(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ
МЕТАЛЛА
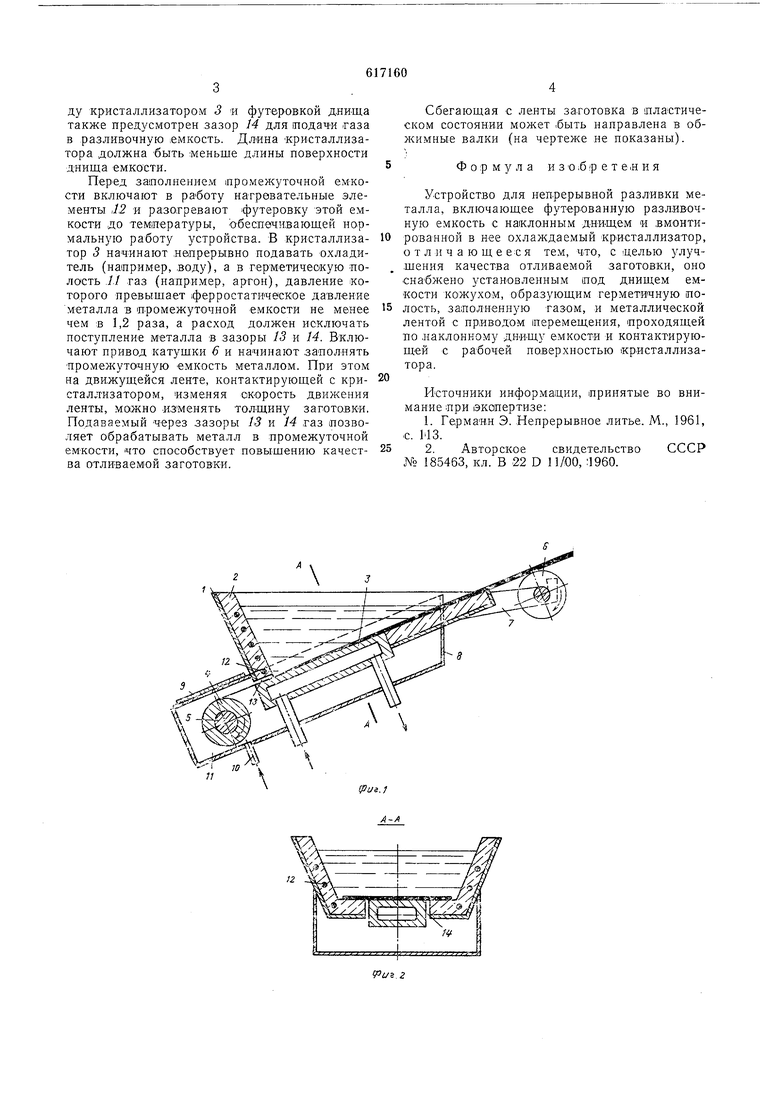
ду кристаллизатором 3 и футеровкой д.ни-ща также предусмотрен зазор 14 для шодачи газа в разливочную емкость. Дл«на «ристаллизатора должна быть меньше длины поверхности днища емкости.
Перед заиолнением промен уточной емкости включают в рэботу нагревательные элементы ,12 и разогревают футеровку этой емкости до температуры, обеспечивающей нормальную работу устройства. В кристаллизатор 3 нач-инают непрерывно подавать охладитель (например, воду), а в герметическую полость .// газ (например, аргон), давление которого превышает ферростатическое давление металла в промежуточной емкости не менее чем в 1,2 раза, а расход должен исключать поступление металла в зазоры 13 и 14. Включают привод катушки 6 и начинают заполнять промежуточную емкость металлом. При этом на движущейся ленте, контактирующей с кристал„тизатором, изменяя скорость движения ленты, моокно изменять толщину заготовки. Подаваемый через зазоры 13 и 14 газ позволяет обрабатывать металл в промежуточной емкости, что способствует повышению качества отливаемой заготовки.
Сбегающая с ленты заготовка в пластическом состоянии может ,быть направлена в обжимные валки (на чертеже не показаны).
