чими вста ;кам1-1 3 устанавлены поджимные пружины 6 (фиг. 1).
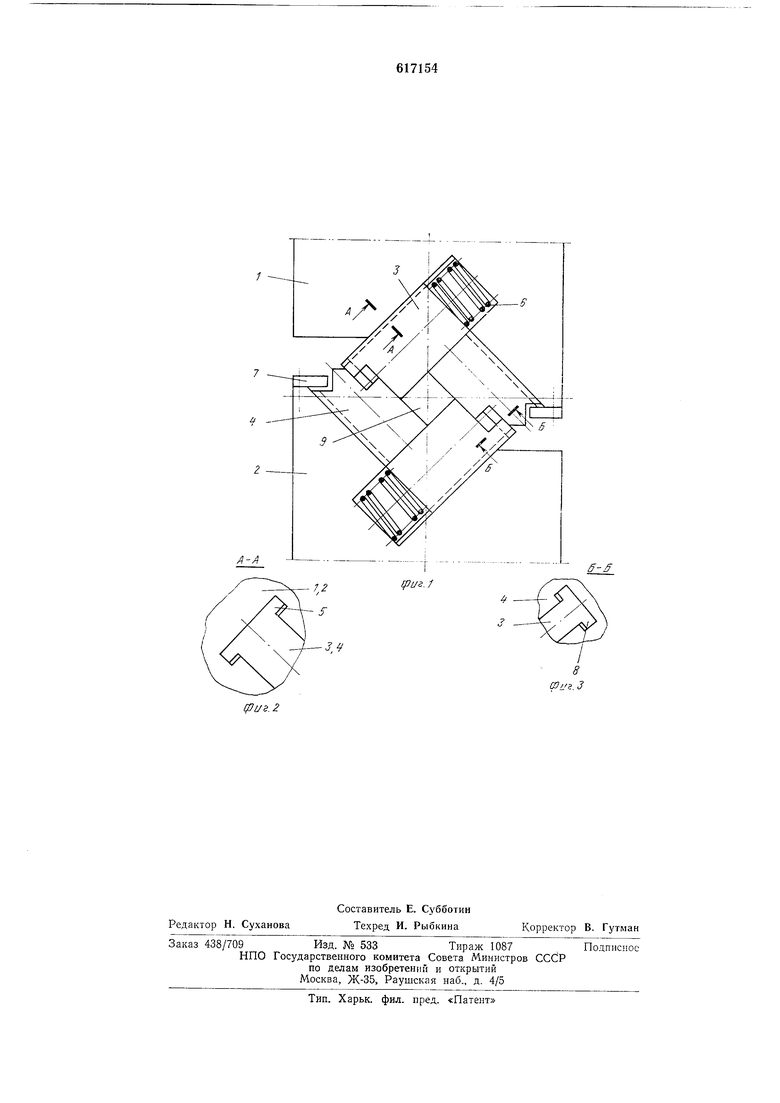
Крышки 7 жестко закреплены в бойках / и 2, П|ре,дох1ра1няя от .выпадаяяя из пазов рабочие вста1в:ки 4. Один из то|рцо В каждой рабочей вста1в;к1И имеет элемент за,М К01Вого устройства. Для вставок 4 эти элемеиты выполнены IB ;виде паза, а для вста1вок 3 - в виде шила 8 (фиг. 3), кото-рые имеют воэможиость замыкаться при оиределекнам положении бойков.
Ииструмопт работает следующим образом.
В исходном положении бойки / и 2 (фиг. 1) разведены и за1гото вка 9 подается в вы рез:ной П рофиль вставками 3 и 4. При сближании боЙ1КО:В вставки взаимоперемещаются в пер:пендикуля,рных направлениях, уменьшая этом поларечНОе сечение заготовки. ПереМещаясь, В1ста вки 3 сжимают пружины 6. В нижнем положении бойков шипы и пазы з.амковых элементов заиепляются.
По MOipe увеличения обжатия заготовки воз никают силы трения между ней и вставками, эти силы прижимают взаимио перпендикулярные вставки, предотвращая возникновение зазора между ними. Посл-е достижения заданной величины обжатия боек / начинает движение вве,рх. В результате возмоЖ|Ного иопада ния окалины или материала заготовки между элемента|МИ устройства может произойти заедание вставок 3 и 4 относительно бойков } и 2. При этом, взаимодействуя между собой, щипы и вазы замкового уст|ройства (фиг. 3) принудительно заставляют расходиться вставки 3, 4 VL дальнейшее
движение их ироисходит под действием иружин 6 (фиг. 1).
Использование иредлагаемого ИНструмента позволяет устранить возиикиаввние заусеица по .разъему профиля, повысить качество получаемой загото В1Ки, а также увеличить производительность инструмента.
Формула и 3 о б р .е т е т и я
Пнструмент для кузнечной протяжки, содерж.аш.ий верхний и нижиий бойки со амо-нТ1ИрО|ва1Н1НЫ|МИ в каждом ,из них двумя вставка-ми, образующими зам,кнутый контур, одна из которых в каждой паре установлена с возможностью продольного перемещения, подпружииена относительно соответствлющего бойка и контактирует своей торцовой поверхиостью с боковой поверхностью ответной вставки иротшволежащего боЙ1ка, о т л и ч а ющ и и с я тем, что, с целью повышения качества протяжки за счет предот1вращения образования заусенца но разъему вставок и повышения произ вОДительиости, вторая вста:вка в каждой паре уста1новлена с возможностью продольного перемещения ,в направлении, периендикулярНОМ Направлению перемещения подпружиненной вставки, при этом на контактир|ующих поверхностях подпружинениой и отвеТЮЙ вставок выполиены за-М1Ковые элементы в виде Т-образного типа на одной из них и соответствующего паза на другой.
Источник информации, принятый во внимание при экспертизе:
1. Авторокоесвидетельство СССР N° 440199, кл. В 21 J 13/02, 1972.
й7//г. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протяжки заготовок с закручиванием | 1988 |
|
SU1593773A1 |
| Инструмент для кузнечной протяжки | 1981 |
|
SU1003988A1 |
| Устройство для штамповки ступенчатых валов | 1991 |
|
SU1814960A1 |
| Устройство для ковки заготовок | 1988 |
|
SU1556804A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| Инструмент для ковки заготовок | 1980 |
|
SU919803A1 |
| Штамп для высадки на вертикальном прессе | 1990 |
|
SU1764756A1 |
| Блок бойков для протяжки | 1978 |
|
SU829295A1 |
| Кузнечный инструмент для протяжки | 1985 |
|
SU1359992A1 |