1
Изобретение относится к области производства теплообмениых аппаратов энергомашиностроительной промышленности АЭС, точнее к способам соединения труб с трубными досками теплообменных аппаратов вальцовкой.
По условимя работы теплообменных аппаратов под давлением при высокой температуре их надежность во многом зависит от способа закрепления труб в трубных досках. Задача становится особенно важной в случае двухтрубной доски для теплообменных аппаратов, где по условиям работы требуется полная герметичность соединения, прочность и абсолютная надежность.
В практике закрепления труб в трубных досках, наряду с обычной развальцовкой, выполняют и развальцовку с использованием промежуточных элементов 1.
В известном способе открытые прул инные кольца из стальной проволоки вставляют в канавки на концах труб, после чего производят развальцовку, при этом вдавливают кольца в материал трубной доски. Недостатком указанного решения является низкая герметичность из-за использования открытых пружинных колец и ослабление материала трубы за счет вытачиваемых канавок на концах вальцуемой трубы.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ соединения труб, заключающийся в том,
что во внутренней стенке охватывающего элемента между кольцевыми вальцовочными канавками делают кольцевую проточку, в которую вводят до установки и вальцовки охватываемого трубчатого элемента
промежуточный уплотнительный элемент из мягкого металла с коэффициентом линейного расширения выше материалов, образуюших трубчатые элементы {2.
Одним из основных недостатков этого
соединения является трудность осуществления полной герметичности и необходимой прочности соединения. Объясняется это тем, что напряжения в трубных элементах, вызванные натягом при вьшолнеНИИ вальцовки, со временем снижаются, и в трубном соединении возникает опасность нарушения плотности трубчатых элементов. Другими недостатками известного решения являются трудность изготовления
при малых диаметрах отверстий в трубных досках кольцевых канавок, так как для их изготовления требуется большая затрата труда, инструмента и высокая квалификация рабочего, а также трудность ввода 8
добавочную кольцевую канавку уплотнительного элемента из мягкого металла.
Целью изобретения является получение герметичного и прочного соединения.
Это достигается тем, что перед вальцовкой в посадочное отверстие с наружной стороны трубной доски кроме уплотнительного кольца из мягкого металла дополнительно устанавливают втулку, твердость которой не ниже твердости материала трубной доски и прикладывают к втулке осевое усилие, нагружающее промежуточный элемент до появления в нем пластической деформации.
В дальнейшем дополнительная втулка, выполняя роль анкера, заклинивается между трубой и трубной доской. Благодаря анкерным свойствам дополнительной втулки сохраняется нагружение промежуточного элемента в процессе вальцовки и тем самым обеспечивается полная герметичность соединения. Герметичность соединения сохраняется и в процессе эксплуатации аппарата, так как точка плавления металла промежуточного элемента выше максимальной температуры, которую может переносить стык во время эксплуатации аппарата, а коэффициент линейного расширения этого металла выше коэффициента линейного расширения материалов трубы и трубной доски.
