Изобретение относится к обработке металлов давлением и может быть использовано для накатки кольцевых канавок, в частности на сильфонных трубах-заготовках при механогидравлическом методе изготовления сильфонов. Известна машина для накатки кольцевых канавок на трубе-заготовке, содержащая оправку с кольцевыми канавками, инструментальный блок, оснащенный прижимами и накатными роликами с ползунами, и механизм перемещения роликов в направлении, перпендикулярном к оси оправки, причем механизм перемещения роликов вьшолнен в виде перемещаемой по ходовым винтам каретки с копиром, а также двух полугаек, электромагнита и системы управления, включаюпош койечрые переключатели П Однако при работе известной машины горизонтально перемещаемый копир воздействует на толовки ползунов, в результате чего oiffl перемещаются вертикально я ;вакатные ролики деформируют металл. При такой передаче движения от горизонталь но перемещаемого копира к вертикально перемещаемым ползунам в месте контакта ползуна с копиром на ползун действует помимо вертикальной силы еще значительная горизонталь ная составляющая сила от воздействия копира, которая является причиной перекоса ползунов, их быстрого изнаишвания и выхода из «троя, что. снижает надежность работы мапшны. Помимо этого механизм перемещения роликов является сложной конструкцией, содержит много-элементов, в том числе две винтовых пары и систему управления с датчиками. Кроме того, такая конструкция машины позволяет производить накатку кольцевых канавок на трубе только последовательно с одного конца трубь к другому и не позволяет варьировать очередностью деформации канавок на трубе. Известна также машина для накатки кольцевых канавок на трубе-заготовке, содержащая оправку с кольцевыми канавками, инструментальный блок, имеющий накатные ролики с ползунами и прижим, и механизм перемещения роликов в направлении перпендикулярном оси оправки (2. Недостатком машины является то, что конструкция мацшны не позволяет получать издеЛИЯ с плотным шагом накатки (менее 6 мм) и осуществлять быструю переналадку на изготовление другого типоразмера изделия из-за сложности конструкции.
Цель изобретения - повышение надежности работы машины и упрощение конструкции.
Для достижения цели в м-ииине для накатки кольцевых канавок на трубе- .аготовке, содержащей оправку с кольцевыми канавками, инструментальный блок, имеющий накатные ро;шки с ползунами и прижим, и механизм перемещения роликов в направлении, перпендикулярном оси оправки, механизм перемещения роликов вьшолнен в виде приводного распределительного вала со смонтированными на нем дисковыми кулачками, имеющими возможность
взаимодействия с ползунами.
Кроме того, мацшна снабжена штоком, смонтированным в ползуне с возможностью осевого перемещения и подпружиненным относительно последнего, а накатной ролик установлен на конце штока.
Машина снабжена также ;.шумя направляющими с параллельными рабочими поверхностями и фиксирующими планками, установленными по торцам направляющих, причем ползуны смонтированы между направляющими и выполнены в виде пластин с толщиной, равной шагу кольцевых канавок на оправке.
