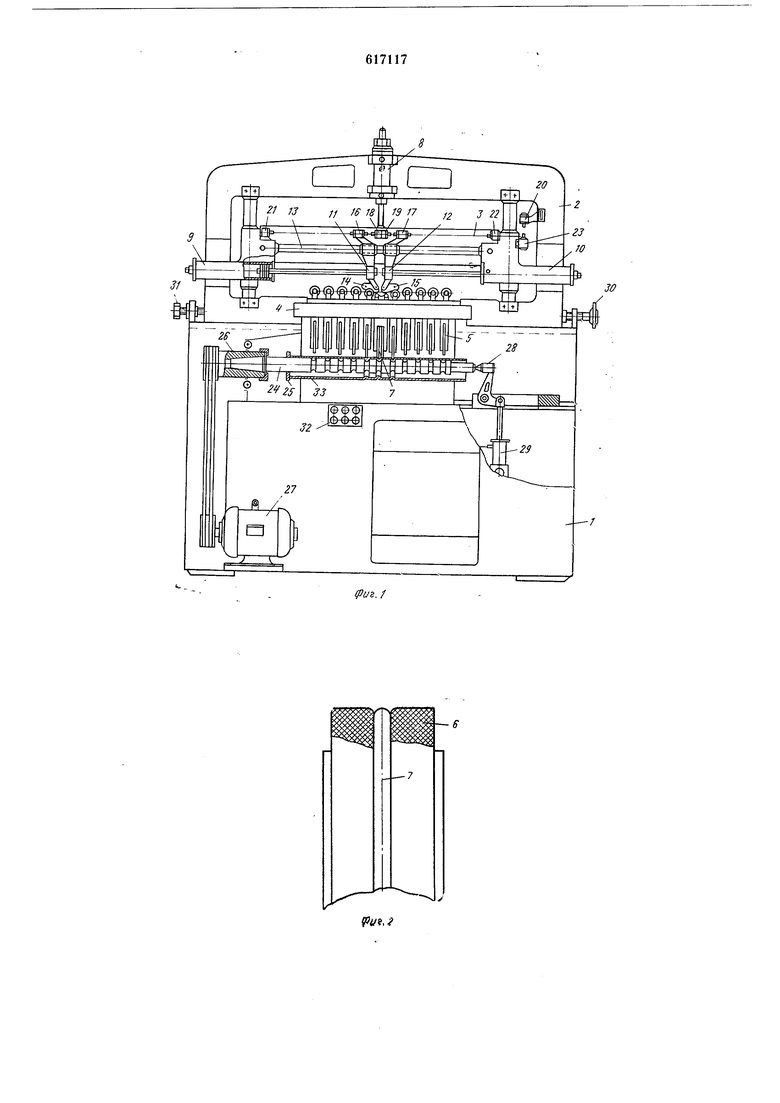
навками и упорной втулкой 25 закреплена в шпинделе 26, вращение которой осуществляется от электродвигателя 27 через клиноременную передачу. Удержание оправки от прогиба осуществляется откидным вращающимся центром 28 от гидроцилиндра 29.
Рама 2 может перемещаться вдоль оси оправки 24 и фиксироваться с помощью винтов 30 и 31. Управление устройством осуществляется с помощью кнопок пульта 32.
Устройство работает следующим образом.
На вращающуюся оправку 24 подается до упорной втулки 25 трубка-заготовка 33. Включается кнопка «пуск на пульте управления 32. Откидной вращающийся центр 28 поджимает оправку 24. Начинается движение каретки 3 с кулачками 14 и 15 в направлении, перпендикулярном к оси оправки 24.
