Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления ховкой-протяжкой длинномерных поковок.
Цель изобретения - повышение производительности ковки и качества поковок путем дополнительной проработки закручиванием по всему ее поперечному сечению.
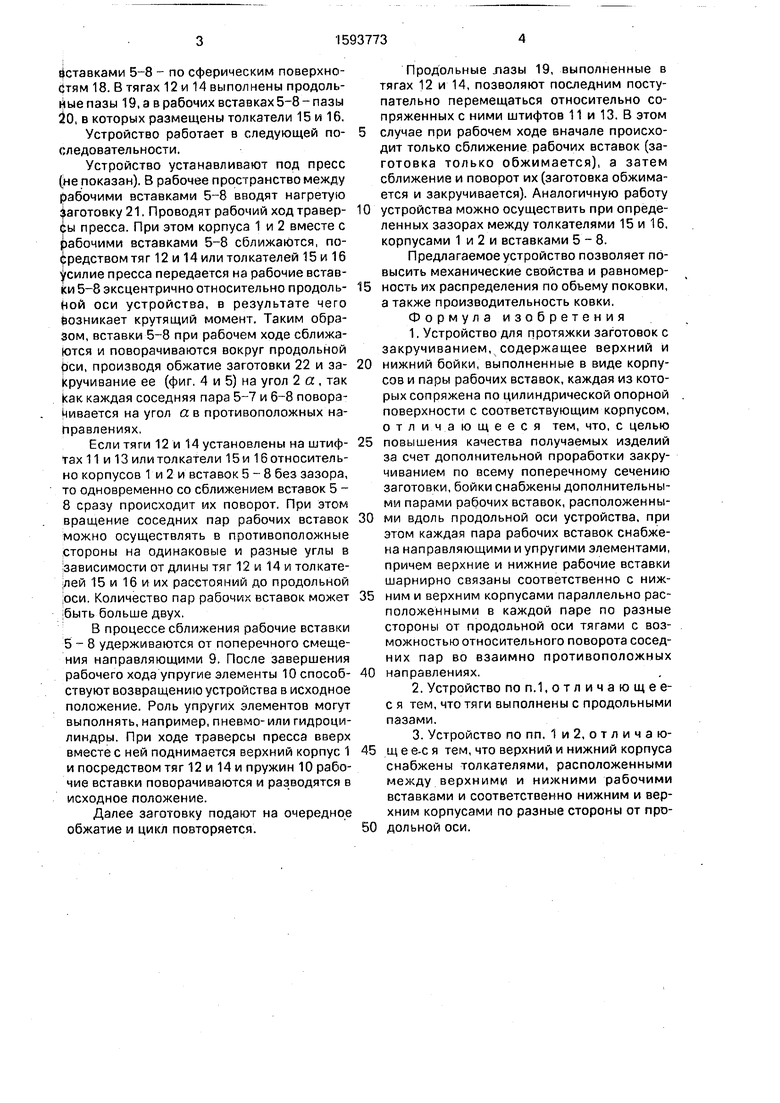
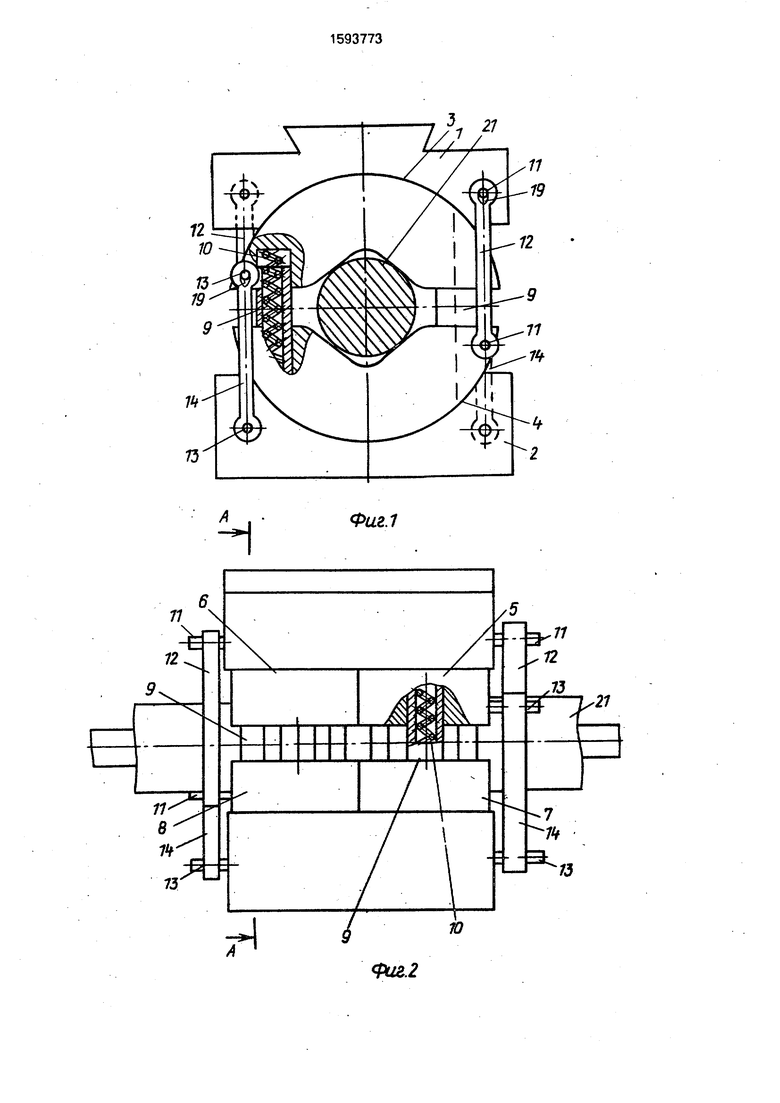
На фиг.1 и 2 изображено устройство, исходное положение, вид спереди и слева соответственно; на фиг.З - разрез А-А на фиг.2: на фиг.4 - устройство в конце обжатия, вид спереди; на фиг.5 - А-А на фиг.2 (в конце обжатия).