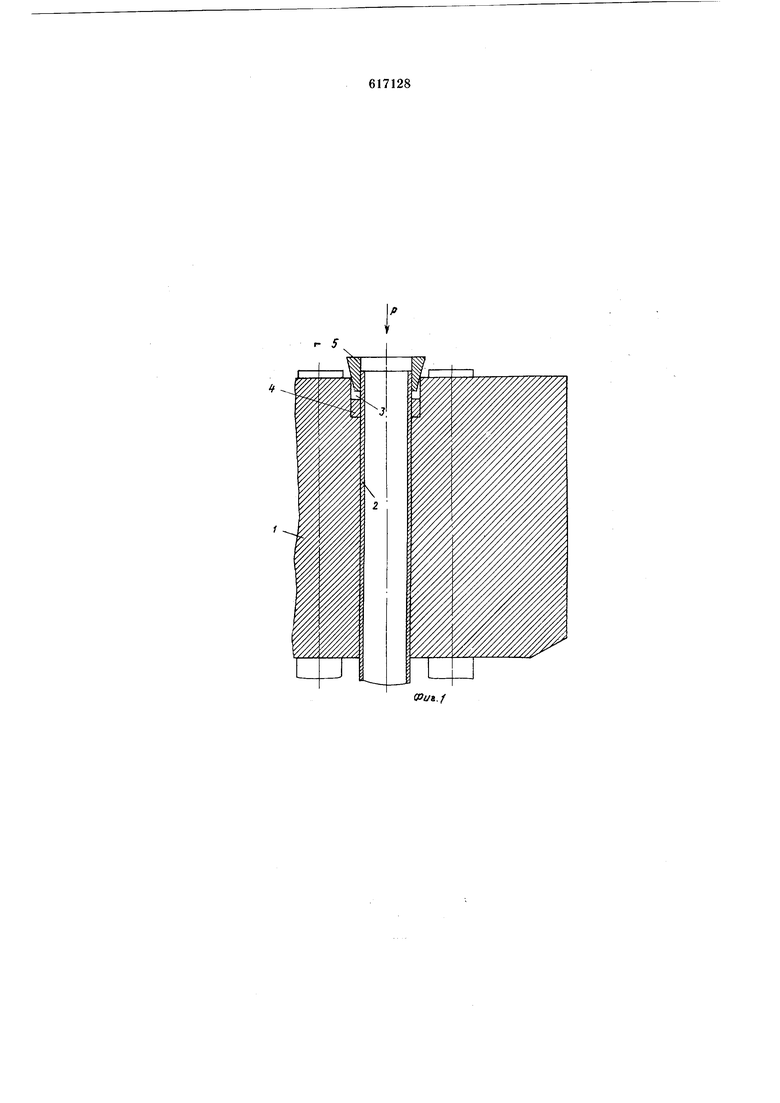
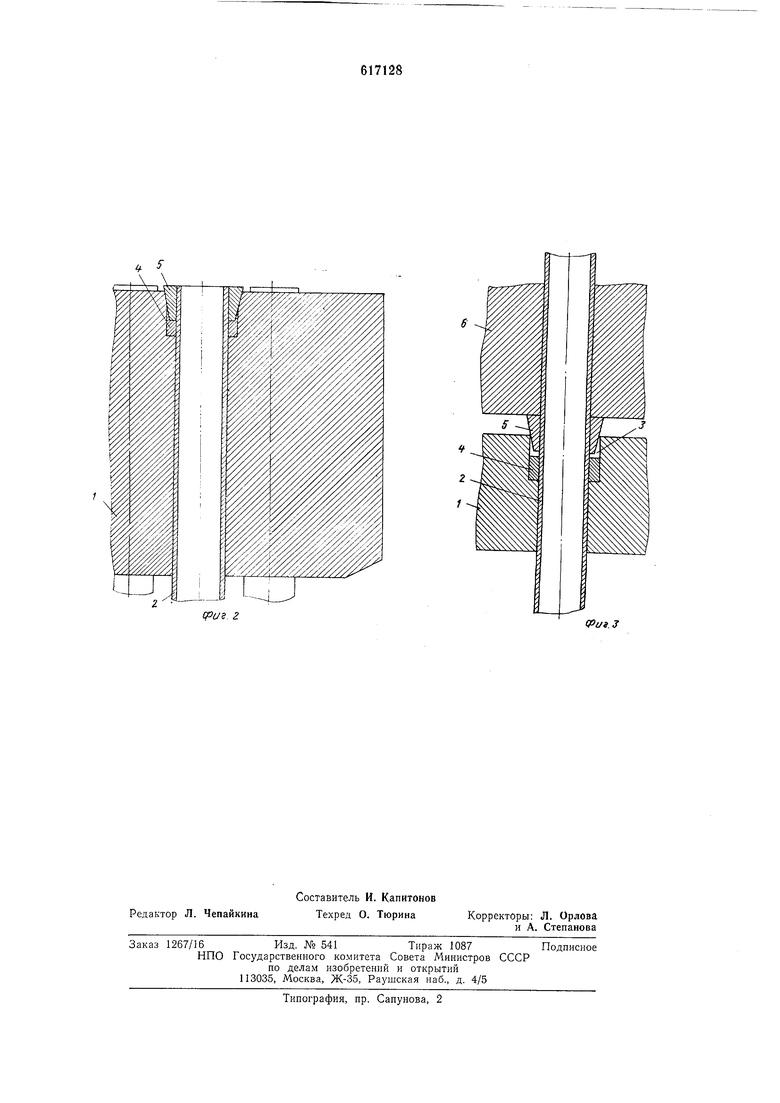
На фиг. I показано соединение в одинарной трубной доске до нагружения промежуточного элемента в осевом сечении; на фиг. 2 - осевое сечение соединения в одипарной трубной доске после вальцовки в осевом сеченпп; на фиг. 3 - вариант соединения в двойной трубной доске до нагружения в осевом сечении.
