( УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ. ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU921650A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство для компенсации эксцентриситета прокатных валков | 1981 |
|
SU990357A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для автоматической установки заданий толщины полосы при непрерывном стане холодной прокатки | 1976 |
|
SU617093A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1978 |
|
SU774646A1 |
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
I
Изобретение относится к автоматизации прокатного производства, а именно к автоматизации непрерывных станов холодной прокатки.
Наиболее близко к предлагаемому устройство ГПдля компенсации влияния эксцентриситета прокатных валков, содержащее датчик усилия прокатки, сумматор, регулятор и систему управления скорост-ью .первой клети. В сумматоре в противофазе складываются . полный сигнал и переменная составляющая усилия прокатки. При двойной ам плитуде сигнала блока выделения переменной составляю1чей усилия прокатки через регулятор толщины устраняется влияние эксцентриситета прокатных валков на полосу.
Это устройство.не дает нужной точности компенсации влияния эксцентриситета валков на полосу из-за отсутствия пересчета колебаний усилия прокатки в колебания толщины полосы. Блок выделения переменной сост.эвляющей выделяет все колебания усилия прокатки, в том числе и колебания, связанные с переменной coci авляющей толщины полосы на входе в клеть. Но, в отличие от эксцентриситетных колебаний усилия прокатки, колебания, связанные с переменной составляющей толщины полосы, поступающей в клеть, совпадают по фазе с колебаниями толщины. Поэтому регулятор толщины, ком10пенсируя полностью эксцентриситет валков, удваивает амплитуду наследственных колебаний толщины полосы.
Цель изобретения - повысить томность регулирования высокочастотных
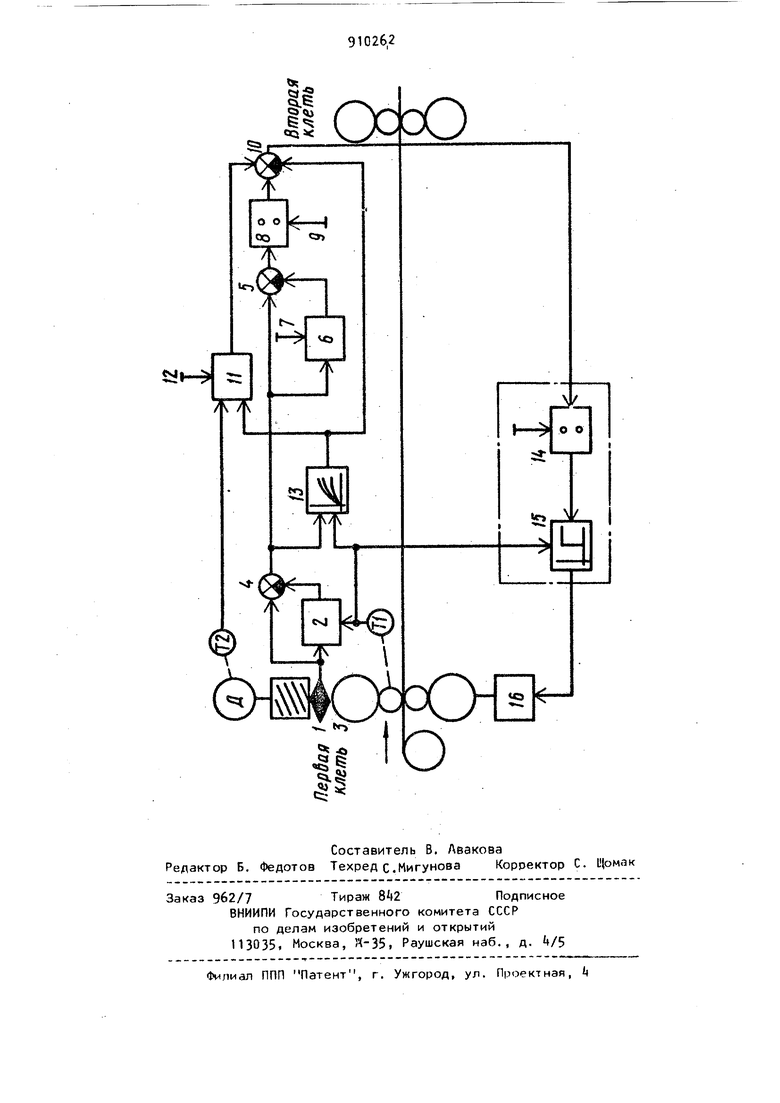
IS колебаний толщины полосы, связанных с эксцентриситетом опорных валков и колебаниями толщины подката.
