1
Изобретение относится к области станкостроения, в частности к расточным головкам, и может найти широкое применение при обработке металлов резанием на агрегатных станках, автоматических линиях.
Известна шпиндельная расточная головка, содержащая привод главного ншинделя, механизм тонкой поднастройки размера обрабатываемого отверстия, приводимый от силового цилиндра, и механизм отвода резца от обработанной поверхности
.
Недостатком известного устройства является сложность конструкции и невысокая точность и чистота обработки.
Целью изобретения является упрощение конструкции, уменьшение габаритов и повышение точности и чистоты обработки.
Для этого механизм отвода резца связан с механизмом тонкой поднастройки посредством маховика, установленного соосно с силовым цилиндром и соединенного с последним с помощью резьбового соединения, причем силовой цилиндр установлен с возможностью перемещения вдоль оси шнинделя.
Корпус шпиндельного узла установлен с зазором относительно корпуса, несущего привод главного движения шпинделя.
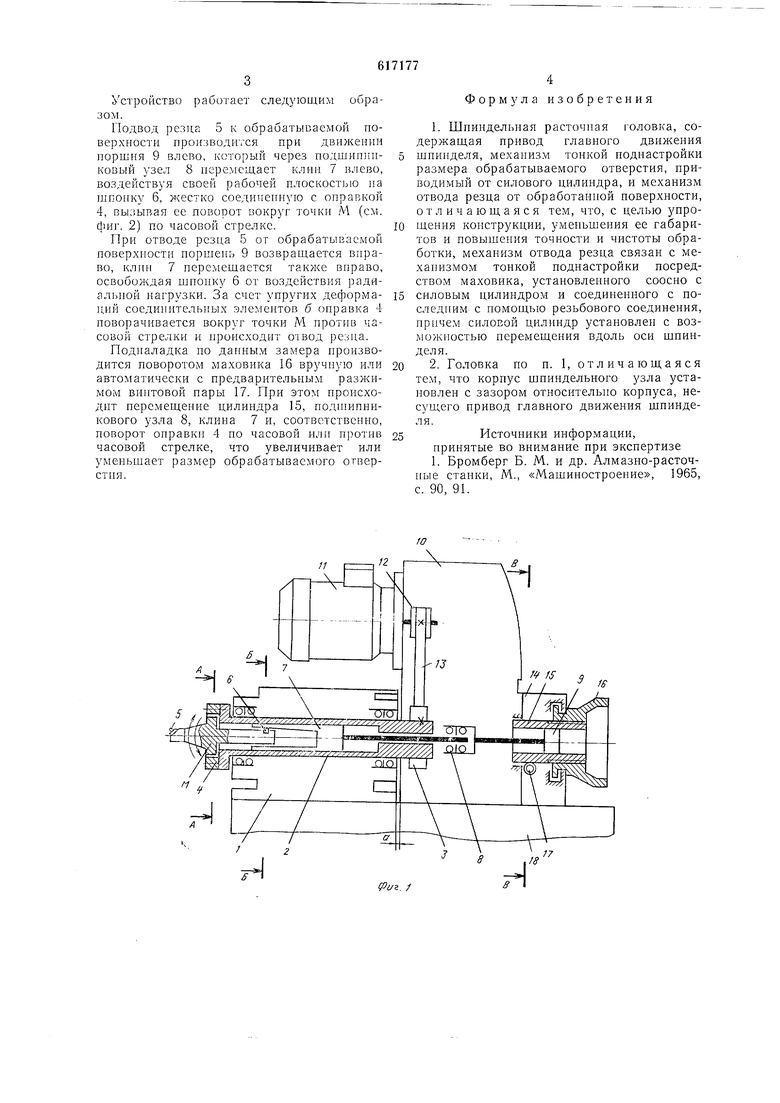
На фиг. 1 схематически изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
В корпусе 1 шпиндельного узла находится шпиндель 2 с жестко закрепленным шкивом 3. К переднему торцу шпинделя закрепляется оправка 4 с резцом 5 и шпонкой 6. В полости шпинделя имеется клин 7, связанный через подшипниковый узел 8 с норшнем 9. На корпусе 10 привода главного движения шпинделя закрепляется электродвигатель 11 с шкивом 12, передающим вращение через поликлиновую передачу 13, корпус 14 механизмов быстрого отвода резпа и тонкой ноднастройки, в котором находится силовой цилиндр 15 быстрого отвода, имеющий наружную резьбу. В корпусе 14 соосно с шнинделем располагается маховик 16 и винтовая пара 17. Расточная головка устанавливается, например, на нлатформу силового стола 18. Главное движение передается от электродвигателя 11, шкива 12 через ноликлиновую передачу 13 на шкив 3, жестко закрепленный на шпинделе 2, оправке 4.
Корпус 1 установлен с зазором а относительно корпуса 10.
работает следующим обраУстройство
зом.
Подвод резца 5 к обрабатываемой поверхности прои:5водится при движении поршия 9 влево, который через подшипниковый узел 8 перемещает клип 7 влево, воздействуя своей рабочей плоскостью па шпопку 6, жестко соедипеипую с оправкой 4, вызывая ее поворот вокруг точки М (ем. фиг. 2) по часовой стрелке.
При отводе резца 5 от обрабатываемой поверхиости порщень 9 возвращается вправо, клип 7 перемещается также вправо, освобождая шпопку 6 от воздействия радяальпой нагрузки. За счет упругих деформаций соедипительных элементов б оправка 4 поворачивается вокруг точки М против часовой стрелки п происходит отвод резца.
Подпаладка по даиным замера производится поворотом маховика 16 вручиую или автоматически с предварительным разжимом впптовой пары 17. При этом происходит перемещепие цилипдра 15, подпшпиикового узла 8, клииа 7 и, соответетвепио, поворот оправки 4 по часовой пли протпв часовой стрелке, что увеличивает или уменьшает размер обрабатываемого отверстия.
Формула изобретения
1.Шпиидельпая расточная головка, содержащая привод главного движения шнииаеля, механизм тонкой иодпастройки размера обрабатываемого отверстия, приводимый от силового цилиндра, и механизм отвода резца от обработанной поверхности, отличающаяся тем, что, с целью упрощения конструкции, уменьшения ее габаритов и повышения точности и чистоты обработки, механизм отвода резца связан с механизмом тонкой поднастройки посредством маховика, установленного еоосно с силовым цилиндром и соединенного с последним с помощью резьбового соединения, причем силовой цилиндр установлен с возможностью перемещения вдоль оси шпинделя.
2.Головка но п. 1, отличающаяся тем, что корпус щпиндельного узла установлен с зазором относительно корпуса, несущего привод главного движения шпинделя.
Источники информации,
5 принятые во внимание при экспертизе 1. Бромберг Б. М. и др. Алмазно-расточпые стапки, Al., «Мащиностроение, 1965,
с. 90, 91.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для подрезных работ | 1978 |
|
SU774820A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Фрезерная головка | 1982 |
|
SU998002A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Многошпиндельная расточная бабка | 1979 |
|
SU818767A1 |

ipuz. /
