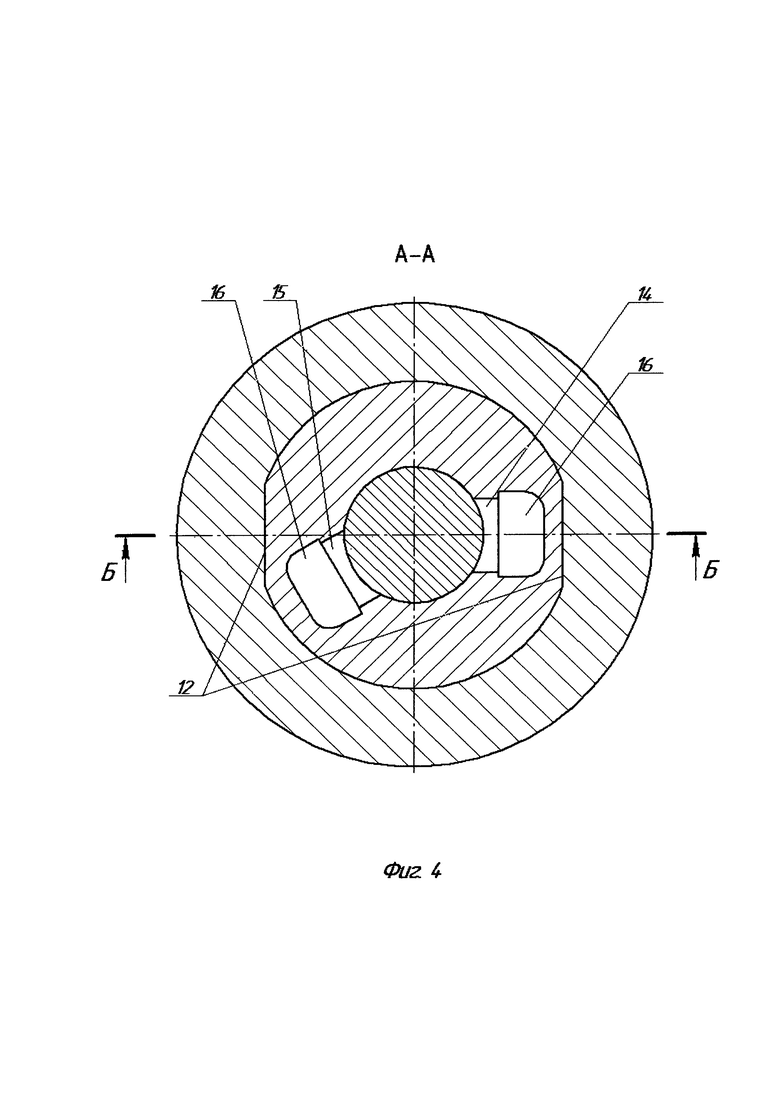
На фиг. 1 представлена поковка, полученная после осадки заготовки (первый переход штамповки), на фиг. 2 - поковка после процесса формирования полуфабриката (второй переход штамповки), на фиг. 3 -окончательная штамповка (третий переход штамповки, разрез Б-Б) получения поковки с отростками с помощью штамповой оснастки, фиг. 4 - разрез А-А, фиг. 5 - общий вид полученной поковки после третьего перехода штамповки.
Получали поковку корпуса арматуры газотурбинного двигателя из стали 12Х18Н10Т, имеющую цилиндрический стержень 1 с двумя разновеликими отростками 2 и 3 и сферической головкой 4 на одном торце стержня 1, двумя отростками 5 и 6, выполненными под углом друг к другу в средней части стержня 1, и внутренней полостью 7, выполненной на другом торце стержня 1.
Способ изготовления поковки корпуса арматуры газотурбинного двигателя реализуют следующим образом.
Штампованную поковку корпуса арматуры газотурбинного двигателя получают за три перехода из исходной заготовки, полученной из прутка диаметром 39 мм и высотой 112 мм на кривошипно-коленном прессе.