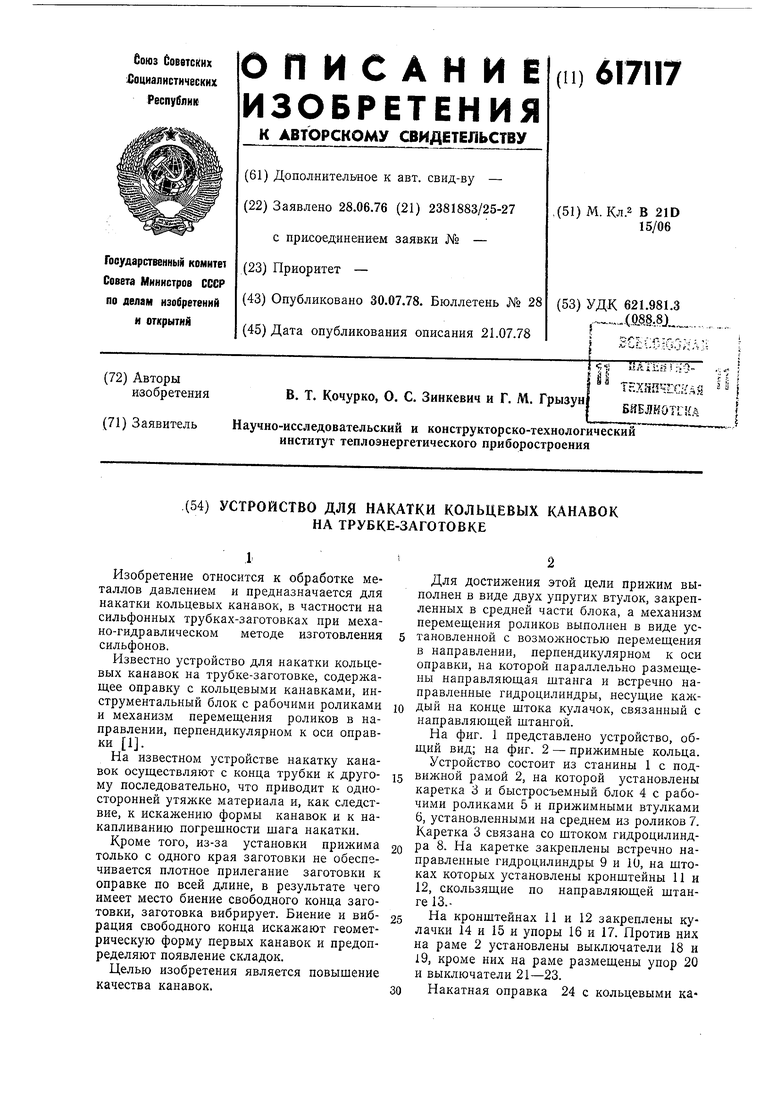
Прижимные втулки фиксируют трубку на оправке в ее центральной части и исправляют искажение цилиндрической формы трубки 33, полученную при термической обработке, при этом средний ролик 7 внедряется в трубку на заданную глубину. После накатки первой (центральной) канавки автоматически подается команда гидроцилиндрам 9 и 10 на перемещение кронштейнов 11 и 12 с кулачками 14 и 15, последовательно взаимодействующими с роликами 6, которые накатывают канавки на трубке 33 одновременно в обе стороны от центральной канавки.
После окончания накатки упоры кронштейнов 17 и 16 через выключатели 21 и 22 дают команду гидроцилиндру 8 на подъем каретки 3 в исходное положение, ограниченное концевым выключателем 23, и гидроцилиндру 29 на отвод вращающегося центра 28. После срабатывания концевого выключателя 23 подается команда гидроцилиндрам 9 и 10 на возвращение в исходное положение кронштейнов 11 и 12, перемещение которых фиксируется коицевыми выключателями 18 и 19. Снимается с быстросъемного блока 4 накатанная трубка. Затем цикл операции повторяется.
Регулировка глубины накатки канавок на трубке-заготовке осуществляется щтоком гидроцилиндра 8.
Перемещение блока 4 до совпадения роликов с кольцевыми проточками оправки 24 производится с помощью винтов 30 и 31.
Наличие двух копиров, перемещающихся в противоположные стороны от среднего накатного ролика, сокращает длину рабочего хода вдвое и создает условия последовательной и симметричной подтяжки материала трубки к центру по мере внедрения накатных роликов в трубку, что повыщает точность шага накатки.
Расположенные по обе стороны среднего ролика прижимные втулки обеспечивают наилучшие условия фиксации трубки на накатной оправке, что исключает искажение геометрических форм кольцевых канавок.
Формула изобретения
Устройство для накатки кольцевых канавок на трубке-заготовке, содержащее оправку с кольцевыми канавками, инструментальный блок с рабочими роликами и прижимом и механизм перемещения роликов в направлении, перпендикулярном к оси оправки, отличающееся тем, что, с целью улучшения качества канавок, прижим выполнен в виде двух унругих втулок, закрепленных в средней части инструментального блока, а механизм перемещения роликов выполнен в виде установленной с возможностью перемещения в направлении, перпендикулярном к оси онравки каретки, на которой параллельно размещены направляющая щтанга и встречно направленные гидроцилиндры, несущие каждый на конце штока кулачок, связанный с направляющей штангой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 200562, кл. В 2ID 15/06, 1965.
-/
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| Машина для накатки кольцевых канавок на трубе-заготовке | 1980 |
|
SU882692A1 |
| Устройство для накатки кольцевых канавок на трубке | 1978 |
|
SU747600A1 |
| Устройство для накатки кольцевых канавок на трубке | 1977 |
|
SU656700A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1989 |
|
SU1625548A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВИНТОВОЙ КАНАВКИ НА ТРУБНОЙ ЗАГОТОВКЕ | 1993 |
|
RU2085318C1 |
| Станок для накатывания кольцевых канавок | 1983 |
|
SU1224074A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |