Производительность обрзботки шариков получается наивысшей, когда шарик совершает большое число оборотов в ирофилируюш,ен плоскости, а также в тех случаях, когда требуются малое число проходов и небольшая длина хода шарика по режущему инструменту. Известно, что эти условия лучше всего выполняются при прямолинейной желобчатой форме режущего инструмента, вдоль желоба которого шарик прокатывается.
Цель настоящего изобретения - сделать возможным осуществление такого рода обработки на станках с вращающимися дисками, обрабатывающими шарики между своими торцами. Для этого необходимая длина прямолинейного хода щарика разделена между некоторым числом канавок, расположенных на обоих торцах абразивного круга, и совершают относительно его вращение, направленное так, что шарики последовательно проходят по всем профильным канавкам.
Шарики не разлетаются под действием центробежной силы благодаря применению ограничивающего кольца. Это кольцо имеет отверстия, через которые поворотом кольца на определенный угол можно выпускать обработанные шарики из станка и произвести загрузку необработанными шариками из бункера. Кольцо может быть собрано из абразивных сег.ментов, тогда шарики, проходящие по канавкам на периферии диска, получают дополнительную обра-ботку.
Разлетание шариков можно предотвратить также с помощью бесконечной ленты, если заставить ее огибать абразивный круг и прижи.маться натяжными роликами к шарикам, находящимся в каналах на периферии круга.
1 аналы на боковой поверхности среднего диска расположены кос к направлению движения бесконечной ленты, поэтому при движении ленты шарики испытывают дополнительное давление подачи.
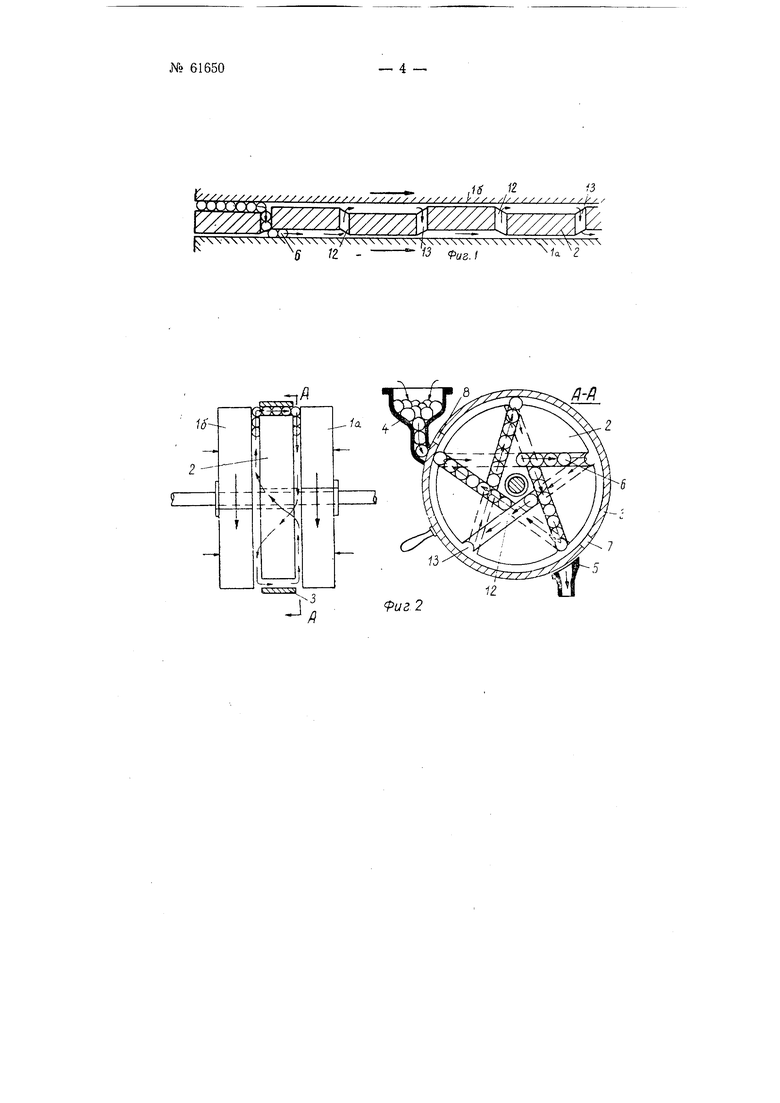
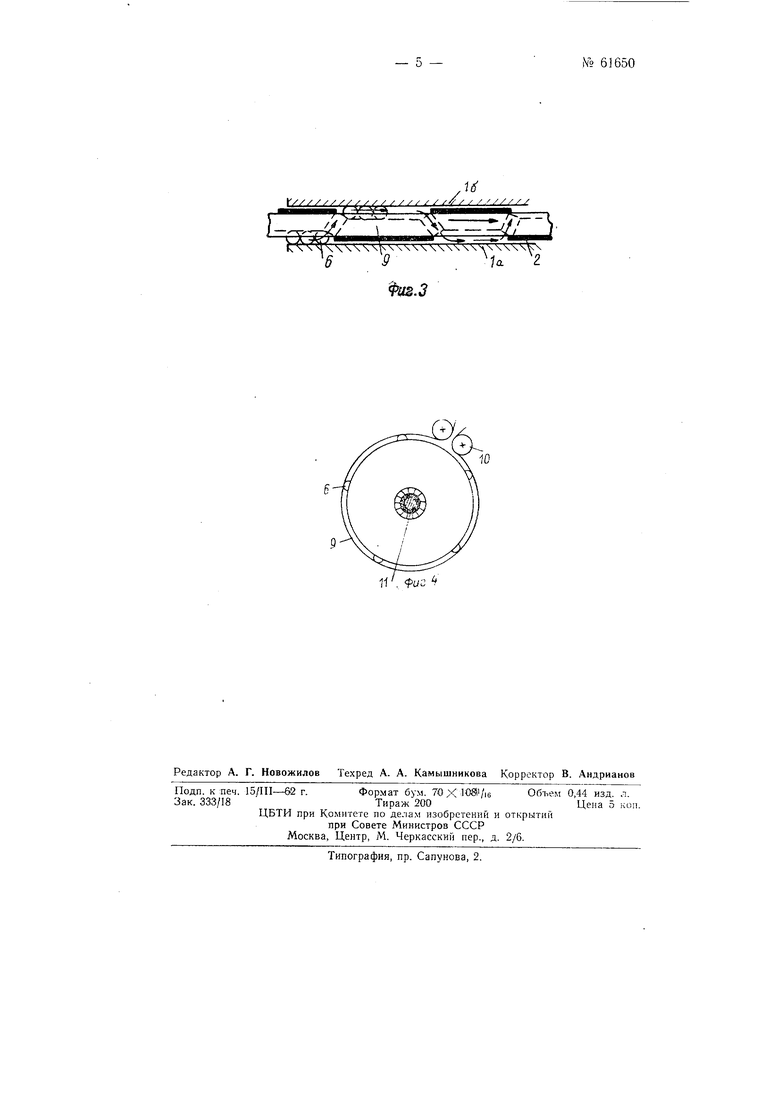
На фиг. 1 изображена принципиальная схема станка; на фиг. 2 показаны вид рабочих частей станка спереди (с частичным разрезом) и система канавок и отверстий; на фиг. 3 дана схема станка с беско№ 61650- 2 -
печной лентой, огибающей абразивный круг; на фиг. 4 представлена форма выполнения станка с бесконечной лентой.
Боковые диски /а и /б и абразивный круг 2 совершают друг относительно друга вращательное движение. На торцовых поверхностях круга 2 имеются канавки, соединенные между собой каналами 12 в теле круга и канавками 13 на его периферии. При относительном вращательном движении круга 2 и дисков /а и 16 щарики 6 последовательно прокатываются по всем канавкам и каналам, как показано стрелка: 1и на фиг. 1 и 2.
Канавки на торцах круга 2 расноложены под некоторым углом к его радиусам (фиг. 2). Когда диски 1а и 16 прилегают к шарику, находящемуся в канавке, шарик вращается в плоскости, перпендикулярной к соответствующему радиусу-вектору, т. е. в плоскости, косой относительно канавки на торце круга. Благодаря этому шарик вращается поперек канавки с некоторой окружной скоростью и профилируется, одновременно он подается вдоль канавки.
