Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформированная материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу одним из концов устанавливают в трубное отверстие, фиксируют ее от возможного осевого перемещения, приваривают торец трубы к лицевой поверхности трубной решетки с последующей развальцовкой трубы путем приложения сжимающего к ее внутренней поверхности усилия, например механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград: Судостроение, 1972, 143 с.).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующие пары соединяемых элементов, являются свариваемыми.
Известен также способ закрепления труб в трубных решетках, включающий установку прошедшей подготовительные операции трубы в отверстие трубной решетки, имеющее на своей поверхности две кольцевые канавки, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения к внутренней поверхности сжимающего усилия механической вальцовкой (RU, 2078386 С1, 10.05.1997, В 21 D 39/06 - прототип).
Недостатком известного способа является возможность незаполняемости объемов кольцевых канавок трубного отверстия материалом трубы. Достижение же требуемых значений эксплуатационных характеристик вальцовочных соединений в этом случае обеспечивается приложением повышенных сжимающих усилий на внутреннюю поверхность трубы.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение требуемых эксплуатационных характеристик вальцовочных соединений без применения повышенных давлений на внутренней поверхности трубы.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку прошедшей подготовительные операции трубы в отверстие трубной решетки, имеющее на своей поверхности две кольцевые канавки, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения к внутренней поверхности сжимающего усилия механической вальцовкой, согласно изобретению, предварительно внешнюю поверхность конца трубы профилируют с получением конического участка, вершина конуса которого расположена за торцем трубы, и плавно сопряженного с упомянутым коническим участком участка с криволинейной образующей, обращенной к оси трубы, а установку трубы в отверстие трубной решетки осуществляют без зазора, располагая участок с криволинейной образующей напротив кольцевых канавок трубной решетки.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающих повышенными характеристиками прочности без приложения повышенных сжимающих усилий на внутреннюю поверхность трубы.
Это объясняется тем, что, используя эффект переменной жесткости трубы на длине, подвергаемой осевому сжатию, создают условия более эффективного заполнения материалом трубы объемов кольцевых канавок трубного отверстия. В частности, выполнением конусного участка на торце трубы, осуществляют ее беззазорную постановку в трубное отверстие, обеспечивая контакт соединяемых элементов. При этом устраняется операция привальцовки трубы и внешний ее контур приобретает профиль трубного отверстия. Применение на трубе участка с криволинейной образующей, обращенной к ее оси, локализует пластическую деформацию материала трубы, позволяя осуществить качественное заполнение им объемов кольцевых канавок.
Сущность изобретения поясняется чертежами, где на фиг. 1а показана теплообменная труба, расположенная в технологической оснастке, перед профилированием ее внешней поверхности; на фиг. 1б- окончание стадии профилирования внешней поверхности конца трубы; на фиг. 2 - окончание стадии беззазорной установки трубы в трубное отверстие; на фиг. 3 - стадия развальцовки трубы в трубном отверстии; на фиг. 4 - окончание стадии развальцовки трубы в трубном отверстии; на фиг. 5 - вальцовочное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
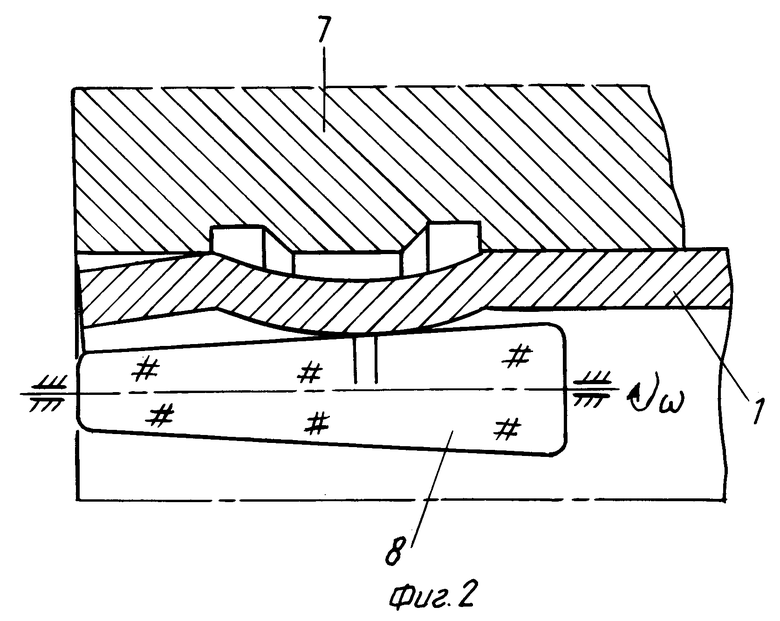
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка поверхности до металлического блеска. Далее трубу 1 (фиг. 1) одним из ее концов располагают в контейнере 2, имеющем ступенчатую рабочую полость. При этом диаметр сквозного отверстия в контейнере 2 выполнен с минимальным зазором по отношению к внешнему диаметру трубы 1. Последнюю фиксируют посредством радиального давления (показано стрелками) от осевого перемещения прижимом 3, располагаемым за контейнером 2. Установку трубы 1 в полости контейнера 2 осуществляют таким образом, чтобы ее торец отстоял на некотором расстоянии от донной поверхности полости. На выступающем конце трубы в полости контейнера 2 размещают кольцо 4 из упругого материала, например, полиуретана марки СКУ-7Л.
И в зазор между стенками контейнера 2 и трубой 1 вводят втулочный пуансон-матрицу 5, имеющий на своей внутренней поверхности конический участок. В отверстии втулочного пуансона-матрицы 5 размещают с минимальным зазором большую ступень ограничительного стержня 6, малая ступень которого выполнена с зазором по отношению к диаметру отверстия трубы 1.
Воздействуя осевым усилием на втулочный пуансон-матрицу 5 вызывают сжатие упругого кольца 4 и, как следствие, приложение сжимающего усилия к части внешней поверхности трубы 1, размещенной в контейнере 2. Осевое перемещение втулочного пуансона-матрицы 5 вызывает локальный обжим трубы 1 в сочетании с обжимом ее торца, формируя конический участок, вершина которого располагается вне торца. Профилирование внешней поверхности конца трубы 1 завершается с формированием на ее внешней поверхности конического участка, плавно переходящего в участок с криволинейной образующей, направленной к оси трубы 1.
Затем подобное профилирование внешней поверхности трубы 1 производят на втором ее конце.
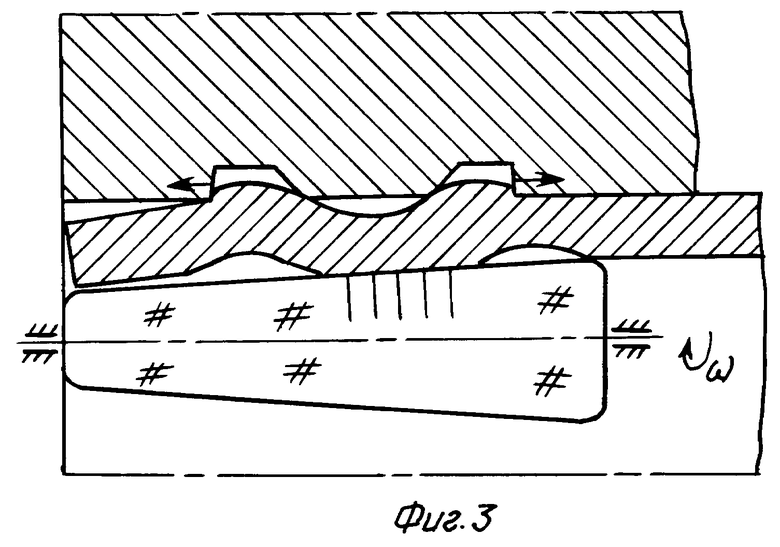
Закреплению трубы 1 предшествует стадия беззазорной постановки (за счет осевого на нее воздействия) профилированного конца в отверстии трубной решетки 7 (фиг. 2). В этом случае конический участок трубы 1 способствует более легкому ее прохождению через отверстия в перегородках и в отверстии трубной решетки 7. Обязательным условием правильной постановки трубы 1 в трубном отверстии является размещение участка с криволинейной образующей напротив кольцевых канавок.