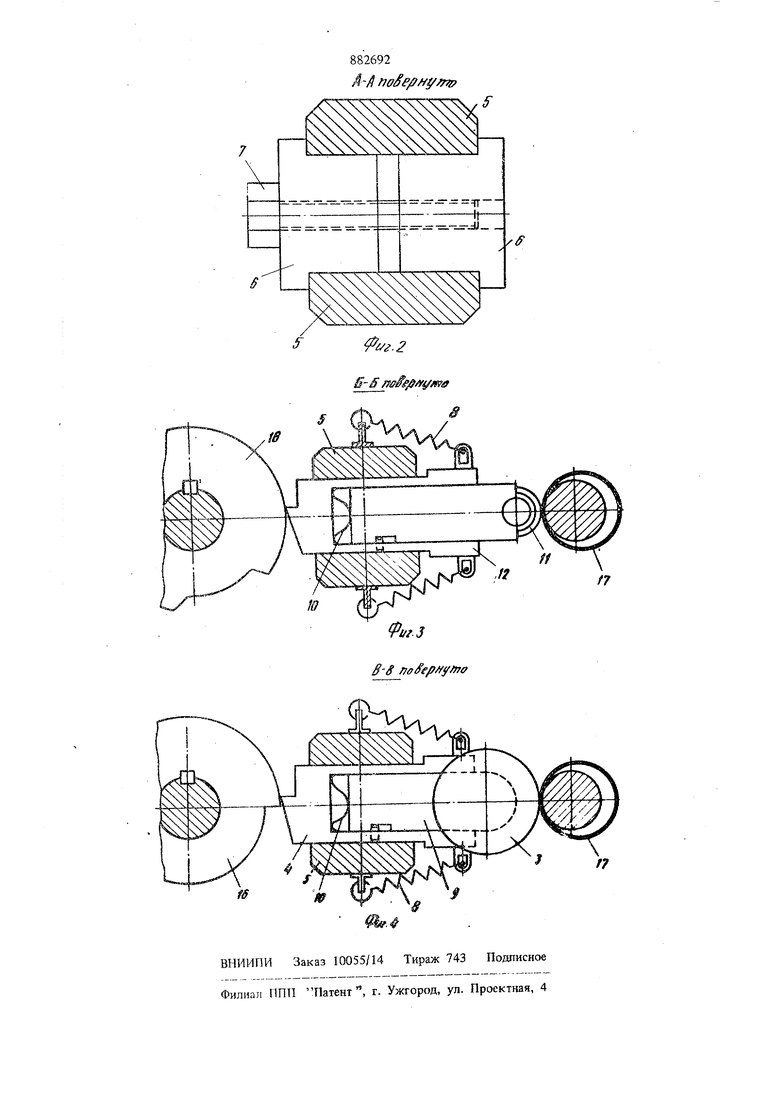
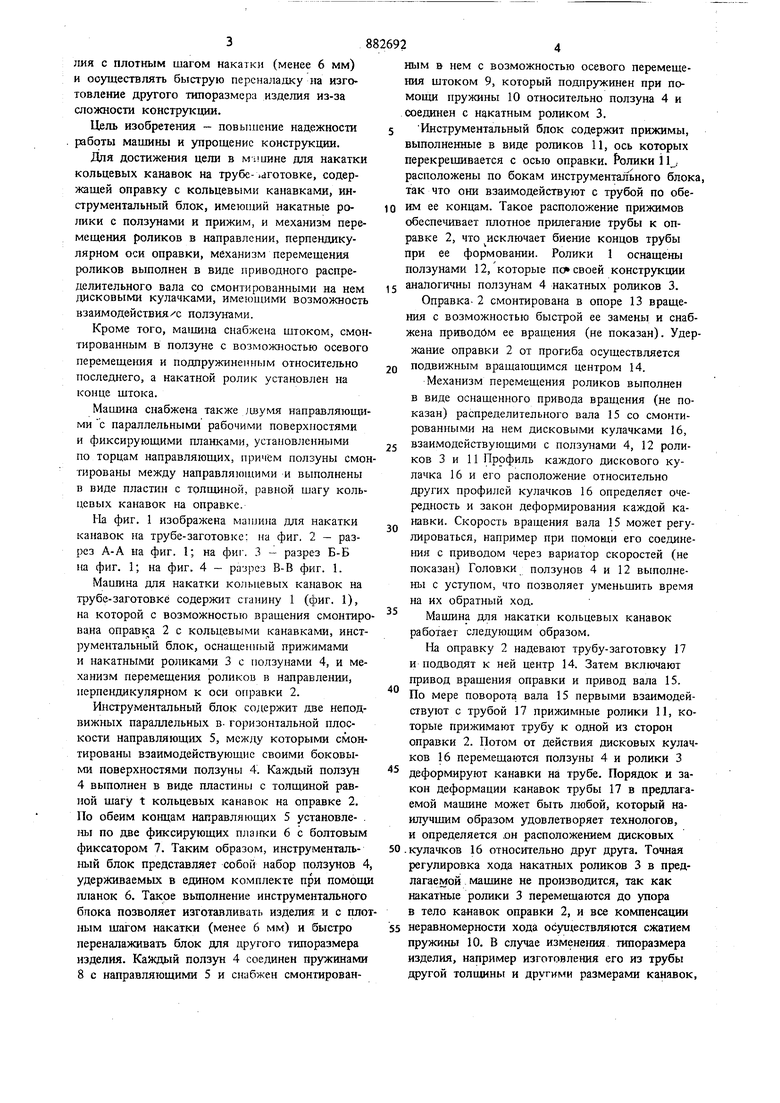
На фиг. 1 изображена машина для накатки канавок на трубе-заготовке; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В фиг. 1.