Устройство состоит из.верхнего 1 и нижнего 2 корпусов, сопрягающихся цилиндрическими опорными поверхностями 3 и 4 с верхними 5 и 6 и нижними 7 и 8 рабочими вставками (фиг.1 и 2). Рабочие вставки образуют пары 5-7 и 6-8, каждая из которых
состоит из верхней и нижней вставок. Пары рабочих вставок расположены вдоль продольной оси устройства и снабжены направляющими 9. выполненными, например, в виде втулок, и упругими элементами 10, выполненными, например, в виде пружин сжатия, которые могут быть размещены во втулках 9, Верхний корпус 1 связан шарнирно посредством штифтов 11 и тяг 12 с нижними вставками 7 и 8. Нижний корпус 2 аналогично связан посредством штифтов 13 и тяг 14 с верхними вставками 5 и 6. Между верхним корпусом 1 и нижними вставками 7 и 8 размещены толкатели 15, а между нижним корпусом 2 и верхними вставками 5 и 6 - толкатели 16, В каждой паре рабочих вставок тяги 12 и 14 и толкатели 15 и 16 размещены по разные стороны относительно продольной оси устройства. Толкатели 15 и 16 сопрягаются с корпусами 1 и 2 по сферическим поверхностям 17, а с рабочими .
00
ставками 5-8 - по сферическим поверхностям 18. В тягах 12 и 14 выполнены продольные пазы 19, а в рабочих вставках 5-8 - пазы 0, в которых размещены толкатели 15 и 16. Устройство работает в следующей последовательности.
Устройство устанавливают под пресс (не показан). В рабочее пространство между рабочими вставками 5-8 вводят нагретую фаготовку 21. Проводят рабочий ход травер- фы пресса. При этом корпуса 1 и 2 вместе с |Ьабочими вставками 5-8 сближаются, посредством тяг 12 и 14 или тол каталей 15 и 16 усилие пресса передается на рабочие вставки 5-8 эксцентрично относительно продоль- йой оси устройства, в результате чего возникает крутящий момент. Таким образом, вставки 5-8 при рабочем ходе сближаются и поворачиваются вокруг продольной |эси, производя обжатие заготовки 22 и за- Кручивание ее (фиг, 4 и 5) на угол 2 а , так kaK каждая соседняя пара 5-7 и 6-8 повора- Цивается на угол а в противоположных направлениях.
Если тяги 12 и 14 установлены на штифтах 11 и13илитoлкateли 15 и 16 относительно корпусов 1 и 2 и вставок 5-8 без зазора, то одновременно со сближением вставок 5 - 8 сразу происходит мх поворот. При этом вращение соседних пар рабочих вставок можно осуществлять в противоположные Стороны на одинаковые и разные углы в ;3ависимости от длины тяг 12 и 14 и толкате- ;1ей 15 и 16 и их расстояний до продольной ;оси. Количество пар рабочих вставок может ;быть больше двух.
В процессе сближения рабочие вставки 5 - 8 удерживаются от поперечного смещ,е- ния направляющими 9. После завершения рабочего хода упругие элементы 10 способствуют возвращению устройства в исходное положение. Роль упругих элементов могут выполнять, например, пневмо- или гидроцилиндры. При ходе траверсы пресса вверх вместе с ней поднимается верхний корпус 1 и посредством тяг 12 и 14 и пружин 10 рабочие вставки поворачиваются и разводятся в исходное положение.
Далее заготовку подают на очередное обжатие и цикл повторяется.
Продольные лазы 19, выполненные в тягах 12 и 14, позволяют последним поступательно перемещаться относительно сопряженных с ними штифтов 11 и 13. В этом
случае при рабочем ходе вначале происходит только сближение рабочих вставок (заготовка только обжимается), а затем сближение и поворот их (заготовка обжимается и закручивается). Аналогичную работу
устройства можно осуществить при определенных зазорах между толкателями 15 и 16, корпусами 1 и 2 и вставками 5-8.