Поперечное сечение последних представляет собой прямоугольные трапеции с вершинами острых углов, направленных в межканавочное пространство. Контроль постановки достигается по размещению кромки торца трубы 1 в площади лицевой поверхности трубной решетки 7.
В отверстие трубы 1 вводят корпус механической вальцовки, содержащий три конических ролика 8 (условно показан один из них). Задавая вращательное движение роликам 8 в сочетании с радиальным их перемещением совершают операцию развальцовки трубы 1. Поскольку опорными элементами для участка трубы 1 с криволинейной образующей являются внешние кромки кольцевых канавок трубного отверстия, то воздействие роликов 8 на утолщенный и упрочненный обжатый участок трубы 1 приводит к концентрации напряжений на внешних кромках кольцевых канавок и, как следствие, реализации пластического сдвига материала трубы 1 (фиг. 3). Имеет место фиксирование трубы 1 по боковым поверхностям внешних кромок трубного отверстия, что способствует пластическому затеканию материала трубы 1 в его кольцевые канавки.
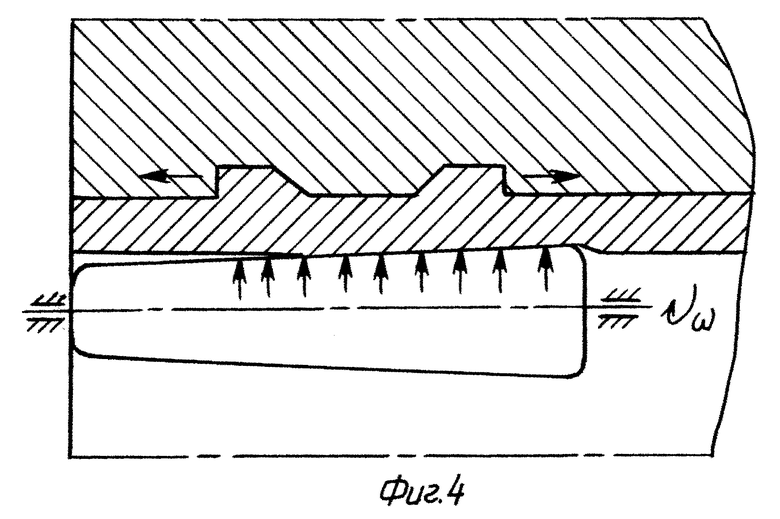
Завершающаяся стадия развальцовки трубы 1 в трубном отверстии характеризуется полным заполнением объемов кольцевых канавок материалом трубы 1 в условиях растяжения поверхностных слоев трубного отверстия (фиг. 4). Снятие деформирующего собираемые элементы усилия обуславливает их совместную упругую разгрузку, что предопределяет получение вальцовочным соединением заданных характеристик прочности и плотности (фиг. 5).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке: конический ее участок имел диаметр 24,6 мм, а участок с криволинейной образующей обжимался до диаметра, равного 23,8 мм. Общая длина профилированного участка конца трубы составляла 18 мм. Профилирование концов трубы выполняли в технологической оснастке на горизонтальном гидравлическом прессе двойного действия при усилиях не более 0,2 МН.
Трубные отверстия изготавливались диаметрами 25 мм. Кольцевые канавки трубных отверстий имели: большее основание трапеции - 3 мм, меньшее основание трапеции - 2,5 мм, глубину - 0,25 мм. Расстояние между канавками 10 мм.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету.
Закрепление труб в трубных решетках производилось вальцовками отечественного производства на вальцовочном стенде фирмы "Индреско" (США).