Формула и 3 о i6 ip е т е iH и я
Устройство для непрерывной разливки металла, включающее футерованную разливочную емкость с наклонным днищем и вмонтированной в нее охлаждаемый кристаллизатор, отличающееся тем, что, с щелью улучшения качества отливаемой заготовки, оно снабжено установленным под днищем емкости кожухом, образующим герметичную полость, заполненную газом, и металлической лентой с приводом перемещения, проходящей по .наклонному днищу емкости и контактирующей с рабочей поверхностью кристаллизатора.
Источники информации, принятые во внимание при екопертизе:
1.Гермаян Э. Непрерывное литье. М., 1961, с. МЗ.
2.Авторское свидетельство СССР № 185463, кл. В 22 D 11/00, :1960.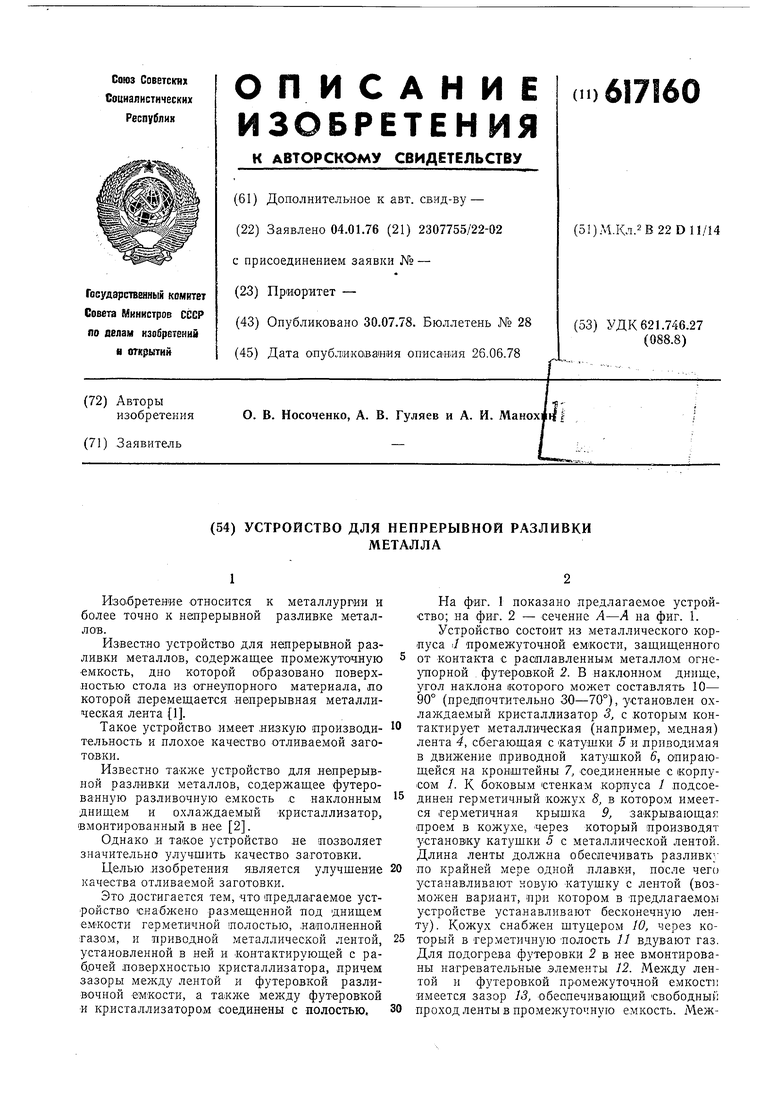
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых заготовок | 1976 |
|
SU735376A1 |
| Способ непрерывного литья заготовок и устройство для его осуществления (его варианты) | 1983 |
|
SU1212690A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИРОКИХ ПОЛОС ИЗ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2007 |
|
RU2444414C2 |
| Устройство для непрерывного литья заготовок | 1978 |
|
SU770650A1 |
| Кристаллизатор для непрерывного литья | 1990 |
|
SU1763085A1 |
| Металлопровод | 1980 |
|
SU929314A2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Способ непрерывной отливки армированной заготовки и устройство для его осуществления | 1988 |
|
SU1694326A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