Мащина для накатки кольцевых канавок на тру бе-заготовке содержит станину 1 (фиг. 1), на которой с возможностью вращения смонтирована оправка 2 с кольцевыми канавками, инструментальный блок, оснащенный прижимами и накатными роликами 3 с ползунами 4, и механизм перемещения роликов в направлении, перпендикулярном к оси оправки 2.
Инструментальный блок содержит две неподвижных параллельных в- горизонтальной плоскости направляющих 5, между которыми смонтированы взаимодействующие своими боковыми поверхностями ползуны 4. Каждый ползун 4 выполнен в виде пластины с толщиной равной шагу t кольцевых канавок на оправке 2. По обеим концам направляющих 5 установлены по дае фиксирующих плашси 6 с болтовым фиксатором 7. Таким образом, инструментальный блок представляет собой набор ползунов 4 удерживаемых в едином комплекте при помощ планок 6. Такое вьшолнение инструментального блока позволяет изготавливать изделия и с плоным шагом накатки (менее 6 мм) и быстро переналаживать блок для другого типоразмера изделия. Каадый ползун 4 соединен пружинами 8 с направляющими 5 и снабжен смонтированным в нем с возможностью осевого перемещения штоком 9, который подпружинен при помощи пружины 10 относительно ползуна 4 и соединен с накатным роликом 3. Инструментальный блок содержит прижимы, выполненные в виде роликов 11, ось которых перекрещивается с осью оправки. 1 олики 11 расположены по бокам инструментального блока, так что они взаимодействуют с трубой по обеим ее концам. Такое расположение прижимов обеспечивает плотное прилегание трубы к оправке 2, что исключает биение концов трубы при ее формовании. Ролики 1 оснащены ползунами 12, которые по своей конструкции 5 аналогичны ползунам 4 накатных роликов 3.
Оправка. 2 смонтирована в опоре 13 вращения с возможностью быстрой ее замены и снабжена приводим ее вращения (не показан). Удержание оправки 2 от прогиба осуществляется подвижным вращающимся центром 14.
Механизм перемещения роликов вьшолнен в виде оснащенного привода вращения (не показан) распределительного вала 15 со смонтированными на нем дисковыми кулачками 16, взаимодействующими с ползунами 4, 12 роликов 3 и 11 Профиль каждого дискового кулачка 16 и его расположение относительно других профилей кулачков 16 определяет очередность и закон деформирования каждой канавки. Скорость вращения вала 15 может регулироваться, например при помощи его соединения с приводом через вариатор скоростей (не показан) Головки ползунов 4 и 12 выполнены с уступом, что позволяет уменьшить время на их обратный ход.
Мащина для накатки кольцевых канавок работает следующим образом.