Дли достижения поставленной цели устройство для регулирования толщи20ны полосы на непрерывном стане холодной прокатки, содержащее датчик усилия прокатки, блок выделения переменной составляющей усилия прокатки, сумматор, регулятор и систему управления скоростью клети, дополни.тельно содержит нелинейный преобразователь, блок запоминания, второй сумматор, блок деления, третий сумматор и интегрозапоминающий блок, примем выход первого сумматора соединен с первым входом нелинейного преобразователя, второй вход которого соединен с тахогенератором клети, и с первым входом второго сумматора непосредственно, а со вторым .входом второго сумматора - через блок запоминания. Выход второго сумматора соединен с входом блока деления, выход которого соединен с первым входом третьего сумматора, второй вход которого соединен с выходом интегрозапоминающего блока. Первый вход интегрозапоминающего блока соединен с тахогенератором привода на жимного винта, а второй вход - с выходом нелинейного преобразователя При этом выход нелинейного преобразователя соединен также с третьим входом третьего сумматора, выход ко торого соединен с регулятором. Для выделения эксцентриситетных колебаний второй вход блока выделения пере менной составляющей усилия прокатки соединен с тахогенератором клети. Структурная схема предлагаемого устройства представлена на чертеже. Усилие прокатки в первой клети, измеренное датчиком 1 усилия, подается на вход блока 2 выделения переменной составляющей, на второй вхо которого задается скорость первой клети 3 снимаемая с тахогенератора Т1, Одновременно усилие прокатки по дается на вход сумматора k, второй вход которого соединяется с выходом блока выделения переменной составля ющей. Выход сумматора k соединен с первым входом сумматора 5 напрямую и со вторым входом - через запомина ющий блок 6 управляемый сигналом 7. Выход сумматора 5 соединен с пер вым входом блока 8 деления, на второй вход которого задан коэффициент жеСткости клети 9- Выход блока 8 деления соединен с первым входом сумматора 10. на второй вход которо го подан выход интегрозапоминающего блока 11, управляемого сигналом 12. Первый вход интегрозапоминающего блока 11 соединен с тахогенератором Т2 двигателя нажимного устройства, второй - с выходом нелинейного преобразователя 13. Входы преобразователя 13 соединены с выходом смматора А и со скоростью первой клети 3Выход сумматора 10 через блок 13 деления, на второй вход которого подается задание толщины полосы, и через блок 15 регулируемого запаздывания, второй вход которого соединен со скоростью клети 3, поступает на вход системы 1б управления скоростью этой клети. Устройство работает следующим образом. Усилие прокатки в первой клети с датчика 1 подается в блок 2 выделения переменной составляющей, управляемой скоростью клети 3. Колебания усилия прокатки, частота которых совпадает с частотой вращения опорHbix валков, выделяются в блоке 2 и в противофазе складываются с полным сигналом усилия прокатки в сумматоре k, где формируется сигнал текущего значения усилия прокатки. Вычислительное устройство, состоящее из сумматора 5,. запоминающего блока 6, блока 8, делительного сумматора 10, интегрозапоминающего блока 11 и нелинейного преобразователя 13, определяет отклонение толщины от заданного значения по формуле: (Д5.1 +Ьек ) гдейР/jij - отклонение усилия прокатки в первой клети от заданного значения; - коэффициент жесткости клети;Д5 - отклонение положения нажимного устройства первой клети от исходного, принятого при калибровке; lig - всплытие шеек опорных валков клети; величина всплытия в режиме калибровки вычислитель ного устройства. Отклонение усилия прокатки От заданного значения -д формируется в сумматоре 5, где текущее значение усилия прокатки, снимаемое с сумматора k, сравнивается с исходной величиной, которая снимается с выхода запоминающего блока 6. Исходная величина усилия прокатки запоминается в режиме калибровки вычислительного устройства управляющим сигналом 7. Режим калибровки производится в начале прокатки очередного рулона полос при отклонении толщины, равном нулю В блоке 8 деления отклонение прокат ки делится на коэффициент жесткости клети. Величина - подается в сумма тор 10, где складывается с сигналом (лБл +rte). Сумма дБ/, формируется в интегрозапоминающем блоке 11, на инте грирующий вход которого подается скорость перемещения нажимных винто а в качестве начального условия задается величина всплытия шеек опорных валков tigK снимаемая с нелиней ного преобразователя 13, где формир ется зависимость hg f(). Начальные условия интегрозапоминающего блока 11 устанавливаются упраеля щим импульсом, который подается в режиме калибровки одновременно с управляющим импульсом 7 запоминающего блока 6. В сумматоре 10 вычисляется величина Ali. в режиме калибровки Д-Ь О, дР, О, ДР, О иЪе НгкВыход сумматора 10 через регулятор, состоящий из блока k деления, форми рующего относительное отклонение толщины, и блока 15 регулируемого запаздывания, сдвигающего сигнал на время транспортировки полосы от первой до второй клети, воздействует на изменение скорости первой клети, обе спечивая регулирование толщины Полосы по возмущению во второй клети. Эффективность описанного устройства заключается в возможности регулирования высокочастотных колебани толщины, обусловленных колебаниями .толщины подката и эксцентриситетом опорных валков первой клети. Формула изобретения 1. Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки, сод ржащее датчик усилия прокатки, блок выделения переменной составляющей усилия прокатки, первый сумматор, регулятор и систему управления скоростью первой клети, отличающееся тем, что, с целью повышения точности регулирования высокочастотных колебаний толщины, в цепь между сумматором и регулятором включены нелинейный преобразователь, блок запоминания, втосой сумматор, блок деления, третий сумматор и интегрозапоминающий блок, причем выход первого сумматора соединен с первым входом нелинейного преобразователя, второй вход которого соединен с тахогенератором клети и с первым входом второго сумматора непосредственно, а со вторым входом второго сумматора - через блок запоминания, выход второго сумматора соединен с входом блока деления, выход которого соединен с первым входом третьего сумматора, второй вход которого соединен с выходом интегрозэпоминающего блока, первый вход интегрозапоминающего блока соединен с тахогенератором привода нажимного винта, а второй вход - с выходом нелинейного преобразователя, при этом выход нелинейного преобразователя соединен также с третьим входом третьего сумматора, выход которого соединен с регулятором. 2. Устройство по п.1, отличающееся тем, что, с цельрасширения диапазона регулирования высокочастотных колебаний толщины, второй вход блока выделения переменной соста-вляющей усилия прокатки содинен с тахогенератором клети. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР , кл. В 21 В 37/02, 1975.
