Предлагается станок, в котором шарики посредством трения гиперболоидальным валком проводятся по прямолинейной каиавке в абразивной плите и таким путём шлифуются.
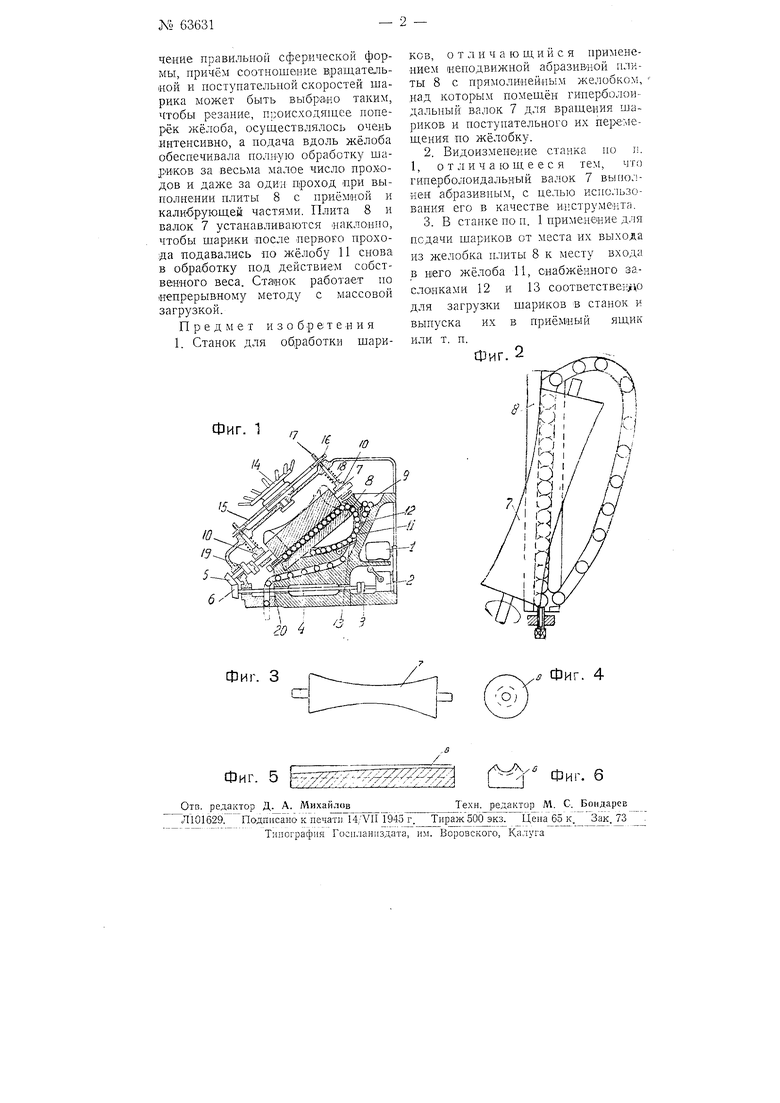
На чертеже фиг. 1 изображает разрез станка, фиг. 2 - схему с частью деталей станка, поясняюпдую его работу, фиг. 3-4 и 5-б- вид ооновкы.к деталей станка в двух проекциях.
Основными деталями станка, при посредстве которых производится обработка шариков, являются неподвижно установленная абразивная плита 8 с прямолинейным желобком полукруглого или углового сечения и расположенный «ад ней в подшипниках 10 гиперболоидальный валок 7, который в некоторых случаях следует изготовлять также из абразива.
Подшипники 10 валка 7 укр еплены «а стержнях 17, снабжённых пружинами 18, и могут быть переметаемы, с целью регулирования расстоя1ния между валиком 7 и плитой 8, при посредстве штурвала 14 через передаточ1ный механизм 15, 16. Валок 7 установлен от1носительно ллиты 8 так, что его ось расположена под углом к оси желобка
(фиг. 2), а его прямолинейная образуюшая параллельна этой оси. Валок 7 приводится во вращение через муфту 19, коническую передачу 5-6, вал 4. предохранительную муфту 3 и коробку 2 скоростей от электродвигателя 1. расположенного внутри .
Загрузка шариков производится дз бункера 9 в жёлоб И, имеющий две заслонки 12 и 13, из которых первая является загрузочной, а вторая снабжена калибровочным отверстием и перекрывает отверстие жёлоба 20, нижним концом примыкающего к приёмному ящику для готовых шариков.
Шарики из бункера 9 по жёлобу 11 под действием собственного веса попадают к нижнему плиты 8 в её желобок. Валок 7, вращаясь, одновременно прижимается своей прямолинейной образующей к поступающим в желобок плиты 8 шарикам и прижимает их ко дну этого желобка; при этом в точках касания с шариками валок передаёт им свою окружную скорость и окружное усилие, в результате чего цгарики будут совершать винтовое движение, вращаясь поперёк жёлоба и катясь вдоль него. Такое движение обеспечит полу
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Способ шлифования кольцевых желобков, профилированных эллиптической кривой | 1940 |
|
SU59951A1 |
| Гидравлический зажимной патрон | 1937 |
|
SU54140A1 |
| Станок для насечки дисковых напильников | 1937 |
|
SU54319A1 |
| Рулевое управление самолета (авто и т.п.) | 1931 |
|
SU28782A1 |
| Гидравлический привод станка для шлифования торцов роликов | 1939 |
|
SU61948A1 |
| Штампованный сепаратор для шарикоподшипников | 1945 |
|
SU69567A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