На оправку 2 надевают трубу-заготовку 17 и подводят к ней центр 14. Затем включают привод вращения оправки и привод вала 15. По мере поворота вала 15 первыми взаимодействуют с трубой 17 прижимные ролики И, которые прижимают трубу к одной из сторон оправки 2. Потом от действия дисковых кулачков 16 перемещаются ползуны 4 и ролики 3 5 деформируют канавки на трубе. Порядок и закон деформации канавок трубы 17 в предлагаемой машине может быть любой, который наилучщим образом удовлетворяет технологов, и определяется .он расположением дисковых 50.кулачков 16 относительно друг друга. Точная регулировка хода накатных роликов 3 в предлагаемой . машине не производится, так как накатные ролики 3 перемещаются до упора в тело кшавок оправки 2, и все компенсации 55 неравномерности ходи осуществляются сжатием пружины 10. В случае изменения типоразмера изделия, например изготовления его из трубы щ)угой толщины и другими размерами канавок. ставят оправку 2 с другими канавками и осуществляют ее формование накатными роликами 3. Таким образом, максимальная величина хода накатных роликов 3 соответствует максимальной глубине канавок заготовок, получаемьк на зтой машине. При получении канавок с меньшей высотой избыток хода компенсируется пружинами 10. Время на замену оправки нв превышает 1-2 мин. В случае, если в типоразмере изделия изменяется число формуемых канавок и его длина, то производят демонтаж инструментального блofca, уделяя из него часть ползунов 4. Для зтого отвинчивают блок 7 и отводят фиксирующие планки 6. Затем устанавливают необходимое число ползунов 4 с накатными роликами 3. Время на переналадку с одного типоразмера изделия на другой не превышает 5 мин После формования изделия 17 отводят центр 14, снимают изделия с оправки 2 и дикл производства изделия повторяется. Использование машины ц}ш накатки кольцевых канавок на трубе-заготовке позволит существенно упростить конструкцию машины и повысить ее надежность. Машина также позволя ет производить накатку канавок с плотным ша гом (менее 6 мм) по любому технологически выгодному закону и производить быструю пере наладку (не более 7 мин) инструментального блока при изготовлении другого типоразмера изделия. Формула и. зобретения 1. Машина для накатки кольцевых канавок на трубе-заготовке, содержащая оправку с коль цевыми канавками, инструментальный блок, имеющий накатные ролики с ползунами к прижим, и механизм перемещения роликов в направлении, перпендикулярном оси оправки, о тлияающаяся тем, что, с целью повышения надежности работы машины и упрощения конструкции, механизм перемещения роликов выполнен в виде приводного распределительного вала со смонтированными на нем дисковыми кулачками, имеющими возможность взаимодействия с ползунами. 2.Машина по п. 1, отличающаяся тем, что она снабжена штоком, смонтированным в ползуне с возможностью осевого перемещения и подпружиненным относительно последнего, а накатной ролик установлен на конце штока. 3.Машина по п. 1, отличающаяся тем. Что она снабжена двумя направляющими с параллельными рабочими поверхностями и фиксирующими планками, установленными по торцам направляющих, причем ползуны смонтиованы между направляющими и вьшолнены в иде пластины с толщиной, равной шагу кольевых канавок на оправке. Источники информации, принятые во внимание при экспертизе . 1.Автбрское свидетельство СССР № 200562, л. В 21 D 15/06, 23.08.65. 2.Авторское свидетельство СССР № 617117, л. В 21 D 15/06, 28.06.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| Ротор для накатки кольцевых канавок на трубе-заготовке | 1980 |
|
SU897370A1 |
| Устройство для накатки кольцевых канавок на трубке-заготовке | 1976 |
|
SU617117A1 |
| Устройство для накатывания кольцевых канавок | 1973 |
|
SU475206A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1989 |
|
SU1625548A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВИНТОВОЙ КАНАВКИ НА ТРУБНОЙ ЗАГОТОВКЕ | 1993 |
|
RU2085318C1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1980 |
|
SU919782A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Ротор накатки цилиндрических изделий | 1986 |
|
SU1488081A1 |