Заготовку предварительно нагревают до ковочной температуры (например, 1010°С), затем осаживают в открытом штампе и получают в первом переходе заготовку в виде стержня 1 диаметром 40,5 мм с разновеликими отростками 2 и 3 длиной 31 мм и 48 мм соответственно от оси стержня (шириной 22,4 мм и высотой по 31 мм), при этом нижняя часть отростков 2 и 3 выполнена в форме полуцилиндра (фиг. 1).
Формирование полуфабриката заготовки (второй переход штамповки) проводят следующим образом.
Заготовку вновь предварительно нагревают до ковочной температуры, устанавливают цилиндрической частью стержня 1 в матрицу вертикально, при этом набранный объем металла отростков 2 и 3 располагают вверху. Далее производят штамповку второго перехода с формированием головной части заготовки - верхнего торца стержня 1 в виде сферической головки 4 и двух разновеликих отростков 2 и 3 цилиндрической формы (фиг. 2) в открытом штампе. Удаляют облой заготовки.
Окончательную штамповку заготовки (третий переход штамповки) проводят следующим образом.
Для формирования отростков 5 и 6 расположенных под углом друг к другу равным 150°, в средней части цилиндрического стержня 1 собирают на прессе штамповую оснастку (фиг. 3). Оснастка содержит матрицу 8, пуансон 9, выталкиватель 10, обойму 11 с внутренними лысками 12, разъемное кольцо 13. Лыски 12 служат для базирования при установке выталкивателя 10, разъемного кольца 13 и матрицы 8. В матрице 8 выполнены фильеры 14 и 15, расположенные под углом друг к другу, равным 150 градусов. В продолжение каждой фильеры 14 и 15 матрицы 8 выполнена разрядка - компенсационная полость 16.
Заготовку после второго перехода нагревают до ковочной температуры, размещают заготовку вертикально с базированием сферической головки 4 и наружной поверхности разновеликих отростков 2 и 3 в выталкивателе 10 штампа. Затем устанавливают разъемное кольцо 13 на заготовку по цилиндрическому стержню 1 с базированием в обойме 11 по лыскам 12. Размещают матрицу 8 на цилиндрическом стержне 1 заготовки с базированием в обойме 11 по лыскам 12 и горизонтальным прикасанием верхней поверхности разъемного кольца 13 с нижней поверхностью матрицы 8. Одну фильеру 14 (фиг. 4) матрицы 8 для формирования бокового отростка 5 располагают на одной оси с боковыми лысками 12, вторую фильеру 15 располагают под углом 150° по отношению к первой фильере 14 для формирования второго бокового отростка 6. В продолжение каждой фильеры 14 и 15 выполнена разрядка - компенсационная полость 16 для размещения избыточного объема металла заготовки в окончательной стадии формоизменения штамповки. Компенсационные полости 16 позволяют снизить удельное давление на инструмент в конечный момент штамповки, что обуславливает увеличение стойкости штампа. Формируют равновеликие боковые отростки 5 и 6 прямоугольного профиля с одновременным формированием внутренней полости 7 путем деформирования заготовки по продольной оси движением пуансона 9 вниз. После завершения процесса деформации заготовки ползун пресса (не показано) поднимают вверх, окончательно отштампованную заготовку извлекают с помощью выталкивателя 10. Снимают матрицу 8 с цилиндрического стержня 1 отштампованной заготовки, раскручивают винты (не показано), поддерживающие две половинки разъемного кольца 13, которые снимают с боковых отростков 2 и 3. Штамповка цилиндрической заготовки с получением двух разновеликих боковых отростков 2 и 3, сферической головки 4, взаимного расположения равновеликих отростков 5 и 6 прямоугольного профиля в средней части стержня 1 в плоскости, перпендикулярной продольной оси стержня 1 под углом 150° и внутренней полости 7 завершена (фиг. 5).