Предлагаемое устройство позволяет повысить механические свойства и равномерность их распределения по объему поковки, а также производительность ковки. Формула изобретения
1.Устройство для протяжки заготовок с закручиванием, содержащее верхний и
нижний бойки, выполненные в виде корпусов и пары рабочих вставок, каждая из которых сопряжена по цилиндрической опорной поверхности с соответствующим корпусом, отличающееся тем, что, с целью
повышения качества получаемых изделий за счет дополнительной проработки закручиванием по всему поперечному сечению заготовки, бойки снабжены дополнительными парами рабочих вставок, расположенными вдоль продольной оси устройства, при этом каждая пара рабочих вставок снабжена направляющими и упругими элементами, причем верхние и нижние рабочие вставки шарнирно связаны соответственно с нижним и верхним корпусами параллельно расположенными в каждой паре по разные стороны от продольной оси тягами с возможностью относительного поворота соседних пар во взаимно противоположных
направлениях.
2.Устройство по П.1, отл и ча ю щее- с я тем, что тяги выполнены с продольными пазами.
3.Устройство по пп, 1 и 2, о т л и ч а ю- щ е е-с я тем, что верхний и нижний корпуса
снабжены толкателями, расположенными между верхними и нижними рабочими вставками и соответственно нижним и верхним корпусами по разные стороны от про- дольной оси.
73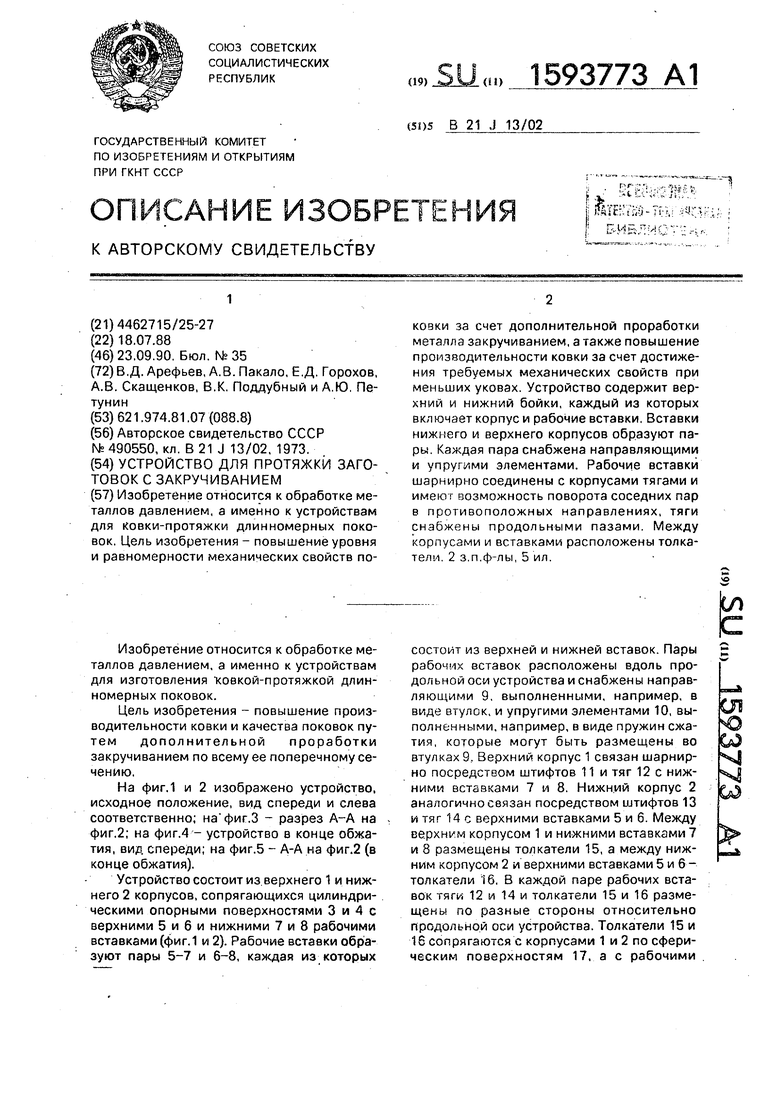
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок | 1987 |
|
SU1407639A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Устройство для ковки заготовок протяжкой | 1983 |
|
SU1266630A1 |
| Кузнечный инструмент для протяжки | 1985 |
|
SU1359992A1 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ изготовления пластин | 1989 |
|
SU1690933A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки-протяжки длинномерных поковок. Цель изобретения - повышение уровня и равномерности механических свойств поковки за счет дополнительной проработки металла закручиванием, а также повышение производительности ковки за счет достижения требуемых механических свойств при меньших уковах. Устройство содержит верхний и нижний бойки, каждый из которых включает корпус и рабочие вставки. Вставки нижнего и верхнего корпусов образуют пары. Каждая пара снабжена направляющими и упругими элементами. Рабочие вставки шарнирно соединены с корпусами тягами и имеют возможность поворота соседних пар в противоположных направлениях, тяги снабжены продольными пазами. Между корпусами и вставками расположены толкатели. 2 з.п. ф-лы, 5 ил.
н
Фиг.1
21
Ю
Риг.2
J.,
| Вырезной боек | 1973 |
|
SU490550A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
