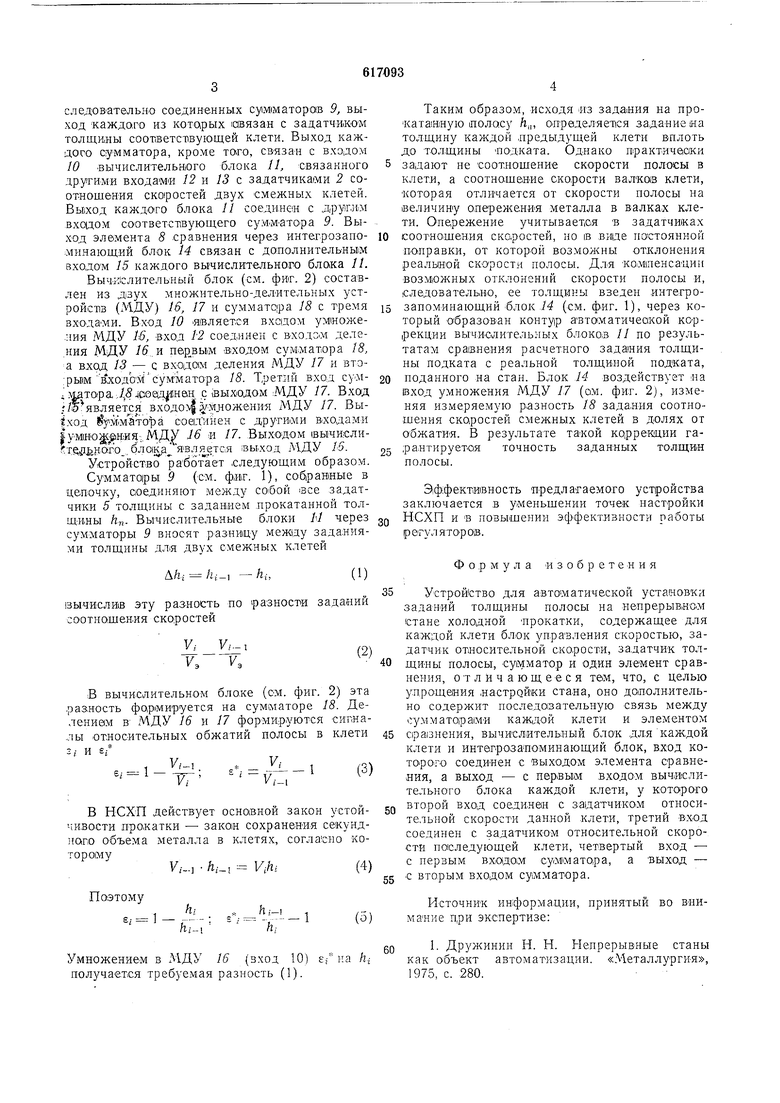
следовзтельно соединенных сумматорав 9, выход каждого из котарых авязан с задатчиком толщины соот|Ветст1вующей клети. Выход каждого сумматора, кроме TOiro, с входом 10 вычислительного блока 11, связанного другими входами 12 и 13 с задатчика ми 2 соотношения скоростей двух клетей. Вы1ход каждого блока 11 соедЕне н с другл входом соответс-пвующего сум м атора 9. Выход элемента 8 сравнения через интегрозапоминающий блок 14 связан с дополнительным входом 15 каждого вычислительното блака //. Вычислительный блок (см. фиг. 2) составлен из Д1зух множительно-деЛИтельных устРОЙСТ1В (МДУ) 16, 17 и сумматрра 18 с тремя входаМи. Вход 10 Является входом умиожелия МДУ 16, вход 12 соединен с входе деле.ния МДУ 16 -л перовым выходом сум.матора 18, а вход 13 - с ВХОД01М деления МДУ 17 и вто:ры1мвходЬмсумматора 18. Третий вход сум;матара;./,54роед нвн, с (ВЫХОДОМ МДУ 17. Вход ;/© является входо | М.ножени-я МДУ 17. %мматора соеьДинен с другими выходами |ум1НОЩ1Н;ИЯ,МД 16 и 17. Выходом йычислиг тед ного ,бло|к,а является 1зыход МДУ 16. Устройство работает следующим образом. Суммато|ры 9 (см. фйг. 1), собранные в цепочку, соединяют между собой see задатчики 5 толщины с заданием .прокатанной толщины /г„. Вычислительные блоки М через сумматоры 9 вносят разницу между заданиями толщины для двух смежных клетей A/Ii /i, -hi, ВЫЧИСЛИВ эту раз-ность по разности заданий соотношен.ия скО;ростей У/ Уь-1 К. 1/, В вычислительном бло,ке (ом. фит. 2) эта .разность формируется на сум1маторе 18. Делением в МДУ 16 и 17 формируются сигналы относительных обжатий полосы в клети -; и г 1 - 1Гй- в. -v;:.- В НСХП действует основной закон устойчивости прокатки - закон сохранения секундного объема металла в клетях, согласно коV/-.1 ft,, V,hi(4) Поэтому ,hi., h;-l 1,.-, ; ----; .-,--l(о) hi-ihi Умножением в МДУ 16 (вход 10) е,- на /г, получается требуемая разность (1). Таким образом, исходя «з задания на ирокатаиную полосу Н, олределяетюя задание на толщину каждой .предыдущей клети вплоть до толщины Подката. Однако практически задают пе соотношение скорости полосы в клети, а соотношение скорости валков клети, которая отличается от скорости полосы на величину оперел ениЯ металла в валках клети. Опережение учитывается ъ задатчиках соотношения скоростей, но IB вице постоянной поправки, от которой возможны отклонения реалыной скорости полосы. ДлЯ колипенса-цип возможных отклонений скорости полосы и, следовательно, ее толщины введен ннтегрозапоминающий блок /4 (см. фнг. 1), через который образован контур автоматической коррекции вычислительных блоков 11 но результатам сравнения расчетного задания толщины подката с реальной толщиной подката, поданного на стан. Блок 14 воздействует на вход умножения МДУ 17 (QM. фит. 2), изменяя измеряемую р азность 18 зада.ния соотношения скоростей смежных клетей в долях от обжатия. В результате такой коррекции гарантируется точность заданных толщин полосы. Эффективность предла-гаемого устройства заключается в уменьшении точек настройки НСХП и в повышении эффективности работы регуляторов. Формула изобретения Устройство для автоматической установки заданий толщины полосы на непрерывном стане холодной Прокатки, содержащее для каждой клети блок управления скоростью, задатчик относительной скорости, задатчик толщины полосы, сумматор и один элемент сравнения, отличающееся тем, что, с целью упрощеиия настройки ста.на, оно дополнительно содержит последовательную связь между суммато|ра1мй каж,дой клети и элементом ара1знения, вычислительный блок для каждой клети и интегрозапоминающий блок, вход которо-го соединен с выходом элемента сравнения, а выход - с nepiBbiM входом вычислительного блока каждой клети, у которого второй вход соединен с задатчиком относительной скорости данной клети, третий вход соединен с задатчиком относительной скорости последующей клети, четвертый вход - с первым вх1адо1М сумматора, а выход - с вторым входом сумматора. Источник информации, принятый во внимание при экспертизе: 1. Дружинин Н. Н. Непрерывные станы как объект автоматизации. «Металлургия, 1975, с. 280.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Устройство для задания уставкиНАТяжЕНия пОлОСы | 1979 |
|
SU814501A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU910262A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |

12
ЮfS
/J
фиг. 2