Таким образом, предложенный способ изготовления поковки корпуса арматуры газотурбинного двигателя с отростками и внутренней полостью позволяет получить за три перехода несимметричную поковку сложной формы из труднодеформируемого металла с максимальным приближением к геометрии готовой детали при одновременном обеспечении высокого качества полученной поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок корпуса арматуры газотурбинного двигателя. Осуществляют осадку исходной цилиндрической заготовки с получением заготовки в виде стержня с двумя разновеликими отростками. В нижней части отростки имеют форму полуцилиндра. Из полученной заготовки получают полуфабрикат. При этом на торце стержня одновременно формируют сферическую головку и изменяют форму двух разновеликих отростков на цилиндрическую. Затем производят окончательную штамповку полуфабриката в штампе, имеющем выталкиватель с базированием в нем сферической головки и наружной поверхности разновеликих отростков. В процессе окончательной штамповки в средней части заготовки в плоскости, перпендикулярной оси заготовки, одновременно формируют два равновеликих отростка прямоугольного профиля, расположенных под углом 150° друг к другу, и полость на торце полуфабриката. В результате обеспечивается повышение качества полученных поковок. 2 з.п. ф-лы, 5 ил.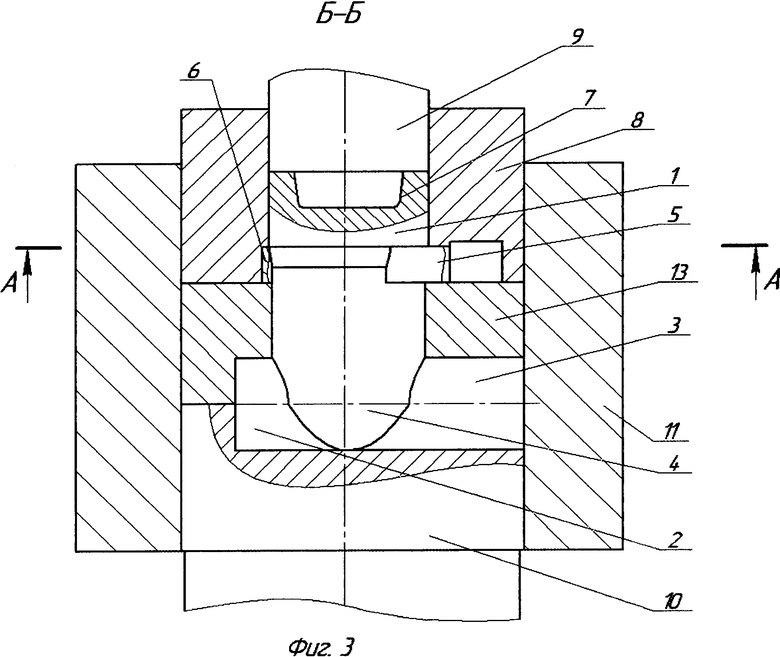
1. Способ изготовления поковки корпуса арматуры газотурбинного двигателя, выполненного в виде стержня с двумя разновеликими цилиндрическими отростками и сферической головкой на одном торце, двумя равновеликими отростками прямоугольного профиля в средней части, расположенными под углом 150° друг к другу, и полостью на другом торце, включающий осадку исходной цилиндрической заготовки с получением заготовки в виде стержня с двумя разновеликими отростками, имеющими в нижней части форму полуцилиндра, формирование из полученной заготовки полуфабриката, в процессе которого на торце стержня одновременно формируют сферическую головку и изменяют форму двух разновеликих отростков на цилиндрическую, и окончательную штамповку полуфабриката в штампе, имеющем выталкиватель, с базированием сферической головки и наружной поверхности разновеликих отростков в выталкивателе, при этом в процессе окончательной штамповки в средней части заготовки в плоскости, перпендикулярной оси заготовки, одновременно формируют два равновеликих отростка прямоугольного профиля, расположенных под углом 150° друг к другу, и полость на торце полуфабриката.
2. Способ по п. 1, отличающийся тем, что формирование полуфабриката осуществляют в открытом штампе.
3. Способ по п. 1, отличающийся тем, что окончательную штамповку осуществляют в штампе, имеющем матрицу с фильерами для формирования двух равновеликих отростков прямоугольного профиля, каждая из которых выполнена с компенсационной полостью.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| US 3889512 A1, 17.06.1975. | |||