Шарик катится по канавке на торце круга 2 в направлении от центра к периферии. Дойдя до канавки 13 на периферии, шарик проходит на другой торец круга, где также имеются прямолинейные канавки. Здесь шарик вступает в канавку, подталкиваемый другими шариками, сходящими с предыдущего желобка, и движется уже от периферии к центру. Дойдя до конца канавки, он попадает в канал 12, по которому выходит обратно на ту сторону круга 2, откуда он вышел раньше, но уже в другой косо расположенпой канавке. При дальнейшем своем движении щарик поочередно обходит все канавки на обоих торцах диска, если их число на каждом торце является нечетным. Последнее всегда нетрудно осуществить.
Таким образом, общая длина хода шарика в профильной канавке равна общей длине всех канавок на торцах круга 2. Длина этих канавок зависит от диаметра шарика и начального диаметра, по которому число канавок, которое можно раз.местить на торце круга 2, будет тем больше, чем меньше диаметр шарика. Таким образом, длина хода для шариков меньшего диаметра существенно больше длины хода для шариков более крупного диаметра.
В предлагаемом станке обработку можно производить непрерывно, т. е. за один обход шариком всех канавок. Шарики из бункера 4 поступают сразу в одни и те же канавки и, обойдя их в определенной последовательности, выбрасываются наружу по одной из канавок через воронку 5.
Если требуется двухпроходпая обработка, устанавливают вокруг абразивного круга 2 ограничивающее кольцо 3, препятствующее вылетанию щариков. Выпуская готовые шарики, нужно кольцо повернуть так, чтобы отверстие 7 расположилось над воронкой 5, а когда требуется пустить шарики в обработку, поворачивают кольцо с таким расчетом, чтобы отверстие 8 оказалось против выпускного отверстия бункера 4; шарики вкатятся в соответствующую канавку круга 2.
Если шарики движутся по профильной канавке круга 2 на каждом из торцов в разные стороны (на одном торце от центра к периферии, а на другом - от периферии к центру), то направление вращения обоих ведущих дисков относительно круга 2 должно быть одинаковым. В этом случае вращение двух ведущих дисков можно заменить вращением одного круга 2. Если желательно иметь одинаковое направление движения шариков (от центра к периферии или наоборот) на обоих торцах круга 2 с диагональным соединением концов желобков, вращение ведущих боковых дисков должно быть встречным. В этом случае оно
не. может быть заменено вращениел одного среднего круга 2. Первый вариант конструктивно и технологически гораздо проще.
В обоих случаях диски 1а и /б и круг 2 находятся под определенным осевым давлением, которое всегда старается сблизить их; этим обеспечивается изготовление шариков заданного диаметра. Осевое давление может быть осуществлено, как и в известных станках, с помощью пружин или иным способом.
Кольцо 3 можно заменить бесконечной лентой .9 (фиг. 4), которая огибает круг 2 и лежит непосредственно на (париках 6. Угол охвата должен быть очень большим, что может быть дост;1гнуто при иомощи натяжных роликов 10. Приводную силу леиты 9 целесообразно использовать для того, чтобы подгонять шарики в их движении по канавкам 13 круга 2. Канавки в этом случае должны быть расположены наискось в направлении двил ;ения ленты; тогда леита будет гнать щарики на противоположную сторону. Па вал, приводящий во вращение боковые диски, можно посадить упругую резиновую втулку 11, она будет выполнять для канавок 12 ту же роль, какую бесконечная лента .9 выполняет для канавок 13. При таком устройстве загрузка шариков для обработки и выпуск готовых шариков должны быть сосредоточены против одной канавки, расположенной возможно ближе к натяжным роликам 10, для того чтобы можно было производить разгрузку и загрузку шариков, не снимая ленты 9, а только ослабив ролики 10.
Вместо жесткого кольца, ограждающего шарики при их выходе из торцовых канавок, можно применить абразивный инструмент, собранный из сегментов в корпусе, который вращается вместе с одним из боковых дисков, производя таким образом дополнительную обработку шариков.
- 3 -Л° 61650
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Станок для бесцентровой обработки поверхностей вращения | 1944 |
|
SU70798A1 |
| Станок для шлифования шариков | 1938 |
|
SU63631A1 |
| Станок для насечки дисковых напильников | 1937 |
|
SU54319A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Гидравлический привод станка для шлифования торцов роликов | 1939 |
|
SU61948A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| Способ изменения твердости абразивных кругов | 1947 |
|
SU70882A2 |
| Шариковый подшипник | 1939 |
|
SU59403A1 |
Предмет изобретения
/2 - р„г. V
x
V9. U 2
/
f / /f/////////
%g.J