Установлено, что образование кольцевых уплотнений по кромкам кольцевых канавок в сочетании с остаточным давлением на контактной поверхности формируемых кольцевых выступов с кольцевыми канавками обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений; значительно увеличивает (по сравнению с традиционной технологией по прототипу) межремонтный пробег трубного пучка при условии возможности неоднократного использования трубных решеток. Испытаниями на выдергивание трубы из трубной решетки подтверждены повышенные прочностные характеристики вальцовочных соединений.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2168385C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2171154C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177853C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159688C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2165325C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Трубу, прошедшую подготовительные операции, устанавливают в отверстие трубной решетки, имеющее две кольцевые канавки. Трубу фиксируют от возможного перемещения и закрепляют. Для этого к ее внутренней поверхности механической вальцовкой прикладывают сжимающее усилие. Предварительно внешнюю поверхность трубы профилируют. При этом на ней образуют конический участок, вершина конуса которого расположена за торцом трубы, и сопряженный с ним участок с криволинейной образующей, обращенной к оси трубы. Трубу устанавливают в отверстие трубной решетки без зазора, а участок с криволинейной образующей располагают напротив кольцевых канавок решетки. В результате обеспечивается получение требуемых эксплуатационных характеристик вальцовочных соединений без применения повышенных давлений на внутренней поверхности трубы. 5 ил.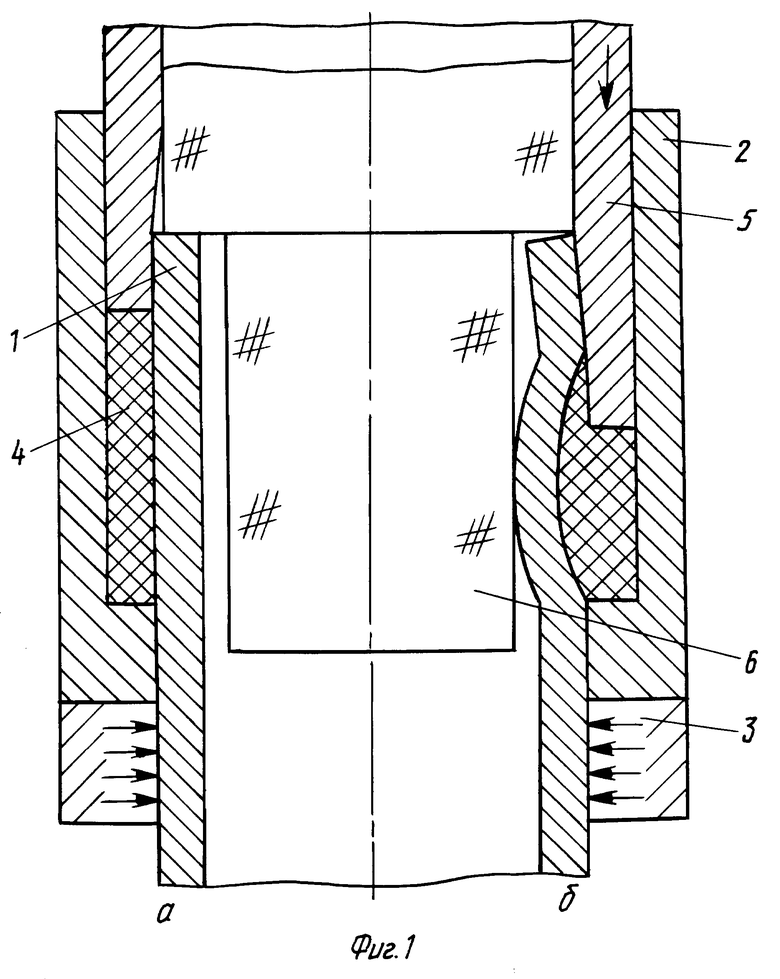
Способ закрепления труб в трубных решетках, включающий установку прошедшей подготовительные операции трубы в отверстие трубной решетки, имеющее на своей поверхности две кольцевые канавки, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения к внутренней поверхности сжимающего усилия механической вальцовкой, отличающийся тем, что предварительно внешнюю поверхность конца трубы профилируют с получением конического участка, вершина конуса которого расположена за торцом трубы, и плавно сопряженного с упомянутым коническим участком участка с криволинейной образующей, обращенной к оси трубы, а установку трубы в отверстие трубной решетки осуществляют без зазора, располагая участок с криволинейной образующей напротив кольцевых канавок трубной решетки.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2078636C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| УПРАВЛЯЕМЫЙ ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2012 |
|
RU2475949C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