В трубную доску 1 (см. фиг. 1) вставляют трубу 2, затем в кольцевую проточку 3 в трубной доске 1 вставляют уплотнительное кольцо 4 из мягкого металла и втулку 5 из металла, твердость которого не ниже твердости материала трубной доски. После сборки трубных элементов к втулке 5 прикладывают осевое усилие Р и нагружают кольцо 4 до появления в нем пластической деформации. Для двухтрубной доски (см. фиг. 3) осевое усилие к втулке 5, установленной в доске 1, прикладывают через доску 6. Вальцовку соединения осуществляют одним из известных способов.
Испытания описанного соединения труб с трубными досками осуществляются на одинарных и двойных трубных досках с трубами 13X1,2; 14X1,2; 16x1,4 из различных марок стали.
Уплотнительные элементы изготавливаются в виде колец из меди, алюминия и титана, а дополнительные втулки изготавливаются из стали 45, ОХ18Н10Т, титана, ОХИМФСе цилиндрической и конусной Формы с конусом до 3-х градусов. Осевое
нагружение промежуточных элементов осуществляется двумя методами-одновременно во всех трубных соединениях прессовой посадкой и поочередно с помощью электропривода и пневмопривода. При этом поступательное движение втулки сочетается с одновременным ее вращением.
Испытания также показывают, что в трубное соединение может входить несколько втулок и уплотнительных элементов в зависимости от толщины трубной доски и ширины перемычек между отверстиями в трубной доске.
Для проведения испытаний трубных соединений на плотность и удержание изготавливаются многотрубные образцы (до 7 труб в каждом образце) из сталей ОХ18Н10Т, титан. Для вальцовки трубных элементов взрывом используется заряд ВВ из детонирующего шнура марки ДШ-А.
В результате проведения испытаний при различных температурах получена полная герметичность и требуемая прочность вальцовочных соединений.
Способ позволяет значительно снизить трудоемкость и повысить качество соединений трубных элементов таких выпускаемых теплообменных аппаратов, как СПП-бООМ, СПП-220, ПГВ-440, ПГВ-1000 и др. и тем самым обеспечить стабильный выпуск высококачественной продукции.
Ожидаемый экономический эффект только по трем аппаратам СПП-500, СПП-220 и ПГВ-440 составляет около 400 тыс. руб. в год.
Формула изобретения
1.Способ соединения труб с трубной доской, заключающийся в том, что с наружной стороны трубной доски соосно отверстию для трубы выполняют кольцевую проточку, в отверстие устанавливают трубу, а в кольцевую проточку вводят уплотнительное кольцо, твердость материала которого ниже твердости уплотняемых элементов, и производят развальцовку трубы, отличающийся тем, что, с целью повышения прочности и герметичности соединения, перед развальцовкой в кольцевую проточку дополнительно устанавливают втулку, твердость которой не ниже твердости материала трубной доски, и прикладывают к втулке осевое усилие до появления в ней пластической деформации.
2.Способ по п. 1, отличающийся тем, что осевое усилие сохраняют в течение процесса развальцовки трубы.
Источники информации, принятые во внимание при экспертизе
1.Патент Германии № 402522, кл. 13 1, 1924.
2.Патент Франции № 1294938, 7с, 39/06, 1962.
(Put.f
Сриа.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб с трубной доской | 1981 |
|
SU961820A2 |
| Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов | 2017 |
|
RU2655553C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2168385C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |