Изобретение относится к области обработки металлов давлением, в частности к инструменту для торцовой прокатки деталей, в том числе деталей с полостью.
Цель изобретения - расширение техно- логических возможностей и повышение надежности инструмента.
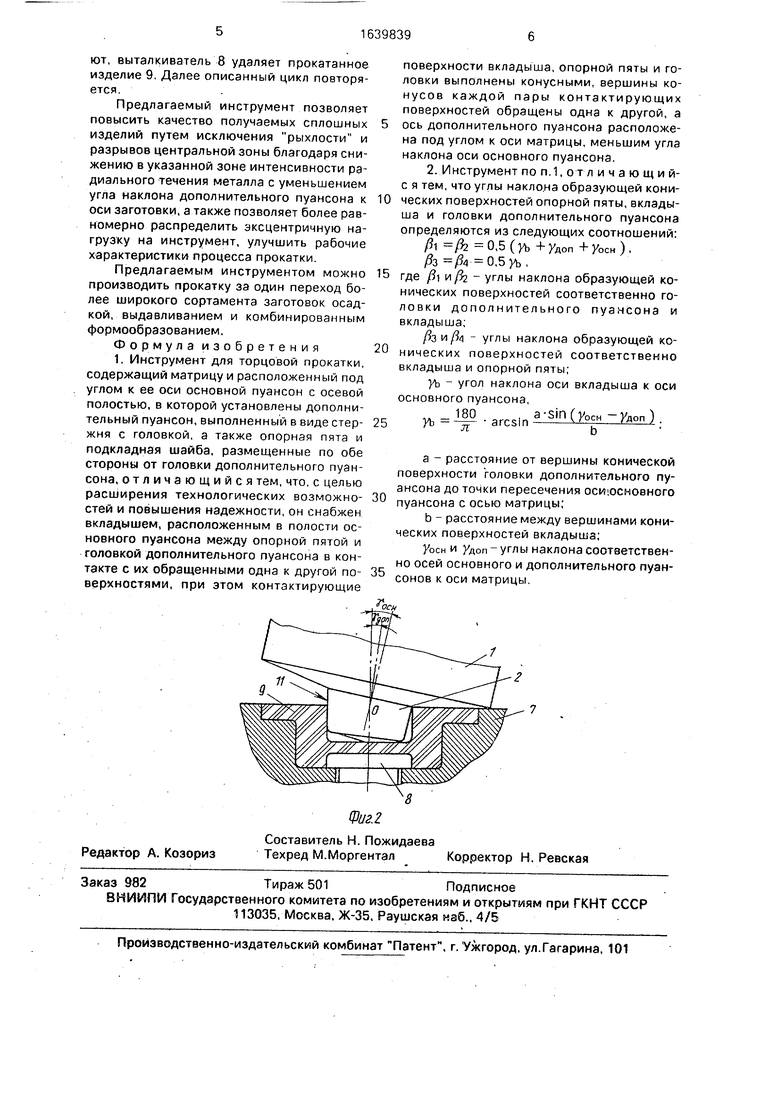
На фиг.1 изображен инструмент для прокатки плоских изделий; на фиг. 2 - то же, для прокатки изделий с полостью.
Инструмент состоит из верхней и нижней половин. Верхняя содержит основной пуансон 1, в полости которого установлен дополнительный пуансон 2, выполненный в виде стержня с головкой 3, имеющей кони- ческую торцовую поверхность, контактирующую с конической поверхностью вкладыша 4, установленного в полости основного пуансона 1. Вкладыш 4 контактирует своей конической поверхностью с конической поверхностью опорной пяты 5, закрепленной в полости основного пуансона 1. Дополнительный пуансон 2 удерживается в полости основного пуансона 1 эластичной подкладной шайбой 6, установ- ленной в расточке основного пуансона 1. Нижняя половина инструмента содержит матрицу 7 и выталкиватель 8. Позицией 9 обозначена заготовка. Нижняя половина инструмента установлена на валке 10.
Боковая поверхность 11 дополнительного пуансона 2 инструмента (фиг.2) выполнена в виде усеченного конуса, вершина которого направлена к рабочему торцу пуансона 2. Вершина рабочей конусной поверхности дополнительного пуансона 2 расположена относительно теоретической вершины рабочей конусной поверхности основного пуансона 1 на расстоянии, соответствующем глубине выдавливаемой полости изделия. С целью передачи крутящего момента от вращающейся заготовки 9 основному пуансону 1 через дополнительный пуансон 2 в начальной стадии прокатай, когда диаметр заготовки меньше диаметра дополнительного пуансона 2 (для инструмента, изображенного на фиг.1), или при выдавливании полости (для инструмента, изображенного на фиг.2), на боковой поверхности дополнительного пуансона 2, сопрягающейся с внутренней поверхностью основного пуансона 1, выполнен выступ (например, в виде шпонки), взаимодействующий с соответствующим выступу пазом (не показаны).
Углы наклона образующей конических поверхностей опорной пяты 5, вкладыша 4 и головки 3 дополнительного пуансона определяются из соотношений
/3i #2 0,5(уь + Удоп + Уосн ),
Vh-180
arcsin
/5з /Зо 0,5уь,
где и/% - углы наклона образующей конических поверхностей соответственно головки дополнительного пуансона и вкладыша;
- углы наклона образующей конических поверхностей соответственно вкладыша и опорной пяты;
уь - угол наклона оси вкладыша к оси основного пуансона,
a-sin(yOCH -Удоп )
b
где а - расстояние от вершины конической поверхности головки дополнительного пуансона до точки пересечения оси основного пуансона с осью матрицы;
b - расстояние между вершинами конических поверхностей вкладыша; у0сн иуДОп - углы наклона осей основного и дополнительного пуансонов к осп матрицы соответственно.
Инструмент работает следующим образом.
В матрицу 7 (фиг.1) укладывается заготовка 9, после чего верхнюю половину инструмента опускают до соприкосновения с заготовкой 9 и приводят во вращение валок 10с матрицей 7. Осуществляя перемещение верхней половины инструмента с технологическим усилием вдоль оси матрицы, прокатывают заготовку 9. При этом благодаря наличию степени свободы в конусных опорах пяты 5, вкладыша 4 и головки пуансона 3 дополнительный пуансон обкатывает заготовку под углом УДОП наклона своей оси, меньшим угла наклона у0сн оси основного пуансона к оси матрицы 7. При дальнейшем сближении половин инструмента, сопровождающимся увеличением диаметра деформируемой заготовки 9, последняя по достижению своего диаметра, равного диаметру дополнительного пуансона 2, начинает обкатываться рабочей конусной поверхностью основного пуансона 1, наклоненного к оси матрицы под углом у0сн. В это время в работе одновременно находятся оба пуансона. Дополнительный пуансон 2 и вкладыш 4 вращаются совместно с основным пуансоном 1, вращающимся вокруг оси В, вокруг соответственных осей С и D. При этом вкладыш 4 прецессирует по коническим поверхностям пяты 5 и головки 3 дополнительного пуансона 2. При прокатк деталей с полостью (фиг.2) дополнительны пуансон 2 вначале выдавливает полость и калибрует боковую стену полости, затем основной пуансон 1 обкатывает заготовку 9.
Когда формообразование закончено, верхнюю половину инструмента поднимают, выталкиватель 8 удаляет прокатанное изделие 9. Далее описанный цикл повторяется.
Предлагаемый инструмент позволяет повысить качество получаемых сплошных изделий путем исключения рыхлости и разрывов центральной зоны благодаря снижению в указанной зоне интенсивности радиального течения металла с уменьшением угла наклона дополнительного пуансона к оси заготовки, а также позволяет более равномерно распределить эксцентричную нагрузку на инструмент, улучшить рабочие характеристики процесса прокатки.
Предлагаемым инструментом можно производить прокатку за один переход более широкого сортамента заготовок осадкой, выдавливанием и комбинированным формообразованием.
Формула изобретения
1. Инструмент для торцовой прокатки. содержащий матрицу и расположенный под углом к ее оси основной пуансон с осевой полостью, в которой установлены дополнительный пуансон, выполненный в виде стержня с головкой, а также опорная пята и подкладная шайба, размещенные по обе стороны от головки дополнительного пуансона, отличающийся тем, что, с целью расширения технологических возможностей и повышения надежности, он снабжен вкладышем, расположенным в полости основного пуансона между опорной пятой и головкой дополнительного пуансона в контакте с их обращенными одна к другой поверхностями, при этом контактирующие
0
поверхности вкладыша, опорной пяты и головки выполнены конусными, вершины конусов каждой пары контактирующих поверхностей обращены одна к другой, а ось дополнительного пуансона расположена под углом к оси матрицы, меньшим угла наклона оси основного пуансона.
2. Инструмент по п.1, о т л и ч а ю щ и й- с я тем, что углы наклона образующей конических поверхностей опорной пяты, вкладыша и головки дополнительного пуансона определяются из следующих соотношений:
/% 0,5 (уь + Удоп + Уосн ) ,
0,5уь,
5 где и/% - углы наклона образующей конических поверхностей соответственно головки дополнительного пуансона и вкладыша;
- углы наклона образующей конических поверхностей соответственно вкладыша и опорной пяты;
уь - угол наклона оси вкладыша к оси основного пуансона,
0
5
уь
180
л
arcsln
a-Sin (уосн -Удоп ) .
а - расстояние от вершины конической поверхности головки дополнительного пуансона до точки пересечения осиюсмовного пуансона с осью матрицы;
b - расстояние между вершинами конических поверхностей вкладыша;
Уосн и удоп углы наклона соответственно осей основного и дополнительного пуансонов к оси матрицы.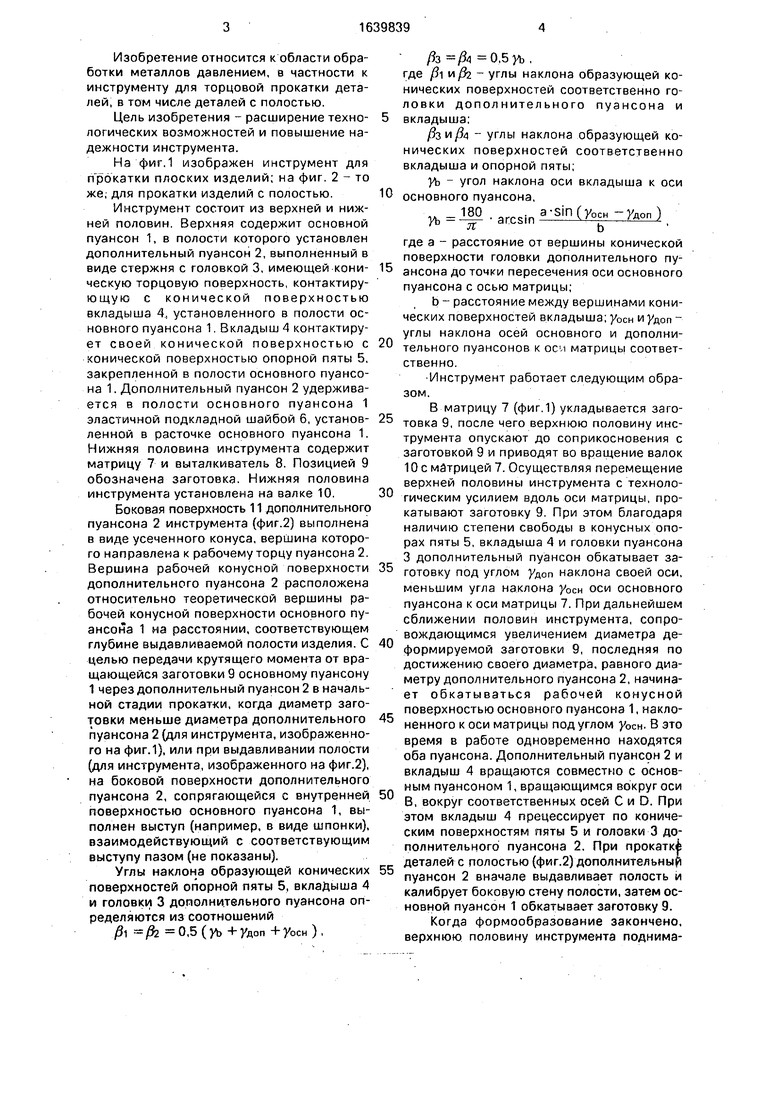
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
| Устройство для торцовой раскатки качанием | 1989 |
|
SU1667992A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| Способ выдавливания полости в заготовке | 1983 |
|
SU1148689A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
Изобретение относится к обработке металлов давлением, в частности к инструменту для торцовой прокатки Цель изобретения - расширение технологических возможностей и повышение надежности инструмента. Для этого инструмент содержит матрицу 7 с выталкивателем 8 и основной пуансон f с полостью. В полости установлены дополнительный пуансон 2 в виде стержня с головкой 3, вкладыш 4 и опорная пята 5 Контактирующие поверхности головки, вкладыша и опорной пяты выполнены конусными. Ось дополнительного пуансона 2 расположена под углом к оси матрицы, меньшим угла наклона оси основного пуансона 1. Углы наклона образующей конических поверхностей определяются из приведенных зависимостей. После установки заготовки 9 в матрицу перемещением верхней половины инструмента прокатывают заготовку При этом основной и дополни- тельный пуансоны расположены под разными углами и вращаются вокруг соответствующих осей. В результате повышается качество получаемых изделий путем снижения интенсивности радиального течения металла в центральной зоне заготовки и более равномерного распределения эксцентричной нагрузки на инструмент. 1 з.п. $-пы, 2 ил сл с Б -Й7
| Устройство для торцовой раскатки | 1987 |
|
SU1417965A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
